
Fターム[4F211AH17]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 車両(←軽車両)部材 (416)
Fターム[4F211AH17]の下位に属するFターム
車体(←ボディ、ドア) (15)
ステアリングホイール (3)
タイヤ (21)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (24)
バンパ (3)
パネル(←コンソールボックス) (29)
車両用内装材、クッション(←座席) (71)
ヘッドレスト (1)
Fターム[4F211AH17]に分類される特許
61 - 80 / 249
エア懸架装置のスプリングチューブ融着機
本発明は、エア懸架装置のスプリングチューブ融着機を提供する。エア懸架装置のスプリングチューブ融着機は、半製品状態で用意されたスプリングチューブを高温圧搾して一体のスプリングチューブを成形するに当たって、空気の残留及びスプリングチューブ素材の重畳による成形不良が防止され、反復的な使用によるメンテナンスを容易にするために、内側成形部、外側成形部などの主要構成からなる。 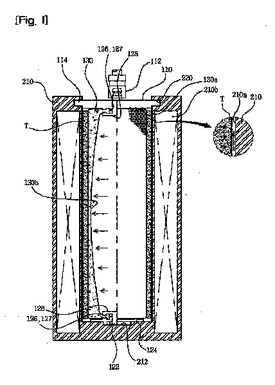 (もっと読む)
(もっと読む)
樹脂成形物の成形方法及び成形装置

【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
樹脂成形品の製造方法

【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】a)吸光性樹脂部材21の溶着領域と透光性樹脂部材22の対応する溶着領域27を対向圧接配置する工程と、b)前記溶着領域27の延在方向に沿う複数の溶着ラインを設定し、レーザビーム12sを前記透光性樹脂部材22から入射し、前記レーザビーム12sを前記複数溶着ラインに対して繰り返し照射し、溶着領域27全体を同時に加熱溶融する工程と、c)対向圧接配置された前記透光性樹脂部材22と前記吸光性樹脂部材21を溶融し溶着する工程、を含み、前記工程b)において、前記溶着領域27全体を溶融した状態で、幅方向一端側から他端側にかけて温度勾配を形成する。
(もっと読む)
樹脂部品の溶着装置及び樹脂部品の溶着方法
【課題】観見栄えを損なうことなく、確実に樹脂部品同士を溶着することができるようにした樹脂部品の溶着装置及び樹脂部品の溶着方法を提供する。
【解決手段】樹脂部品A,Bの接合面を互いに溶着するための樹脂部品の溶着装置10において、各樹脂部品A,Bの接合面を軸方向に対向させて支持し、互いに軸方向に沿って移動可能である支持部材11,12と、上記樹脂部品A,Bの間の挿入位置に移動可能である熱風型と、上記熱風型13が挿入位置に在る状態で各樹脂部品の接合面21a,22aを上記熱風型13のノズル面13a,13bに所定間隔まで接近した加熱位置に、あるいは上記熱風型が退避位置に在る状態で各樹脂部品A,Bを互いに圧接させる溶着位置に、上記支持部材11,12を移動させる第一の駆動手段と、上記熱風型13を挿入位置と退避位置との間で移動させる第二の駆動手段と、を備える、樹脂部品A,Bの溶着装置。
(もっと読む)
表皮付き部材
【課題】意匠性に優れる表皮付き部材を提供すること。
【解決手段】表皮付き部材の基体1を、本体部2と、本体部2の側面から本体部2の外方に向けて突出する第1芯部3および第2芯部4と、で構成し、表皮体5における第1表皮材6と第2表皮材7との綴じ代を、第1芯部3と第2芯部4との隙間に配置し、第1表皮材6によって第1芯部3と本体部2の表面とを覆い、第2表皮材7によって第2芯部4と本体部2の裏面とを覆い、第1表皮材6のなかで本体部2を覆う部分と第1芯部3を覆う部分との境界部分に、飾りステッチ58を形成する。
(もっと読む)
接合方法、接合器具及び締結要素
本発明は、接着剤(30)を第1の温度(T1)まで予熱し、接着剤を導通状態にするステップと、表面部分(34)を第2の温度(T2)まで予熱するステップと、接着面(109)を表面部分(34)の上に配置するステップとを含み、接着面(109)を表面部分(34)の上に配置した後、接着剤(30)に第3の温度(T3)までの本加熱を施して接着剤を硬化させ、これにより締結要素(26)が部品(32)に恒久的に締結される、熱溶融可能かつ熱凝固可能である接着剤(30)が塗布された接着面(109)を有する締結要素(26)を、部品(32)の表面部分(34)の上に接合する方法に関する。 (もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)、繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理は困難であり、また作業者の安全衛生上の問題からも、加工コストが高く、CFRP(炭素繊維強化プラスチック)などの適用拡大を阻害する要素となっている。
