
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
81 - 100 / 220
3次元湾曲印刷プラスチックシートの製造方法
【課題】3次元湾曲印刷プラスチックシートの、簡易化された安価な製造方法を提供することが必要である。
【解決手段】本発明は、印刷された3次元にカーブした熱可塑性樹脂のプラスチックシートの製造方法であって、印刷時間の間にこのシートが2次元またはほぼ2次元であるようにシートを変形することを特徴とする方法に関する。
(もっと読む)
電子写真用弾性ローラの製造方法

【課題】寸法精度、特には振れの小さいローコストな電子写真用弾性ローラの製造方法を提供する。
【解決手段】
軸芯体の両端部を鉛直方向に把持固定し中心軸の傾きを補正し、環状スリットを有する環状塗工ヘッドを用いて、軸芯体を鉛直方向に移動させ環状スリットから未硬化の弾性層材料を吐出して軸芯体外周上に塗工し硬化させる電子写真用弾性ローラの製造方法において、
前記吐出塗工前に、軸芯体の中心軸を基点座標として軸芯体の長手方向における最大振れ座標を検出する軸芯体振れ座標検出工程;
前記吐出塗工時に、環状塗工ヘッドの中心位置を基点座標から最大振れ座標の方向に一定の割合で移動し、最大振れ座標を検出した軸芯体の長手方向位置に環状塗工ヘッドが到達した後は環状塗工ヘッドの中心位置を基点座標の方向に一定の割合で移動する塗工時環状塗工ヘッド位置補正工程;
を有する方法。
(もっと読む)
剣山型マイクロニードルの製造方法およびマイクロニードル

【課題】樹脂製のマイクロニードルの製造方法を提供する。
【解決手段】液体吐出装置と微細な内径の多連ノズルを使用して、熔融樹脂を基板に1回以上吐出させ、密着した溶融樹脂を引き伸ばして微小針を形成することにより、所望のサイズの微小針を製造する方法であって、得られたマイクロニードルの微小針は、1段又は複数段の樹脂層を持ち、それが全体として一体となった伸展型の微小針を形成している。本発明は、熔融樹脂を基板に1回以上吐出させ、密着した溶融樹脂を引き伸ばして微小針を製造することを特徴とするマイクロニードルの製造方法とこの製造方法によって得られた特徴的な微小針を持つマイクロニードルに関するものである。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、車両用内装部品の縁部において表皮の端末処理を行う装置であって、狭いスペースにおいても使用が可能で、樹脂芯材の変形を防止できる車両用内装部品の製造装置を提供する。
【解決手段】 中央部に開口が開設された樹脂芯材の表面に、表皮を貼着した車両用内装部品の製造装置であって、表皮を貼着した樹脂芯材を載置する受け台2と、 樹脂芯材を押圧して前記受け台に仮固定する押え冶具8と、開口の縁部に沿って樹脂芯材の端末を加熱して軟化させる熱風ノズル5と、熱風ノズルにより加熱軟化された樹脂芯材の端末と表皮材の端末を、樹脂芯材の裏面側に折り曲げて巻き込み固定する巻き込み冶具15と、を備え、押え冶具8は、樹脂芯材の形状に適合して押圧を加える押圧部8と、押圧部を回動自在に支持する支持部11と、を備えることを特徴とする。
(もっと読む)
光学部品の製造方法
【課題】優れた生産効率で透明性の高い立体的な光学部品を得ることができる光学部品の製造方法を提供する。
【解決手段】基板1上に紫外線硬化性樹脂Aを供給し、その紫外線硬化性樹脂Aを成形型2で型押し、型押しされた上記紫外線硬化性樹脂Aを30〜60℃の範囲内に加温した状態にし、その状態で、上記紫外線硬化性樹脂Aに紫外線Lを照射することにより、その紫外線硬化性樹脂Aを露光し、上記紫外線硬化性樹脂Aの硬化体からなる光学部品A1を製造する。
