
Fターム[4F213WA15]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 予備成形品の接合 (333)
Fターム[4F213WA15]に分類される特許
101 - 120 / 333
ゴムクローラの製造方法

【課題】作業性が改善され、品質の高いゴムクローラを製造できる方法を提案する。
【解決手段】下型Uと、この下型Uに合わさる上型との相互間にてモールドキャビティを形成し、このモールドキャビティ内に、インナーゴム、芯金4、補強部材5及びアウターゴムシートをそれぞれ配置、成型したのち型締めし、次いで、加圧、加硫、脱型することによりゴムクローラを製造するに当たり、前記芯金4をモールドキャビティ内に配置するに先立ち、該芯金4の外表面(駆動突起を有する転輪側の表面)に、インナーゴムに相当するゴム被覆層gを予備成型しておく。
(もっと読む)
高圧タンクおよびその製造方法、製造装置

【課題】ライナの内面に金属層を形成する以外の構造によって当該ライナにおける水素透過量を抑える。
【解決手段】口金部11と、ライナ20と、該ライナ20に設けられた補強層21とを備える高圧タンク1であって、ライナ20の外面には例えばEVOH層からなるガスバリア層が形成されている。このような高圧タンク1は、雄型と第1の雌型からなる成形用金型に樹脂を注入してライナ20の第1層を成形し、第1の雌型を取り外して第2の雌型に取り替え、EVOHなどのガスバリア性樹脂を注入して第1層の外面にガスバリア層を成形して2層構造とし、該2層構造のライナ20を取り出した後に該ライナ20どうしを溶着し、FW成形した後に加熱硬化させることによって製造することができる。
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
フレネルレンズ、フレネルレンズ製造装置及び方法
【課題】フレネルレンズ、フレネルレンズ製造装置と方法を提供する。
【解決手段】
本発明のフレネルレンズ、フレネルレンズ製造装置と方法は、フレネルレンズは、ガラス材質が成形する基板と可塑性材質により基板に一体に成形されるフレネル構造を設ける。その製造方法は、まず、可塑性材料を成形装置中に加え;次に、該可塑性材料を固化し、フレネル構造を形成し;最後に、成形装置を分離し、基板上に該フレネル構造を一体に成形し、フレネルレンズを成形することを含む。フレネルレンズ製造装置がフレネルレンズの基板と接続する成形装置を設け、該成形装置がフレネルレンズのフレネル構造に対応する成形部を設け、成形部が可塑性材料をフレネル構造に形成する。従って、ガラス材質基板上にプラスチック材質のフレネル構造を一体に成形し、フレネルレンズにプラスチックレンズの低コストとガラスレンズの高耐候性を持たせる。
(もっと読む)
クリーニングブレード、現像ブレード及びその製造方法
【課題】摩擦低下剤、研磨剤、導電剤を適用したポリウレタン製弾性部材をもちいたクリーニングブレード又は現像ブレードを提供する。
【解決手段】エッジ部分又はニップ部分とバックアップ層を形成するポリウレタンの組成が異なるポリウレタン製弾性部材を金属製支持部材に接着したクリーニングブレード又は現像ブレードであって、エッジ部分又はニップ部分を形成するポリウレタンが添加剤を混入したポリウレタンであり、バックアップ層を形成するポリウレタンが前記添加剤を混入しないポリウレタンであるクリーニングブレード又は現像ブレード。
(もっと読む)
ベルトの製造方法、ベルト搬送装置および画像形成装置
【課題】パターン列が形成された搬送ベルトの製造に要する時間と手間を軽減できる製造方法を提供する。
【解決手段】載置された記録紙Sを搬送するための搬送ベルト15の製造方法は、位置に関する情報を示すパターン32,34が連続したパターン列30を、一の方向に沿って板状のベルト基材20に形成する形成工程と、前記一の方向と交差し、それぞれが対向する前記ベルト基材20の対向する一方の端部と他方の端部を接合する接合工程と、を備え、前記形成工程は、前記接合工程よりも前に実行する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品の全体、あるいは一部に採用される軽量型トリムの裏面に別物部品を簡単かつ廉価に取り付ける取付構造及び取付方法を提供する。
【解決手段】ドアトリム20におけるドアトリムアッパー・フロント(積層構造体)30は、軽量で保形性を有する発泡樹脂基材31と、その裏面に一体化される剛性を付与する樹脂リブ32との積層体から構成され、裏面側にウエストガーニッシュ(別物部品)50を取り付ける構造として、樹脂リブ32に一体化した溶着用ボス34によりウエストガーニッシュ50の一部を溶着一体化するとともに、ウエストガーニッシュ50のドアトリムアッパー・フロント30の端縁側に相当する箇所は、発泡樹脂基材31周縁の巻込みシロ35による既存の巻込み処理を利用し、ウエストガーニッシュ50の上側端末50aを巻込みシロ35により巻込み保持することでウエストガーニッシュ50の保持形態を簡素化する。
