
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
41 - 60 / 220
表面に線状凹凸パターンを有する継ぎ目のない樹脂製筒状体の製造方法
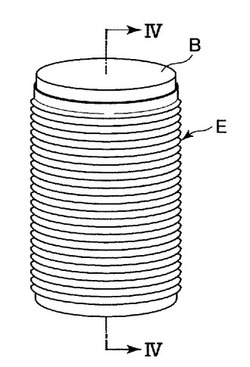
【課題】 表面に線状凹凸パターン模様を有する鋳造ロールを安価に簡単に製造することができる鋳型の原版とする、表面に凹凸模様を有する継ぎ目のない筒状体を提供する。
【解決手段】 長手方向又は周方向のいずれか一軸方向にのみ熱収縮性を有する継ぎ目のない樹脂製筒状体の一面に非熱収縮性かつ易変形性の硬質薄膜層を積層一体化して継ぎ目のない積層樹脂製筒状体を製造する積層工程、及び該継ぎ目のない積層樹脂製筒状体を一軸方向に熱収縮させて前記硬質薄膜層形成面を皺状に変形させ、熱収縮方向に直交する線状の凸部と凹部を形成する熱収縮処理工程よりなる表面に線状の凹凸パターンを有する継ぎ目のない筒状体の製造方法。
(もっと読む)
弾性ローラおよびその製造方法

【課題】発泡体層を用いて柔軟性を達成しつつ、圧縮永久変形性が良好な弾性ローラおよびその製造方法を提供すること。
【解決手段】導電性軸芯体と該導電性軸芯体の外周面上に発泡体層とを有し、該発泡体層の外周面上に被覆層を有する弾性ローラであって、該発泡体層は、エチレン−プロピレン−ジエンゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴムゴム、スチレン−ブタジエンゴム、ブタジエンゴム、イソプレンゴム、エピクロロヒドリンゴム、ブチルゴム、クロロプレンゴムおよびノルボルネンゴムのうちの少なくとも1つの原料ゴムと、明細書中に定義される式1〜3で示される化合物のうちの少なくとも1つの化合物とを含むことを特徴とする弾性ローラ。この弾性ローラの製造方法。
(もっと読む)
光造形装置
【課題】光硬化性樹脂7にレーザ光を照射し、当該照射部分を硬化し積層して立体造形物を作製する光造形装置で、光硬化性樹脂7の液面部の温度制御を可能として、光硬化性樹脂7の層の形成を良好に実行する。
【解決手段】光硬化性樹脂7の液面に沿って走行するリコータ5と、リコータ5に設けられ温度を検出する温度検出手段23と、リコータ5に設けられ加熱を行う加熱手段21と、リコータ5に設けられ冷却を行う冷却手段22と、を備える。制御手段が、温度に関して予め設定された値と温度検出手段23により検出された温度に基づいて、加熱手段21による加熱及び冷却手段22による冷却を制御する。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
ウエハレンズ及びその製造方法
【課題】ガラス基板の反りを抑制するウエハレンズを提供する。
【解決手段】ウエハレンズ10はガラス基板12、硬化性樹脂製の第1の樹脂部14、硬化性樹脂製の第2の樹脂部16を備える。第1の樹脂部14と第2の樹脂部と16には、それぞれ複数のレンズ部14a,16aが形成され、第1の樹脂部14と第2の樹脂部16との各樹脂の体積が同等である。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
動力伝動用ベルトの製造方法
【課題】切削屑、研削屑、又は研磨屑のようなスクラップの発生を無くし、圧縮ゴム層のコグ山部と接着ゴム層との界面付近に発生するピンホールを阻止し、ベルト走行時における早期の亀裂発生を阻止した動力伝動用ベルトの製造方法を提供する。
【解決手段】圧縮ゴム層となる補強布40と圧縮ゴム用シート55を、突状部と溝状部を交互に設けた成形型41に巻き付けた後に、歯部64と溝部65を交互に設けた押付材66によって加熱下で加圧してコグ部とともに背面61に凹凸パターン面68を有する未加硫のスリーブ60を成形する。凹凸パターン面68をもつスリーブの背面61に少なくとも心線および伸張ゴム層となる材料を順次巻き付けてベルト成形体を作製後、該ベルト成形体を加熱加圧して加硫成形する、動力伝動用ベルトの製造方法である。
(もっと読む)
タンク用のプラスチックライナーの製造方法
【課題】補強部材の貼り付け作業の効率化を図りつつプラスチックライナーの品質の向上を図る上で有利なタンク用のプラスチックライナーの製造方法を提供する。
【解決手段】可撓性を有する膜材によって袋状に形成され、内部に気体あるいは液体が充填されることにより膨らみ、少なくともドーム部28の内面およびこのドーム部28に接続する胴体部26の部分の内面に密着する外面を備えた袋体30を用意する。補強部材24をドーム部28の表面に貼り付ける前に、縮小された状態の袋体30を開口部20から内部空間Sに挿入する。補強部材24を内部空間Sに挿入した後、前記の空気供給源から管路32を介して袋体30の内部に気体としての空気を充填して袋体30を薄肉構造体22の内面に密着させる。袋体30を薄肉構造体22の内面に密着させた後、補強部材24をドーム部28の表面に貼り付ける。
(もっと読む)
ビルドラインを有さない、シリコーンで被覆されたローラを製造する方法
【課題】ビルドラインを有さない、巻付け技術によってシリコーン表面被覆されたローラを製造する。
【解決手段】押し出された、顔料/充填剤を含有する付加硬化可能なシリコーンゴムストリップを、隣接し合うストリップのエッジが当接しながら接触するように支持体上に巻き付け、支持体上に一体の硬化させられたシリコーンゴム層を形成するために、硬化性シリコーンゴムを硬化させ、その後、表面被覆されたローラの露出したシリコーン表面を機械加工し、顔料及び/又は充填剤が、硬化したシリコーンエラストマがビルドラインを示さないような寸法及び形態のものである。
(もっと読む)
二重型チューブ容器及びその製造方法
【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
三次元造形製品の製造装置
