
Fターム[4F213AG07]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 中空体一般 (35)
Fターム[4F213AG07]に分類される特許
1 - 20 / 35
インモールドラベル容器およびその製造方法
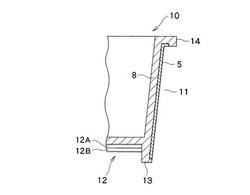
【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
風力タービンブレードの製造方法

【課題】風力タービンブレードの製造方法を簡略化すること。
【解決手段】第1の金型部品の第1の金型表面に配置された第1の複合繊維層に、収縮された状態の袋体を配置するステップと、前記袋体と前記第1の複合繊維層とを前記第1の金型表面に固定するステップと、前記第1の金型表面と、第2の複合繊維層が配置された第2の金型部品の第2の金型表面とが中空部材の形状になるように、該第1の金型部品と該第2の金型部品とを結合させるステップと、前記第1の複合繊維層が前記第1の金型表面に押し付けられ、かつ前記第2の複合繊維層が前記第2の金型表面に押し付けられ、該第1の複合繊維層と該第2の複合繊維層とが結合されて前記中空部材の形状を成すように、前記袋体を膨張させるステップと、を有する方法。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】インナーライナゴム部材を有し、ゴムの酸化劣化に起因する耐久性の低下を抑制した空気入りタイヤを効率よく作製する。
【解決手段】空気入りタイヤの作製方法は、ブチルゴムを用いてインナーライナゴム部材を作製する第1工程と、前記インナーライナゴム部材を用いて、未加硫タイヤを成形する第2工程と、前記未加硫タイヤを加硫する第3工程と、前記第2工程前の前記インナーライナゴム部材あるいは、前記第3工程後の加硫済みタイヤのインナーライナゴム部材に含まれるオイルを除去する第4工程を有する。これにより、空気入りタイヤのインナーライナゴム部材におけるJIS K6229におけるアセトン抽出量が、10重量%未満に調整される。
(もっと読む)
パーカッション楽器を製造するための方法
【課題】ポリ塩化ビニルの材料で製造されることができるパーカッション楽器を提供する。
【解決手段】パーカッション楽器を製造する方法は、第1の直径を有する第1の部材12を液体中に入れる工程を有する。第1の部材12は、第1の端部と第2の端部とを有する。この方法は、また、液体38を加熱する工程と、第1の部材12の第1の端部を第2の直径に延伸する工程とを有している。延伸された第1の端部を冷却する工程と、第1の端部に皮膜を装着する工程とを有する。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 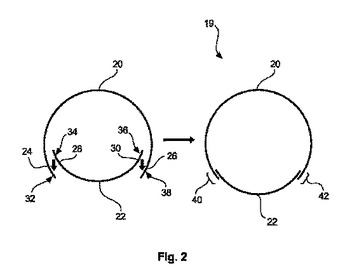 (もっと読む)
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 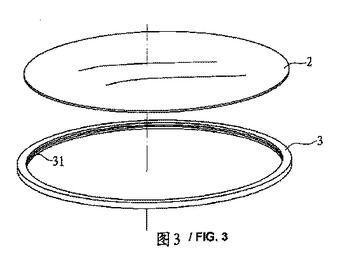 (もっと読む)
(もっと読む)
高圧タンクおよびその製造方法、製造装置
【課題】ライナの内面に金属層を形成する以外の構造によって当該ライナにおける水素透過量を抑える。
【解決手段】口金部11と、ライナ20と、該ライナ20に設けられた補強層21とを備える高圧タンク1であって、ライナ20の外面には例えばEVOH層からなるガスバリア層が形成されている。このような高圧タンク1は、雄型と第1の雌型からなる成形用金型に樹脂を注入してライナ20の第1層を成形し、第1の雌型を取り外して第2の雌型に取り替え、EVOHなどのガスバリア性樹脂を注入して第1層の外面にガスバリア層を成形して2層構造とし、該2層構造のライナ20を取り出した後に該ライナ20どうしを溶着し、FW成形した後に加熱硬化させることによって製造することができる。
(もっと読む)
中空成形品および中空成形品の製造方法