(もっと読む)
定着ベルト及びその製造方法
【課題】工程数を削減して、製造コストを低減することができる定着ベルト及びその製造方法を提供する。
【解決手段】耐熱シートを複数積層し接着してなるベルト基材11と、ベルト基材11の外側に設けられたトナー離型層12とを有する円筒状の定着ベルト10において、ベルト基材11が複数の耐熱シートを、熱可塑性樹脂からなる接着層14を介し積層して形成され、トナー離型層12が熱可塑性樹脂からなり、ベルト基材11の接着層14とトナー離型層12とを一度の加熱で同時に溶融して、ベルト基材11の耐熱シートを接着すると共に、ベルト基材11にトナー離型層12を固定した。
(もっと読む)
装飾部材およびその製造方法
【課題】安価でありかつ意匠性に優れる装飾部材およびその製造方法を提供すること。
【解決手段】装飾部材を、透明層1と、透明層1の後面側に形成されている第1加飾層2および第2加飾層3で構成し、第2加飾層3を樹脂を含むフィルム体で構成するとともに、第1加飾層2を透明層1の後面の一部に直接形成し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成する。第1加飾層2を透明層1に直接形成することで、透明層1に対する第1加飾層2の位置ズレを抑制し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成することで、第1加飾層2と第2加飾層3との見切り部の位置ズレを抑制する。
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 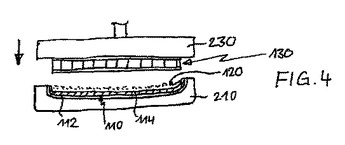 (もっと読む)
(もっと読む)
表皮材の製造方法
【課題】表皮材の構成を簡素化して貼合工程を減らすとともに、外観見栄えを向上させる。
【解決手段】本発明は、支持シート31と、反射層32が表面に形成された表面シート33とを備えた表皮材30の製造方法であって、赤外線透過顔料を含有した熱可塑性樹脂シートからなる表面シート33を成形する成形工程と、成形工程で成形された軟化状態の表面シート33を、反射層32を貼合面として表面シート33に貼り合わせる貼合工程とを備えた構成としたところに特徴を有する。
(もっと読む)
クリーニングローラ製造方法及びクリーニングローラ
【課題】 より一層長期にわたって安定に使用し得るクリーニングローラの製造方法を提供する。
【解決手段】 本発明のクリーニングローラ10は、円柱状の芯金本体22と、この芯金本体22の両端に設けられ、画像形成装置に設けられたクリーニングローラ10を取り付ける軸受けに嵌め込まれる円柱状の2個のシャフトとから構成される芯金20と、芯金20の外周面に設けられたクリーニング層30とを備えている。
(もっと読む)
画像形成装置に用いられる多層弾性ベルト
【課題】本発明は、どのような硬さの表面層材料を用いても中間層として設けたゴムの弾性を損なわず、且つベルト表面の摩擦係数を上げない利点を有する多層弾性ベルトを提供する。
【解決手段】表面側から順に、離型性材料を含む表面層、弾性ゴム材料を含む弾性層、及び高強度樹脂材料を含む基材層の少なくとも三層から成る電子写真装置用多層弾性ベルトであって、該表面層が、凹凸面を持った金型面から転写された凹凸面を有していることを特徴とする電子写真装置用多層弾性ベルト、並びにその製造方法に関する。
(もっと読む)
フィルムバリヤライナ付きの肩部/ノズルの製造方法
本方法は、可撓性のフィルムラミネートバリヤライナを製造しそれを製品チューブ容器の肩部/ノズルに挿入する自動化技術を含む。肩部/ノズルは、製造され、肩部開口がフィルムラミネートの方を向く状態に向けられる。フィルムは、ノズル穴を形成し、肩部/ノズルの肩部内に嵌合するようにフィルムラミネートを打抜き、このフィルムラミネートを肩部/ノズルに挿入するステーションに送られる。フィルムラミネートは、このステーションまたは後続のシーリングステーションで、肩部ノズルに熱接着され得る。肩部/ノズルがフィルムラミネートを形成しそれを肩部/ノズルに挿入するステーションを離れた後には、フィルムラミネートが肩部/ノズル内に適切に整合されているかどうかを判定する検出ステーションがあり得る。後続のシーリングステーションの後にも検出ステーションがあり得る。シール済みフィルムラミネートライナが付いた肩部/ノズルは、次いで、チューブ製造過程に送られる。フィルムラミネートは、重合体層、ならびにエチレンビニルアルコール共重合体類、ポリエチレンテレフタレート重合体類、ポリエチレンナフタレート重合体類およびアクリロニトリルアクリル酸メチル共重合体類を含むバリヤ層を有する。これらの肩部/ノズルを使用して製造されるチューブ容器は、歯磨き剤などの香味剤(flavorant)を含む製品に非常に有用である。 (もっと読む)
