
Fターム[4F213WA15]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 予備成形品の接合 (333)
Fターム[4F213WA15]に分類される特許
81 - 100 / 333
化粧材の製造方法
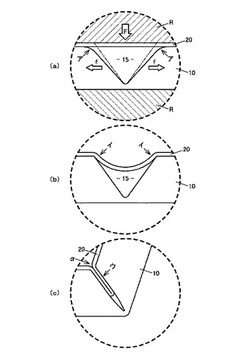
【課題】化粧シートが貼着された表側の面が内側に谷折りされた凹陥形状の化粧材の製造方法において、凹溝の上に被せられた化粧シートの部分が谷折り時に凹溝の外に飛び出ることを防ぐ。
【解決手段】樹脂基材10の表側の面の谷折りをする箇所に凹溝15を形成しつつ略平板状の樹脂基材10を押出成型し、押出成型した樹脂基材10が熱により柔軟性を保持している状態で、樹脂基材10の表側の面に化粧シート20を上下1対のローラR,Rで圧力Fをかけつつ貼着し、その後、凹溝15の上に被せられた化粧シート20の部分を凹溝15の中に挟み込みつつ樹脂基材10の表側の面を凹溝15に沿って谷折りする。
(もっと読む)
第1のコンポーネントを第2のコンポーネントに取り合い突起の傾斜配向(INCLINEDORIENTATION:傾斜姿勢)を用いて接合する方法、及び上記2つのコンポーネントの組立体

第1のコンポーネントを第2のコンポーネントに接合する方法であって、この方法は、第1のコンポーネントをこのコンポーネントの結合面に細長い突起の配列を形成することにより作製するステップを含み、各突起は、中心線、先端、及び基部を有する。各突起の先端における中心線は、その基部における結合面に対する法線に対して傾いた向きにし、先端中心線の角度配向は、突起野配列にわたって変わる。次に、第1のコンポーネント及び柔軟層を、柔軟層の硬化前に突起を柔軟層に埋め込むように合わせて、第2のコンポーネントを形成する。また、こうして形成した継手。 (もっと読む)
歯付きベルト
【課題】高温下で高い負荷が加えられるといった厳しい条件下で長期間使用されても、帆布および歯部を確実に保護できる耐久性に優れた歯付きベルトを実現する。
【解決手段】歯付きベルト10の歯ゴム層12を、歯表面帆布18および最外層の歯面保護層20で覆う。歯面保護層20はゴムシートにより形成されている。歯表面帆布18の外側を歯面保護層20で覆うことにより、耐摩耗性等を向上させつつ衝撃吸収性を良好に保つ。さらに、短繊維24を加えて歯ゴム層12を高硬度化して歯部全体の剛性を高め、歯付きベルト10の耐久性を向上させる。
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
(もっと読む)
動力伝動用ベルトの製造装置及び動力伝動用ベルトの製造方法
【課題】センターベルトに対して複数のブロックを正確な位置に精度良く且つ速やかに装着でき、装置構成や製造工程の簡素化を図ることができる。
【解決手段】レール12は、載置された複数のブロック102を一方向に配列させる。ベルト保持機構13は、載置されたセンターベルト101aをその周方向に回転自在に保持してその一部をレール12の先端部12aの下方に配置する。付勢機構14は、複数のブロック102をレール12に沿ってその先端側に向かって付勢する。位置決め機構15は、レール12の先端側で、下方のセンターベルト101aに対し、先頭ブロック112の位置を嵌合溝107aが対向するよう位置決めする。先頭ブロック112がセンターベルト101aに向かって順次打ち込まれ、センターベルト101aに対して複数のブロック102が配列されて装着される。
(もっと読む)
組体用鍵槍型エレメントの成形治具および成形方法
【課題】未加硫ゴム紐を支持ピンにわたり張り込み架け渡すセット作業の簡易化、迅速化を図り、しかも、安定させた形状固定(クセ付け)を可能にした鍵槍型編組体用エレメントの成形治具および成形方法を提供する。