【課題】他の部品との組立てが容易な中空成形品およびその製造方法を提供する。
【解決手段】中空成形品14は、繊維強化プラスチックからなる少なくとも2つの構成片20、30の一部を互いにオーバーラップさせて接合することによって中空断面を形成してなる。構成片のそれぞれは、他の構成片をオーバーラップさせる平坦な接合面23、24、25、26、33、34、35、36を有し、構成片のそれぞれの両面のうち少なくとも中空断面の外形形状を形成する側の一の面、および接合面が、型40により成形されていることを特徴とする。
(もっと読む)
閉鎖膜付チューブ容器の製造方法
【課題】逆流防止弁付チューブ容器又は滴下機能付チューブ容器において、製造コストが安価で、製造工程数が少ない閉鎖膜付チューブ容器の製造方法を提供する。
【解決手段】内ショルダーの筒部下部に、突出部を有する弁収納部付内ショルダー1を成形し、該弁収納部付内ショルダーの上面に閉鎖膜4を溶着し、次いで、該閉鎖膜を溶着した弁収納部付内ショルダーを、マンドレルヘッド5上に載置し、さらに上金型7を載置して樹脂を流入して、閉鎖膜を溶着した弁収納部付内ショルダー上に外ショルダーを成形して接合し、さらに球体を、弁収納部付内ショルダーの筒部下部から圧入することを特徴とする閉鎖膜チューブ容器の製造方法。
(もっと読む)
フレキシブルパイプの製造方法
1−ブテンモノマーの単独重合若しくは共重合によって得られる熱可塑性ポリマー、又は1−ブテンモノマーの単独重合若しくは共重合によって得られる熱可塑性ポリマーと1種以上の相溶性熱可塑性ポリマーとの混合物からなるポリマー部分(a)、ASTM 926試験法によって測定される最小ウイリアムズ可塑度が30であり、且つ1分子あたり平均少なくとも2つのアルケニル基を有するポリジオルガノシロキサン(b)、1分子あたり平均少なくとも2つの、水素原子に直接結合したケイ素原子を有するオルガノヒドリドケイ素化合物(c)、ヒドロシリル化触媒(d)を含む組成物からフレキシブルパイプを製造する方法であって、(i)触媒(d)の存在下で化合物(b)及び(c)の架橋によって得られる硬化ポリジオルガノシロキサン(B1)を供給すること、(ii)前記硬化ポリジオルガノシロキサン(B1)を前記ポリマー部分(a)に分散させ、熱可塑性エラストマーを得ること、及び(iii)前記熱可塑性エラストマーを、例えば、押出成形によってフレキシブルパイプに成形することを含む方法である。使用する熱可塑性エラストマー及び得られるパイプは、飲料水汚染との関連で規格KTW−270(A)の条件に適合する。 (もっと読む)
サポートの形成方法、および立体造形物の製造方法
【課題】中空部を有する立体造形物を光造形法によって製作する際、立体造形物における中空部を形成する部分の変形を抑えて形成精度良く立体造形物を造形して製作することができるサポートの形成方法、および同サポートの形成方法を適用した光造形法による立体造形物の製造方法を提供する。
【解決手段】立体造形物を構成する中空部を有するリング体Rは、リング体Rの内側にサポートSを備えている。サポート部Sは、立体造形物を構成するリング体Rにおける内周面R1に接続された状態で中空部内に形成された厚さ約0.2mmの膜である。この膜状のサポート部Sは、リング体Rを造形する過程において、リング体Rの造形とともに形成され、造形途中のリング体Rが収縮して中空部を形成する部分がリング体Rの内側に向って変形することを防止する。
(もっと読む)
面状構造体及びその製造方法
【課題】面状体でありながら気体、液体等の各種流体の流通性を獲得し、必要により構造体としての強度維持や、内部空洞により発揮される流体の流通性、並びに内部空洞に封入された封入物により得られる諸機能も備えた面状構造体及びその製造方法を提供する。