(もっと読む)
軸付き合成樹脂成形体の軸振れ矯正方法、および軸振れ矯正装置
【課題】OA機器や扇風機、小型の一般産業機械の軸流型ファンモータのファンは、内側を凹部とした椀形部と椀形部の周囲に配置する複数の羽根部を合成樹脂とし、椀形部の中央に金属製の回転軸を一体成形しているが、合成樹脂の収縮により回転軸が傾き、軸が振れた状態のものが出来てしまう。
【解決手段】高周波誘導コイルと、高周波誘導コイルに通電して合成樹脂成形体の軸を高周波誘導加熱する高周波誘導加熱手段と、軸付き合成樹脂成形体を拘束する矯正冶具とを有し、合成樹脂成形体の表面近傍に高周波誘導コイルを配置し、高周波誘導加熱手段で高周波誘導コイルを用いて合成樹脂成形体の軸を高周波誘導加熱し、軸付き合成樹脂成形体の軸を把持している軸保持部を軟化させ、軸保持部を軟化させた状態において、矯正冶具で軸付き合成樹脂成形体を拘束して軸の傾きを矯正し、軸の傾きを矯正した軸付き合成樹脂成形体を得るようにした。
(もっと読む)
光学用フィルムの製造方法、および光学用フィルム
【課題】高耐熱、高透明で、フィルム表面の微細な突起や押し傷の少ない、光学特性を制御した光学用途のフィルムの製造方法を提供することにある。
【解決手段】9,9−ビス−(3−メチル−4−ヒドロキシフェニル)フルオレンと2,2−ビス−(4−ヒドロキシフェニル)プロパンとを共重合させたポリカーボネート樹脂よりなり、厚さが20〜1000μmである光学用フィルムを溶液製膜法により製造する方法であって、フィルムの表面硬度(鉛筆硬度)を2B以上に硬くなるように乾燥させる工程を含む光学用フィルムの製造方法。
(もっと読む)
擬似藺草の製造方法
【課題】畳表を織製するのに適した擬似藺草を容易に製造することのできる擬似藺草の製造方法を提供する。
【解決手段】延伸された樹脂テープを第一の加熱金型10に導入して温度T1でフィラメント状に融着させることにより、擬似藺草100の中芯部を得る融着工程と、第一の加熱金型10から導出された中芯部を第一の加熱金型10とは別の第二の加熱金型20に導入することにより、その外面に樹脂を温度T2で延伸を受けない状態で溶融接着してコーティング部を形成するコーティング工程と、第二の加熱金型20から導出された擬似藺草100のコーティング部を温度T3で冷却する第一次冷却工程と、を経て擬似藺草を製造する。
(もっと読む)
調光光学素子を製造するための方法、および調光光学素子
本発明は、調光光学素子を調製するためのプロセスおよび対応する調光光学素子に関する。所定の光学体から開始して、本発明によるプロセスは、前記光学体の一部の上に少なくとも透明樹脂を含む第1の層を堆積させる工程と、先に堆積された前記第1の層の上に、調光色素を含む第2の層を堆積させる工程とを含む。 (もっと読む)
屈曲した形状のホースを製造する方法
【課題】本発明は、ホースの曲げ工程が簡単で、未加硫ゴムに不用意な熱履歴を与えない屈曲した形状のホースの製造方法を提供する。
【解決手段】本発明にて、樹脂マンドレルRMを押出形成し、樹脂マンドレルRMの外周部に未加硫ゴムからなるホース中間体を形成し、ホース中間体および樹脂マンドレルRMを所定長さに順次切断する。その後、樹脂マンドレルRMの中空部RMaにヒータ30bを挿入して、樹脂マンドレルRMを加熱しつつ樹脂マンドレルRMおよびホース中間体を所定形状に曲げ、その後加硫する。加硫工程を経た樹脂マンドレルRMが加硫時の余熱または外部加熱により軟化した状態にて、ホース中間体から樹脂マンドレルRMを抜き取る。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 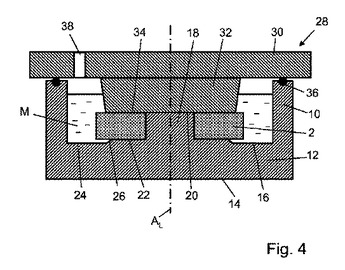 (もっと読む)