【解決手段】補強繊維芯材入りの未加硫ゴム紐bを、連続ジグザグ状に張り込み架け渡す各支持ピン2に、未加硫ゴム紐bを張り込み掛け渡し方向に誘導する紐架渡し案内部材3を回転可能にそれぞれ備えている。そして、紐架渡し案内部材3が、各支持ピン2の軸方向に多段状で回転可能に備えられて、未加硫ゴム紐bが、各支持ピン2の紐架渡し案内部材3にわたり連続ジグザグ状で、なおかつ、各支持ピン2の軸方向の多段状に取り付けられている各段の紐架渡し案内部材3にわたり折り返し多段状に張り込み架け渡されるように構成されている。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 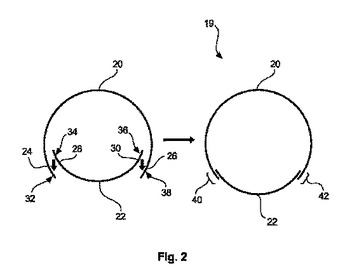 (もっと読む)
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
チューブ体、チューブ体の製造方法、及びタイヤ
【課題】チューブ体に皺が発生するのを抑制すること。
【解決手段】熱可塑性材料によりタイヤ周方向に沿って無端状に形成され、外周部21aにトレッド22が装着されるチューブ体21であって、タイヤ周方向に沿って連続して延びる平坦部23が形成され、タイヤ周方向に沿った無端状のチューブ分割体30が、タイヤ周方向に沿って延びるチューブ軸C回りに複数並べられた状態で、互いに隣接する側端部31同士が接合されて形成され、平坦部には、互いに隣接する側端部同士が位置しているチューブ体を提供する。
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 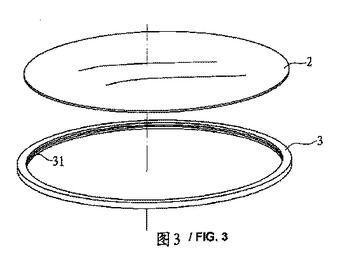 (もっと読む)
(もっと読む)
架橋化された弾性フィルムを含む弾性積層体を作製する方法
架橋化弾性フィルム及び不織布表面材を含む積層体から複合材料を作製する方法を提供する。該作製方法は、架橋性弾性ポリマーを含む熱可塑性組成物を第1の不織布の表面上に直接的に押し出して第1のフィルムを成形するステップと、前記第1のフィルムを前記第1の不織布に対して結合させて積層体を形成するステップと、前記架橋性弾性ポリマーを架橋化するステップと、その後、前記第1のフィルムを、第2の不織布を含む第2の表面材に対して直接的に結合させるステップとを含むことを特徴とする。 (もっと読む)
偏光板の製造方法、偏光板、および液晶表示装置
【課題】製造コストが安く、視野角補償能が大きく、斜めから見たときの光漏れが改善された偏光板の製造方法および該製造方法で得られる偏光板を提供する。
【解決手段】偏光板保護フィルムAを製造する工程と、偏光子の一方の面に前記偏光板保護フィルムAを貼合する貼合工程とを含む偏光板の製造方法であって、前記偏光板保護フィルムAを製造する工程が、負の複屈折性樹脂を含む組成物の溶融物を挟圧装置挟圧装置を構成する第一挟圧面と第二挟圧面の間に通過させて帯状のフィルム状に成型する工程と、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする工程とを有し、前記貼合工程が、前記偏光板保護フィルムAと帯状の前記偏光子とを各帯状のフィルムの長手方向どうしを一致させて重ね合わせて、貼り合せる工程を有することを特徴とする偏光板の製造方法。
(もっと読む)
フェロエレクトレット2層および多層コンポジットおよびその製造方法
本発明は:第1ポリマーフィルム(1)の少なくとも1つの第1表面を構造化し、高さのある外形を形成し、工程a)で形成された第1ポリマーフィルム上の構造化表面に少なくとも1つの第2ポリマーフィルム(5,1’)を適用し、ポリマーフィルム(1,1’5)を接着してポリマーフィルムコンポジットを与え、空隙(4,4’)を形成し、工程c)で形成された空隙(4,4’)の内側表面に反対電荷を用いて帯電させることによって、規定の空隙を有する2層または多層フェロエレクトレットを製造する方法に関するものである。さらに、本発明は、前記方法によって任意に製造され、少なくとも2つのポリマーフィルムは一方が他方の上に配置され、互いに接着されて成り、ここでポリマーフィルム間に空隙が形成される、フェロエレクトレット多層コンポジットに関する。前記フェロエレクトレット多層コンポジットを備える圧電素子も開示する。 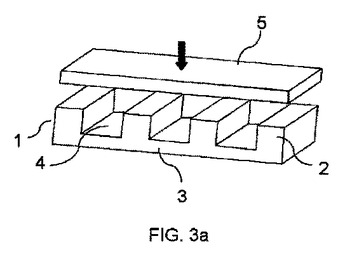 (もっと読む)
(もっと読む)
