
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
101 - 120 / 220
樹脂レンズ成形方法

【課題】レンズ形状の高精度化とレンズ内部の複屈折を伴わない高性能樹脂レンズ成形に適した樹脂レンズ成形方法を得る。
【解決手段】プレス転写代を見込んで樹脂レンズ成形品を射出成形する射出成形工程、前記樹脂レンズ成形品のプレス転写代に当たる表面部のみを加熱軟化させる加熱工程、及び、表面部を加熱軟化させた前記樹脂レンズ成形品を、樹脂レンズ成形用の転写面に加工されたプレス成形金型で押圧し、前記樹脂レンズ成形品に転写面を転写させ、冷却凝固させる転写冷却工程を施す。
(もっと読む)
ポリイミド樹脂製ベルト及びその製造方法

【課題】反り量が小さく、かつ外側に反らず、しかも長期間にわたって反り量が小さい形状を維持できるポリイミド樹脂製ベルトを提供すること。
【解決手段】本発明のポリイミド樹脂を主成分とするベルトは、前記ポリイミド樹脂が、沸点250℃〜300℃のイミド化触媒、及び沸点300℃〜450℃のイミド化触媒を含有するアミド酸溶液から得られることを特徴とする。このように、特定の異なった沸点を有する、2種以上のイミド化触媒をポリイミド樹脂の前駆体であるポリアミド酸溶液に含有させ、ポリアミド酸溶液を化学イミド化させることで、ポリアミド酸溶液を加熱イミド化させた場合に比べて、ベルトの外反り量を小さくすることができる。
(もっと読む)
フェロエレクトレット2層および多層コンポジットおよびその製造方法
本発明は:第1ポリマーフィルム(1)の少なくとも1つの第1表面を構造化し、高さのある外形を形成し、工程a)で形成された第1ポリマーフィルム上の構造化表面に少なくとも1つの第2ポリマーフィルム(5,1’)を適用し、ポリマーフィルム(1,1’5)を接着してポリマーフィルムコンポジットを与え、空隙(4,4’)を形成し、工程c)で形成された空隙(4,4’)の内側表面に反対電荷を用いて帯電させることによって、規定の空隙を有する2層または多層フェロエレクトレットを製造する方法に関するものである。さらに、本発明は、前記方法によって任意に製造され、少なくとも2つのポリマーフィルムは一方が他方の上に配置され、互いに接着されて成り、ここでポリマーフィルム間に空隙が形成される、フェロエレクトレット多層コンポジットに関する。前記フェロエレクトレット多層コンポジットを備える圧電素子も開示する。 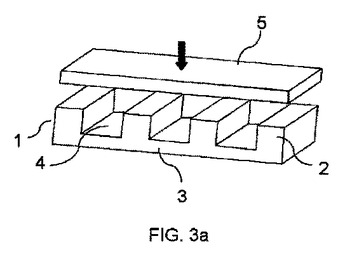 (もっと読む)
(もっと読む)
導電性ポリウレタンベルト及びその製造方法
【課題】1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供すること。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
(もっと読む)
半導電性ベルト及びその製造方法
【課題】実使用上必要とされる低い摩擦係数を維持しつつベルトの伸縮に対する表面層構成塗膜の追随性を高めることにより,クラックの発生が改善された半導電性ベルト並びにその製造方法を提供する。
【解決手段】半導電性ゴムからなる弾性層と表面層からなり,表面層はポリ四フッ化エチレン樹脂微粉末を含有する樹脂層からなり,表面層のSPM法(走査型プローブ顕微鏡)で測定した硬度対応ピーク電圧値が−6.35V以下である半導電性ベルトとする。
(もっと読む)
エレベータベルト形成方法