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
電子写真用弾性ローラの製造
【課題】薄くて硬い接着剤層を形成することで、接着剤層が削れてしまうのを防ぎ、ローラの外観不良を低減する。
【解決手段】接着剤層103を介して弾性層102が軸芯体101に接着している電子写真用弾性ローラの製造方法において、該軸芯体の外周に接着剤を塗布する工程と、該接着剤を紫外線照射により硬化し、接着剤層を形成する工程と、該接着剤層が形成された該軸芯体の周囲にリング状部材を装着する工程と、環状塗工ヘッドを用いて該接着剤層の外周上に液状ゴムを吐出塗布する工程と、塗布された該液状ゴムを加熱硬化し弾性層を形成する工程とを有し、該接着剤は少なくとも、エポキシ基を有するオルガノアルコキシシラン、光カチオン重合開始剤、およびビニル基を有するシランカップリング剤を含有し、形成された該接着剤層の厚さは10nm乃至100nmであることを特徴とする。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
産業廃棄物を用いた暗渠排水管構造体製造装置
【課題】使用済の発泡スチロール及びビニールシートを有効活用して水平管路と浸透部とから成る暗渠排水管構造体を成形するのに適した構造の産業廃棄物を用いた暗渠排水管構造体製造装置を提供する。
【解決手段】使用済みの発泡スチロールを破砕搬送する2本の並列に設けられたスクリューコンベア10,11を有する破砕ケース2と、使用済みのビニールシートを細かく切断して、切断後のビニールシート片を前記粉砕ケースの中に供給するビニールシート片切断供給手段3と、暗渠排水管構造体成形部へ送り出す加熱送風手段4と、使用済みのビニールシートを供給するビニールシート供給手段60と、前記加熱送風手段4から供給される熱風によって表面が溶融された発泡スチロール片及びビニールシート片と、浸透部と水平管路とを有する暗渠排水管構造体の形状に成形する暗渠排水管構造体成形部5とを備える。
(もっと読む)
エンコーダ付駆動伝達用ベルト及びその製造方法
【課題】簡単な構成でありながら、駆動伝達用ベルトとしての適性を備え、且つベルトの伸びを含む回転検出情報を精度良く発信することができるエンコーダ付駆動伝達用ベルトとその製造方法を提供する。
【解決手段】駆動伝達用ベルトのベルト層構造体1の一部に、長手方向に沿った帯状の磁性ゴム層5を含み、該磁性ゴム層5の表面は、ベルト層構造体1の表面に露出すると共に、ベルト層構造体1の長手方向に沿ってN極及びS極が交互且つ等間隔に配列する多極着磁面5aとされていることを特徴とする。
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 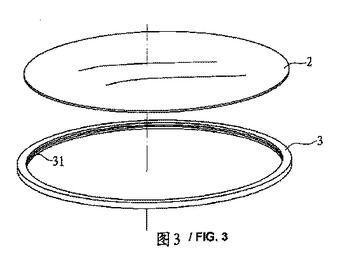 (もっと読む)
(もっと読む)
すべり要素およびその製造方法
金属支持層(2)と、支持層上に施与された多孔質金属担持層(3)と、マトリクス材料として少なくとも1種類の熱可塑性樹脂を有する、前記担持層上に施与された厚さDのすべり層とを有するすべり要素が記載されている。すべり層(6)は、熱可塑性樹脂マトリクスを含む第1の材料(4)と、前記第1の材料のある表面領域においてD以下の深さTまで勾配を形成するPTFEを含む第2の材料(5)とを有する。 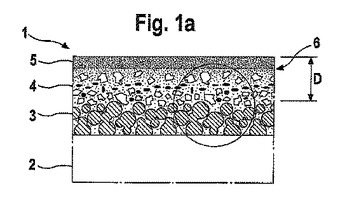 (もっと読む)
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
81 - 100 / 220
[ Back to top ]