【解決手段】有機高分子化合物からなるフィルム状物またはシート状物の面状体11の内部に中空管路20aを形成した面状構造体10Aであり、さらに面状体の内部に粒状空洞部を備え、併せて封入物を内包する。中空管路は長さ方向に揃うまたは分岐しており面状体の面方向に延びている。面状構造体の製造に際し、基材に事後的に溶解可能な管路予定被溶解物、必要により事後的に溶解可能な粒状被溶解物も含めて被溶解含有物とし、被溶解含有物を所定の面状成形体に成形した後、面状成形体に含まれる管路予定被溶解物を溶解する。
(もっと読む)
射出インサート成形品
【課題】 簡単な構成で、外面にウエルドラインやフローマークが露出しない、立体感に富んだ射出インサート成形品を提供する。
【解決手段】 ブロー成形により形成した外形部1と、該外形部1がセットされた射出成形金型2内に溶融合成樹脂を射出して外形部と射出樹脂よりなる芯材部3とを一体化して射出インサート成形品4が形成してある。
(もっと読む)
圧力容器および圧力容器の製造方法
【課題】圧力容器の耐久性を向上させる。
【解決手段】ライナ10と、ライナ10の外周部分を被覆する繊維強化樹脂層12と、を備え、ライナ10と、繊維強化樹脂層12との境界部分に、複数の樹脂溜り部18を有する。かかる圧力容器100は、面一形状の外側表面に複数の窪みを有するライナ10を作製し、FW法により製造することが可能であり、繊維強化樹脂層12の内側部分におけるVfの上昇を抑える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンを成形する工程と、成形したパリソンを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程と、前記工程において成形型を所定量開いたことにより中空成形体が延伸された部分Xの表面に、得られた樹脂成形品Aの内部側に没入する凹部Yを形成する工程とを含む。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
中空構造板の製造装置及びその製造方法
【課題】中間体の中空凸部同士のずれを防止し、中空構造板として必要な剛性を得ること。
【解決手段】中空構造板の製造装置にあっては、上下一対のエンボスローラに減速機20を介してサーボモータ10が設けられている。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、前記ブロー成形体の延伸される部分23aに対応する前記成形型の型面部14bから前記ブロー成形体の延伸される部分に気体を噴射して、前記ブロー成形体の延伸される部分に対応する成形型の型面部とブロー成形体の延伸される部分との間に空間部16aを形成することにより、前記ブロー成形体から前記成形型への伝熱が抑制されている。
(もっと読む)
プラスチック容器内の導管ライン配置構造
押出ブロー成形によるプラスチック製中空体、特に燃料タンク(1)に関し、中空体内には一本以上の導管ラインが動かないように敷設されている。本発明による中空体は、この導管ラインが中空体の内壁に対して材料同士の結合により少なくとも一部の長さ範囲に亘って接合されていることを特徴とする。  (もっと読む)
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】多数のキャップ状突起をもつキャップシートの両側に、平坦なシートが貼り合わされた構造の三層構成のプラスチック中空板の製造方法の提供。
【解決手段】真空成形ロールによりプラスチックシートを成形してキャップシートを形成すること、キャップシートのキャップ底部にバックシートを貼り合わせ、二層の中間製品を形成すること、および中間製品のキャップ頂部を連ねてライナーシートを貼り合わせ、三層構成の製品とすることからなる製造工程において、真空成形ロールからの中間製品の剥離が、ロールの一方の端において他方の端より遅くなった場合は、遅くなった側の側縁を把握して移送するテンター7A,7Bの走行速度を一時的に速めて剥離の遅れを回復する。製造過程において生じる、真空成形ロールの部分による温度差に起因する、中間製品の剥離の遅速がもたらす面方向の歪みを解消して製品に生じる反りを防止することができる。
(もっと読む)
1 - 20 / 35
[ Back to top ]