例示的なエレベータベルト形成方法は、複数のテンション部材の各々が他のテンション部材とは別に個々にコーティングされるように、ジャケット材料の個々のコーティングを各テンション部材に適用するステップを含む。個々のコーティングの一部は、テンション部材を固定して所望の配列とし、エレベータベルトの外形状を構成する単一のジャケットを形成するように互いに接合される。 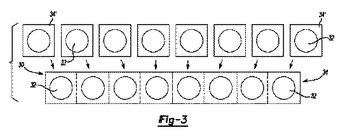 (もっと読む)
(もっと読む)
レゾール樹脂フィルムの製造方法
【課題】従来のレゾール樹脂の低曳糸性・低成形性を改善し、さらに得られたフィルムの脆さを改善したレゾール樹脂からなるフィルムの製造方法を提供する。
【解決手段】溶液粘度が10〜200mPa・sのポリビニルブチラールを0.5〜5重量%含有したレゾール樹脂からなる繊維構造体を熱処理し、融解させることでフィルム化するレゾール樹脂フィルムの製造方法。
(もっと読む)
樹脂製機能シートの修復方法及び修復装置
【課題】ハンダごてや加熱ロール等の加熱手段により押圧することなく、安定して形状の欠陥部位を修復することができる樹脂製機能シートの修復方法を提供する。
【解決手段】樹脂製機能シート1に発生した形状的な欠陥部位2を修復する樹脂製機能シートの修復方法であって、支持用板材3の上部に弾性シート4を介して樹脂製機能シート1の欠陥部位2を含む領域を配置し、その上方に加圧用板材5を積層する積層工程と、支持用板材3と加圧用板材5間で樹脂製機能性シート1を加圧する加圧工程と、加圧状態を維持しながら加圧用板材5の上方から樹脂製機能性シート1の欠陥部位2を加熱する加熱工程と、加熱後に所定時間加圧状態を維持する養生工程とからなる。
(もっと読む)
電子写真用ベルト及びその製造方法
【課題】単層でありながら、面内の電気抵抗値のムラが小さく、幅方向の表面粗さを制御することが可能な電子写真用ベルトの製造方法の提供。
【解決手段】結晶性熱可塑性樹脂と導電性フィラーを含有する樹脂組成物を成形してなる電子写真用ベルトの製造方法において、前記樹脂組成物を溶融して押出すことで、前記樹脂組成物の最大結晶化度の1/5以下の結晶化度を有する管状フィルムに成形し、該管状フィルムを中空円筒状の内型と、内面の粗さを制御した中空円筒状の外型とに挟み込む工程と、前記樹脂組成物のガラス転移温度から結晶化開始温度の間の任意温度まで10℃/min以上の昇温速度で加熱し、その温度域下で該管状フィルムを10kgf/cm2以上に加圧する加熱加圧工程と、ガラス転移点以下の温度まで冷却して型から脱型する工程と、を含むことを特徴とする。
(もっと読む)
成形されたポリウレタンフォーム製品の後硬化
発泡製品を製造する方法であって、型穴に液体材料を注入することによって発泡製品を形成(10)すること、型穴から発泡製品を取り出して、型抜き(11)すること、型抜き(11)をした後、そして、圧縮(40)する前に、補助熱を加えることにより、発泡製品を後硬化(20)して、セットダメージを減少し、かつ発泡製品上に表面層を形成すること、及び発泡製品を機械的に圧縮することによって、発泡製品を圧縮(40)して、予め定められた発泡製品の厚みの縮小を得ることを含む方法。本方法は、発泡製品を後硬化(20)した後、そして、圧縮(40)する前に、発泡製品に加えられた補助熱を取り除くことによって、発泡製品を冷却(30)することを更に含む。 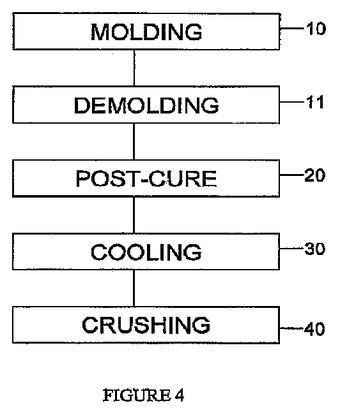 (もっと読む)
(もっと読む)