立体感がある意匠性を持つ化粧シートの製造方法
【課題】 生産性が高く、さらには立体的な意匠性に優れ、汚れも付着しにくい、真空成形加工に適した、化粧シートの製造方法を提供する。
【解決手段】 エンボス加工を施された凹凸形状を有する、膜厚が0.1〜0.7mmの熱可塑性樹脂シート(X)の凹凸面と、膜厚が20〜300μmのアクリル系樹脂フィルム(Z)との間に、せん断速度122(1/sec)および加熱温度260℃での溶融粘度が2500Pa・sec以下であり、ガラス転移温度が40℃〜115℃のアクリル系樹脂組成物(C)を溶融状態のフィルム状に押出した後、該積層体を2本のロールまたはベルトで挟み込むことにより一体化することによりで、上記特性を有する化粧シートを製造することができる。
(もっと読む)
異径熱収縮チューブの製造方法
【課題】電力ケーブルの接続部などに用いて有効な異径熱収縮チューブの製造方法の提供。
【解決手段】未収縮前の熱収縮チューブをその長手方向に切断して矩形状のチューブシート20に展開する展開工程と、この展開された矩形状のチューブシートを、その長手方向の両展開縁部20a,20b側を斜めに重ね合わせて、異径のチューブ体Tとするチューブ体形成工程と、前記チューブ体の重ね合わせ部分を、その長手方向と幅方向に切断する切断工程と、このチューブ体の長手方向に切断された両切断縁部間にジッパーなどの結合具を設ける結合具取付工程とからなる異径熱収縮チューブの製造方法にあり、これによって、低コストで、機能的に優れた異径熱収縮チューブが得られる。
(もっと読む)
ダクトの製造方法
【課題】 高精度で、且つ薄膜部(特に胴体部)の膜厚が極めて薄い内側ダクト5を容易に製造することを課題とする。
【解決手段】 樹脂シート材40を加熱して軟化させる工程と、加熱されて軟化した樹脂シート材40を真空成形または圧空成形または真空・圧空成形して半割り角筒体41を得る工程と、半割り角筒状に成形された2つの半割り角筒体41をその内面同士が向き合うように接合固定して、胴体部の膜厚が0.5mm以下といった極めて薄い内側ダクト5を得る工程とを備えている。以上のような製造方法を用いることによって、真空成形または圧空成形または真空・圧空成形後に半割り角筒体41が破れる等の不具合の発生を防止できると共に、内側ダクト5の胴体部のダクト周方向の膜厚が均一となり易く、つまり内側ダクト5の胴体部の肉厚(膜厚)方向の寸法精度が高くなる。
(もっと読む)
中空成形品および中空成形品の製造方法
【課題】他の部品との組立てが容易な中空成形品およびその製造方法を提供する。
【解決手段】中空成形品14は、繊維強化プラスチックからなる少なくとも2つの構成片20、30の一部を互いにオーバーラップさせて接合することによって中空断面を形成してなる。構成片のそれぞれは、他の構成片をオーバーラップさせる平坦な接合面23、24、25、26、33、34、35、36を有し、構成片のそれぞれの両面のうち少なくとも中空断面の外形形状を形成する側の一の面、および接合面が、型40により成形されていることを特徴とする。
(もっと読む)
閉鎖膜付チューブ容器の製造方法
【課題】逆流防止弁付チューブ容器又は滴下機能付チューブ容器において、製造コストが安価で、製造工程数が少ない閉鎖膜付チューブ容器の製造方法を提供する。
【解決手段】内ショルダーの筒部下部に、突出部を有する弁収納部付内ショルダー1を成形し、該弁収納部付内ショルダーの上面に閉鎖膜4を溶着し、次いで、該閉鎖膜を溶着した弁収納部付内ショルダーを、マンドレルヘッド5上に載置し、さらに上金型7を載置して樹脂を流入して、閉鎖膜を溶着した弁収納部付内ショルダー上に外ショルダーを成形して接合し、さらに球体を、弁収納部付内ショルダーの筒部下部から圧入することを特徴とする閉鎖膜チューブ容器の製造方法。
(もっと読む)
マイクロ化学プラントの製造方法
【課題】特に耐薬品性に優れると共に、通路用空間部を高精度、しかも製造も容易で量産性に優れている構成を提供する。
【解決手段】耐薬品性に優れた基材に設けられた流路又は該流路を形成する空間部11aを有しているマイクロ化学プラント10の製造方法において、前記基材として樹脂粉末を用いて、該樹脂粉末中に前記流路又は前記空間部形成用中子21を配置した状態で圧縮する予備成形工程と、前記予備成形工程で得られた圧縮体を焼成する焼結工程と、前記焼結工程で得られた焼結体1を所定厚さの板状に切断する切断工程を経ることを特徴としている。
(もっと読む)
101 - 120 / 333
[ Back to top ]