フェロエレクトレット多層複合材料および平行管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法
本発明は、順に重ねられて一緒に結合された少なくとも2つのポリマーフィルムを含んでなるフェロエレクトレット多層複合材料(1)であって、ポリマーフィルムの間にボイドが形成され、ボイドが管状の特に平行なチャンネルである、フェロエレクトレット多層複合材料に関する。本発明は更に、平行な管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法、および前記フェロエレクトレット多層複合材料の製造方法を実施するための装置に関する。前記フェロエレクトレット多層複合材料を含んでなる圧電素子も開示する。 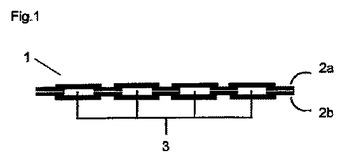 (もっと読む)
(もっと読む)
成型フィットシステム
この発明は、第1部品と第2部品とを成型してフィットさせる成型フィットシステム(100)に関係し、2本のガイドレール(102)と、ガイドレール(102)上を非回転移動するように搭載されているキャリッジ(108)と、一連の第1陥没部(120)と、キャリッジ(108)に搭載され、キャリッジ(108)の移動方向と直交する回転軸周囲で回転しながら移動できる機動ギヤ(214)と、第1位置と第2位置との間で可動に設けられている一連の第2陥没部(116)と、ガイドレール(102)と平行に移動してキャリッジ(108)の機動ギヤ(214)と歯合するように設計されているラック(208)と、キャリッジ(108)をラック(208)とガイドレール(102)とに交互にロックするように設計されているロック装置(106)と、ラックを移動させるように設計されている駆動装置(104)とを含んでいるものである。 (もっと読む)
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】優れた異音抑制効果が長期に亘って持続するVリブドベルト、及びその製造方法を提供する。
【解決手段】VリブドベルトBは、複数のVリブ14のそれぞれがゴム組成物で形成されたVリブ本体15表面に接着剤層16を介して短繊維17がVリブ14表面から突出するように貼設されて構成されており、接着剤層16は、Vリブ14のリブ先端部の厚さが10〜50μmであると共にリブ側面部の厚さが50〜200μmであり、且つ前者の方が後者よりも薄いことを特徴とする。VリブドベルトBの製造方法は、Vリブ本体15表面を覆うように第1接着剤層16aを形成した後、リブ先端部に対応する部分の第1接着剤層16aを除去してその上に第2接着剤層16bを形成することにより、接着剤層16を構成する。
(もっと読む)
エレベータベルト形成方法
例示的なエレベータベルト形成方法は、複数のテンション部材の各々が他のテンション部材とは別に個々にコーティングされるように、ジャケット材料の個々のコーティングを各テンション部材に適用するステップを含む。個々のコーティングの一部は、テンション部材を固定して所望の配列とし、エレベータベルトの外形状を構成する単一のジャケットを形成するように互いに接合される。 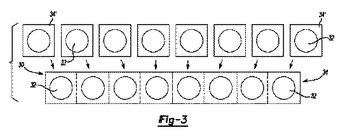 (もっと読む)
(もっと読む)
エンドレスベルトの製造方法
【課題】 転写ベルト13の製造時に、ベルト本体の端部側に皺(歪み)が発生してしまうことを抑制する。
【解決手段】 ベルト本体13Aの端部から中央側にずれた位置にガイドベルト13Bを配置してベルト本体13Aとガイドベルト13Bとを接着した後、ベルト本体13Aのうちガイドベルト13Bより端部側の領域を切断除去する。これにより、ガイドベルト13Bが設けられた部位を挟んで両側に、接着層が形成されていない非接着部位が存在することとなる。したがって、接着剤が硬化して収縮する際に、接着層の両側に設けられた非接着部位により、接着層が他の部位に比べて大きく収縮してしまうことが抑制されるので、転写ベルト13の製造時に、ベルト本体13Aに大きな歪みが発生することを抑制できる。
(もっと読む)
81 - 100 / 333
[ Back to top ]