カーボン凝結体成形原料及びカーボン凝結体成形品の製造方法
【課題】成形の段階でカーボン粉粒の表面がフェノール樹脂未硬化物を均一付着して十分な濡れ性を備えるようにして、高い流動性を得て容易に賦型できるカーボン凝結体成形原料を提供することを目的とする。
【解決手段】この発明に係るカーボン凝結体成形原料は、カーボン粉粒にフェノール基とアルデヒド基を含む化合物を、界面活性剤の存在下で重合させることによって、フェノール系樹脂未硬化物の塗膜を表面に被覆したことを特徴とする。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、造形後の造形用プレートの返り、変形を小さくし、造形物が形状不良になる虞を少なくする。
【解決手段】三次元形状造形物の製造方法は、造形用プレート41に金属粉末2を供給して粉末層21を形成する粉末層形成工程と、粉末層21に光ビームLを照射して粉末層21を焼結又は溶融させ焼結層22を形成する焼結層形成工程と、造形時に造形用プレート41に発生する熱応力を予測して、造形後の造形用プレート41の変形量が小さくなるように、粉末層形成工程の前に予め造形用プレート41に応力を付与する応力付与工程と、を有する。造形時に造形用プレート41に発生する熱応力と、応力付与工程により造形用プレート41に付与する応力とが打ち消し合うので、造形後の造形用プレート41の返り、変形が小さくなり、造形物3が形状不良になる虞を少なくすることができる。
(もっと読む)
混合ピペット
ピペットが、内部通路と第1端部と第2端部とを有する管状体を、備えている。管状体は、内向きに変形されて、ピペットの内部通路内に狭窄部又は狭いスリットを作っている。真空がピペットに適用されると、溶液がピペット内に吸い込まれ、スリットは、溶液に含まれる物質(例えば細菌のコロニー)の塊を緩やかに変形し分離しながら、溶液の速度を増大させる。変形された細菌コロニーがスリットを通過するとき、細菌溶液は、速度の増大によってピペット内に作られた乱流によって、混合される。細菌コロニーの大きさは、細菌を2回以上スリットを通して循環させるようにピペット流れ方向を交互に変えることによって、更に低減される。スリットへの傾斜入口は、サイクルの逆転の間に油状の細菌がスリットを詰まらせるのを、防止する。 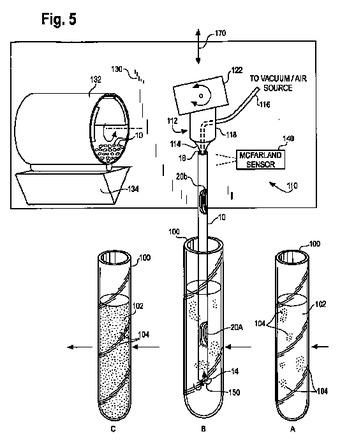 (もっと読む)
(もっと読む)
シーリング・ポンプアップ装置
【課題】環境温度に対する粘度上昇を抑制したシーリング剤をタイヤに供給するシーリング・ポンプアップ装置を提供すること。
【解決手段】シーリング剤32を収容した液剤容器18に圧縮空気を供給するコンプレッサユニット12及び空気供給路と、液剤容器18の流出口29から流出するシーリング剤32、及び圧縮空気をタイヤ100に供給するためのジョイントホース78と、送風路を介して液剤容器18内のシーリング剤32にコンプレッサユニット12の廃熱で温められた温風を送風するための羽根車173と、をシーリング・ポンプアップ装置10が有することで、環境温度に対する粘度上昇を抑制したシーリング剤32をタイヤ100に供給することができる。
(もっと読む)
ポリイミド複合管状物の製造方法及びポリイミド複合管状物
【課題】クッション性を有しつつ、厚みの均一性及び表面平滑性が極めて良好なポリイミド複合管状物および該ポリイミド複合管状物を生産性良く製造できる方法を提供する。