【解決手段】精密に切断、穴あけ、溶接、曲げなど行う場合には高出力レーザと超短パルスレーザを併用した加工装置で高速処理し、また、複合材料の溶接にはモザイク継手加工をレーザ2重切断法で精密加工したのち、強化繊維を数%から数10%含む熱硬化性・熱可塑性混合樹脂を成分とする溶加材を用いたレーザ溶接法を適用する。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
金属と被着物の接合体、及びその製造方法
【課題】金属及び被着物の接着剤による接合力を高める技術の提供であり、特に、金属表面のミクロンオーダー凹凸に侵入しうる微細繊維状物を添加することによって、接合力を高める。
【解決手段】金属合金はエポキシ接着剤との相性で被着物との強烈な接着力を生む。この技術を利用してエポキシ接着剤によって金属合金とCFRPとの接合体を製造可能である。そして、本発明では、金属合金とCFRPとの更なる接合力向上を図るべく、エポキシ接着剤にカーボンナノチューブを添加した。これにより、当該カーボンナノチューブが金属合金表面に形成されたミクロンオーダー凹凸に侵入し接着力が向上した。これにより、金属合金とCFRPとが強固に接着した部材を得ることができる。この部材は、強固な割に超軽量であり、且つ部材端部を金属合金とすることで他部品とボルト・ナット等で容易に組み立て・分解することができる。
(もっと読む)
構成部分複合体、並びに構成部分複合体を製造するための方法
本発明は、特に自動車に使用するための構成部分複合体であって、第1の接触表面(3)を備えた第1の構成部分(1)と、第2の接触表面(5)を備えた少なくとも1つの第2の構成部分(4)とを有しており、前記第1の接触表面(3)が、マイクロ構造(7)を備えた表面組織(6)を有し、前記マイクロ構造(7)上にナノ構造(10)が重ねられている形式のものに関する。本発明によれば、前記両構成部分(1,4)の前記両接触表面(3,5)間に、素材結合するための媒体、特に接着剤層(12)が配置されている。 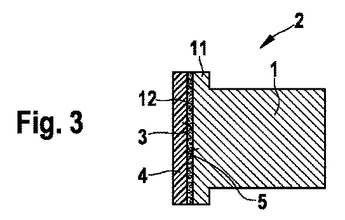 (もっと読む)
(もっと読む)
製作装置
【課題】分割品を接着して製品を製造するに当たり、製作個数が少ない製品であっても、溶着用の発熱体を使用する使用しないにかかわらず、接着精度が良い状態に安価に製作できる製作装置を提供する。
【解決手段】接着対象物101を一方の第1支持体11の複数本の挟持バー13と他方の第1支持体12の複数本の挟持バー13とによって挟持させて保持する第1保持機構10を備えてある。接着対象物102を一方の第2支持体21の複数本の挟持バー23と他方の第2支持体21の複数本の挟持バー23とによって挟持させて保持する第2保持機構20を備えてある。一対の接着対象物101,102の接着部101a,102aを圧接するように、第1保持機構10と第2保持機構20を寄せ合い移動させる移動操作機構を備えてある。
(もっと読む)
塑性変形可能な硬質ポリウレタンフォームと接着剤と被覆材料とからなる複合部品
本発明は、熱成形可能な硬質ポリウレタンフォームとライニング材料とから複合部品を製造する方法であって、熱成形可能なポリウレタンフォームを提供し、これをライニング材料に接着させることからなり、用いる接着剤が、水と接触して硬化する湿気硬化型ポリウレタン接着剤であり、該湿気硬化型ポリウレタン接着剤が、湿気硬化型ポリウレタン接着剤の総重量に対して少なくとも50重量%の、化学量論的に過剰な量の芳香族イソシアネートを、少なくとも二個のイソシアート反応性基を有する比較的高分子量の化合物と一個のみのイソシアネート反応性基をもつ化合物と、必要なら鎖延長剤及び/又は架橋剤とに混合して得られるイソシアネート末端プレポリマーを含むことを特徴とする方法に関する。本発明はまた、このような方法で得られる複合部品と、その複合部品の車両中での、特に天井内張りとしての利用に関する。 (もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
塑性変形可能な硬質ポリウレタンフォームと接着剤と被覆材料とからなる複合部品