【課題】三次元造形製品の製造装置において、基板を載置しているヒーティング装置又はクーリング装置の熱伝導により、散逸を減少することができる構成を提供すること。
【解決手段】造形タンク1内にて、テーブル2及び基板3上において粉末12を順次焼結する三次元造形製品の製造装置において、前記テーブル2に対し上下方向の空隙を形成するか、又は当該空隙を形成したうえで当該形成領域に断熱材を充填した状態にて、前記焼結層を支える基板3を載置しているヒーティング装置又はクーリング装置8を固着し、前記課題を達成している三次元造形製品の製造装置。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該微孔性膜を用いた濾過用フィルターの提供。
【解決手段】第1の結晶性ポリマーを金型内に敷き詰め、加圧して第1の予備成形体を成形し、第2の結晶性ポリマーを金型内に敷き詰め、加圧して第2の予備成形体を成形し、前記第1及び第2の予備成形体を押出成形して第1及び第2の押出体をそれぞれ成形し、前記第1及び第2の押出体を積層して積層体を形成し、該積層体を圧延する積層体形成工程と、前記積層体の一方の面を加熱して、該積層体の厚み方向に温度勾配を形成する非対称加熱工程と、前記積層体を延伸する延伸工程と、を含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルターの提供。
【解決手段】結晶性ポリマーを金型内に敷き詰め、加圧して複数の予備成形体を成形し、前記複数の予備成形体から、第1及び第2の結晶性ポリマーフィルムを作製し、前記第1及び第2の結晶性ポリマーフィルムの少なくともいずれかの一方の面を加熱して、該フィルムの厚み方向に温度勾配を形成し、前記第1及び第2の結晶性ポリマーフィルムをそれぞれ延伸し、前記第1及び第2の結晶性ポリマーフィルムを積層して積層体を形成し、該積層体を加熱して熱固定することを含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
歯付ベルトの製造方法
【課題】熱可塑性エラストマーの供給量を少なくして成形を行なうことができる歯付ベルトの製造方法を提供する。
【解決手段】外周に所定間隔で歯成形溝4を設けて形成される成形ドラム5と、成形ドラム5の外周に面して配設された押圧バンド6を用いる。そして成形ドラム5を回転させつつ、予め成形した歯部3を成形ドラム5の歯成形溝4にはめ込んで、この上から、平行に配置された複数本の心線2を成形ドラム5の外周に送ると共に押出機の押出ヘッド7より溶融状態の熱可塑性エラストマー8を成形ドラム5の外周に送り出す。次に成形ドラム5の回転により押圧バンド6と成形ドラム5の間に心線2と熱可塑性エラストマー8を巻き込んで、押圧バンド6による押圧力で熱可塑性エラストマー8を成形ドラム5の外周に加圧してベルト本体部1を成形すると共に、ベルト本体部1を成形する熱可塑性エラストマー8と歯成形溝4内の歯部3とを溶融接着させる。
(もっと読む)
パーカッション楽器を製造するための方法
【課題】ポリ塩化ビニルの材料で製造されることができるパーカッション楽器を提供する。
【解決手段】パーカッション楽器を製造する方法は、第1の直径を有する第1の部材12を液体中に入れる工程を有する。第1の部材12は、第1の端部と第2の端部とを有する。この方法は、また、液体38を加熱する工程と、第1の部材12の第1の端部を第2の直径に延伸する工程とを有している。延伸された第1の端部を冷却する工程と、第1の端部に皮膜を装着する工程とを有する。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法
【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
三次元成形加飾フィルム及びその製造方法並びにそれを用いた加飾成形品及びその製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に転写されると共に、装飾層の転移性を悪化させずに、装飾層と保護層との耐候密着性が良好な加飾フィルムを提供する。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる、射出成形同時転写用の三次元成形加飾フィルム10であって、前記保護層13が、重合性(メタ)アクリレートオリゴマーを含む電離放射線硬化性樹脂組成物の硬化物からなり、かつ前記プライマー層14が、2液硬化型であり、そのガラス転移温度Tgが65℃以上であることを特徴とする三次元成形加飾フィルムである。
(もっと読む)
繊維強化樹脂からなる部材の補修方法
【課題】貫通孔の補修を容易かつ低コストに行うことのできる繊維強化樹脂からなる部材の補修方法を提供することを目的とする。
【解決手段】貫通孔20を補修するに際し、仮孔11を形成し、仮孔11内に強化繊維からなるファブリックシート30を筒状に丸めて挿入し、ここに樹脂を含浸させて硬化させ、改めて貫通孔20’を形成するようにした。
(もっと読む)
繊維強化樹脂からなる部材の補修方法
【課題】母材の平滑性が求められる部位においても、確実かつ効率よく補修することのできる繊維強化樹脂からなる部材の補修方法を提供することを目的とする。
【解決手段】部材10において補修すべき部位に形成された凹部11に、予め形成したプラグ20を挿入して樹脂を注入・含浸させ、熱処理により硬化させることで、補修を行う。このとき、樹脂を注入・含浸させるために用いる真空バッグ31において、凹部11の外周部に対向する領域に環状のパスメディアを設け、注入された樹脂をパスメディアに沿って優先的に流れるようにすることができる。これにより、樹脂は凹部11の外周部を環状に流れ、重力により凹部11内に流れ落ちていき、凹部11内に樹脂を均一に充填・含浸することができる。
(もっと読む)
41 - 60 / 220
[ Back to top ]