【解決手段】芯体2の外周にポリイミド管状物3を外挿し、該ポリイミド管状物の外周面に対して一定のクリアランスを有する吐出口を具備した環状ノズル1を前記芯体2と同心に配置して、シリコーンゴム溶液を該環状ノズル1からポリイミド管状物3の外周面へ所定の吐出速度で吐出させつつ、芯体2と環状ノズル1とを相対移動させて、ポリイミド管状物3の外周面にシリコーンゴム溶液の塗膜(被膜)4を形成した後、芯体2からポリイミド管状物3を分離し、該分離後のポリイミド管状物3の外周面上の塗膜4を加熱してシリコーンゴム層を形成する。
(もっと読む)
ラップドVベルトの加硫方法及びラップドVベルトの加硫装置
【課題】リング金型の組立及び解体という高負荷の作業を廃止し、作業負荷の飛躍的な軽減と製造効率の飛躍的な向上とを図る。
【解決手段】外被布で周囲が覆われた環状のベルト100を加硫してラップドVベルトを製造する。ベルト装着領域50aでは、駆動ドラム11aの外周において軸方向に沿って螺旋状に連続して延びるよう形成されたV状溝26に対して未加硫状態のベルト100が嵌め込まれ、一対のドラム11にベルト100が架け渡されるように装着される。一対のドラム11の軸間距離が調整され、ベルト100に張力が付与される。加硫領域50bでは、駆動手段16によって駆動ドラム11aが回転駆動されて軸方向に移動するベルト100が、加熱手段14によって加熱されて加硫される。
(もっと読む)
ベルトの製造方法
【課題】延び難く周長の変化が少ないベルトの製造方法を提供する。
【解決手段】ベルトの製造方法が、結晶性熱可塑樹脂で形成された繋ぎ目の無いシームレス状の基体を、周方向にテンションが加わるように張架した状態で、式(1)に示す熱処理温度(Te1)で保持する熱処理工程を有する。
Tg≦Te1≦Ts (1)
(Tg:熱可塑性樹脂のガラス転移点、Te1:熱処理温度、Ts:熱可塑性樹脂の軟化点)
(もっと読む)
2段階成形による極薄の壁を有するマイクロプレート
極薄の壁を有するウェルを具備し、さらに、自動化された機器においてマルチウェルプレートの信頼性の高い使用を可能にするのに十分な構造的剛性を有するマルチウェルプレートが、最初に、所望の剛性を提供する厚さのプレートブランクを射出成形によって形成すること、次に、該ブランクを真空成形に供して、ブランクの指定されたエリアを伸張してウェルを形成するか、または既に形成されているウェルを拡張することによって成形される。該伸張は、ウェルの壁部においてのみ、成形樹脂の厚さの減少をもたらす。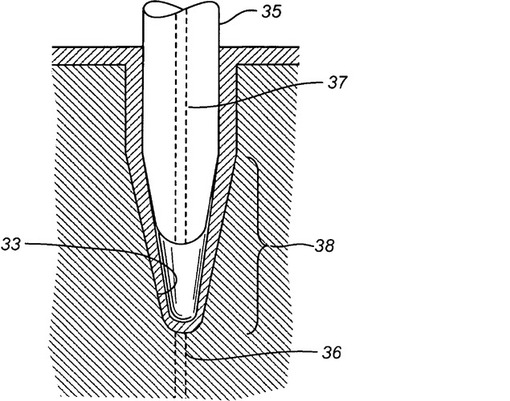
 (もっと読む)
(もっと読む)
ハニカム構造体の製造方法、及び製造装置
【課題】型基板の端部に塑性材料が付着せず、全面が均一に剥離出来るハニカム構造体の製造装置を提供する。
【解決手段】圧力を維持する密閉容器2と温度制御板9と型基板7と塑性材料3からなる。密閉容器2には、乾燥ガスの注入する乾燥ガス注入口1とガスを排出し圧力を調整する排出口5が配置されている(圧力を調整する真空ポンプは図示していない)。温度制御板9には、乾燥ガス注入口1側の温度制御板9に高温にする加熱部10を配置し、排出口5側に加熱部10の熱を吸収する冷却部8を配置した構成としている。
(もっと読む)
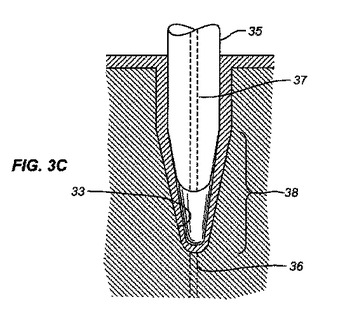
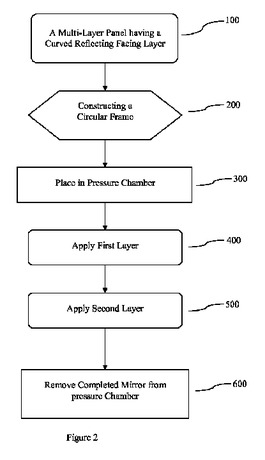
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
101 - 120 / 220
[ Back to top ]