本発明は、熱成形可能なポリウレタンフォームを導入し、これをライニング材料に接着させることからなる複合部品の製造方法であって、用いる接着剤が水溶液と接触して硬化する湿気硬化型ポリウレタン接着剤触媒であるものに関する。本発明はまた、このような方法で得られる複合部品とその複合部品の車両中での、特に天井内張りとしての利用に関する。 (もっと読む)
車両搭載用高圧タンク
【課題】車両に搭載する際の自由度を向上し、長尺化にも対応することができる車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、互いに接合される接合端部は口金を保持するように形成され、接合端部とは反対側の端部にエンド口金が設けられてなるカップを一対と、口金とを準備する工程(ステップS01)と、その準備した一対のカップを、互いの接合端部同士を突き合わせ、口金と共に接合し、口金付ライナを形成する工程(ステップS02)と、エンド口金から回転治具を挿入し、口金付ライナを回転させながら繊維強化プラスチック材料を巻きつける工程(ステップS03,S04)と、口金から回転治具を挿入し、口金付ライナを回転させながら繊維強化プラスチック材料を巻きつける工程(ステップS05,S06)と、を含む。
(もっと読む)
スプリングの製造方法及び製造装置
【課題】Sバネとシートバックフレームとの金属同士が擦れ合って異音を発するのを防止するため、Sバネの末端部分の樹脂加工を自動化したスプリングの製造方法、及び製造装置を提供する。
【解決手段】樹脂チューブとして横断面がC型の樹脂チューブ部材を用い、前記樹脂チューブ部材を前記スプリングの末端部分に被せた後、樹脂チューブ部材の長手方向の端面を重ね合わせ、前記重ね合わせ部分に対して超音波溶着を行なうことを特徴とするスプリングの製造方法及び製造装置。
(もっと読む)
反応性溶融接着剤を有するハイブリッド部材
イソシアネート及びエポキシドに加えて、官能化されたポリオレフィンを含有するコポリアミドベースの反応性溶融接着剤を、ハイブリッド部材で用いることが記載されている。このハイブリッド部材は、例えば自動車部品や航空機部品で使用される。 (もっと読む)
中空成形品の成形方法と中空成形品とその製造装置
【課題】複雑な形状の中空成形品を精度良く成形でき、半中空成形品の接合端面を容易かつ速やかに溶融でき、樹脂の品質を損なうことが無く、エネルギーロスの少ない、中空成形品の製造方法を提供する。
【解決手段】移動型3と固定型1とを使用して第1、2の半成形品A、Bを接合端面a、bを有するように成形する。第2の半成形品Bが残った状態で移動型3をスライドさせて、固定型1に残った第1の半成形品Aと整合させ、その間にハロゲンヒータまたはカーボンヒータからなるヒータ41を挿入する。型開量を小さくして接合端面a、bを溶融する。ヒータを退避して型閉じして接合端面a、bを溶着する。
(もっと読む)
等速自在継手用ブーツ
【課題】安定したシール性能を低コストに確保し得る等速自在継手用ブーツを提供する。
【解決手段】筒状開口部2(3)を有し、この筒状開口部2(3)が金属製取付部材17(11)の被取付部18(19)に外嵌されて、レーザー光照射によって、被取付部18(19)に筒状開口部2(3)が固着される樹脂製の等速自在継手用ブーツである。使用する樹脂を擦過音抑制用添加剤が添加された熱可塑性エラストマーとするとともに、少なくとも前記筒状開口部2(3)の内径部への擦過音抑制用添加剤の添加を省略した。
(もっと読む)
樹脂容器の成形方法
【課題】自動車用の樹脂製燃料タンクなどの樹脂容器の成形方法において、異なる複数の機能を具備しつつ、複雑な金型構造を有することなく、確実に開口周縁部を接合可能な成形方法についての技術の提供を課題とする。
【解決手段】燃料透過防止機能を有する三層のフィルム材11と、該フィルム材11の表裏面に積層する溶融樹脂シート12・12と、を加圧ロール5によって圧着して積層し、積層シート10・10を成形する第一工程と、二組の成形金型20・20に積層シート10・10を配設して、積層シート10・10を所定形状の成形体23・23に加圧成形する第二工程と、凹型金型21・21同士を型合わせして成形体23・23同士を圧着結合する第三工程と、を備え、第二工程では、積層シート10・10の一面側の溶融樹脂シート12が凹型金型21・21側に配置され、他面側の溶融樹脂シート12が凸型金型22・22側に配置される。
(もっと読む)
61 - 80 / 249
[ Back to top ]