
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
121 - 140 / 220
三次元物体を一層ずつ製造する装置
三次元物体(3)を製造する装置であって、前記装置は、前記三次元物体(3)の横断面領域に相当する各部位において、レーザ(7)等のエネルギー源の影響下で構成材料(3a)を層状に塗布し固化することによって三次元物体(3)を製造する。装置は、層状に塗布される前記構成材料(3a)を加熱または除熱するための加熱要素または冷却要素(22)を備える。温度分布を平滑化するために、熱伝導率において高い異方性を有する中間層(23)が設けられている。  (もっと読む)
(もっと読む)
フィルムバリヤライナ付きの肩部/ノズルの製造方法
本方法は、可撓性のフィルムラミネートバリヤライナを製造しそれを製品チューブ容器の肩部/ノズルに挿入する自動化技術を含む。肩部/ノズルは、製造され、肩部開口がフィルムラミネートの方を向く状態に向けられる。フィルムは、ノズル穴を形成し、肩部/ノズルの肩部内に嵌合するようにフィルムラミネートを打抜き、このフィルムラミネートを肩部/ノズルに挿入するステーションに送られる。フィルムラミネートは、このステーションまたは後続のシーリングステーションで、肩部ノズルに熱接着され得る。肩部/ノズルがフィルムラミネートを形成しそれを肩部/ノズルに挿入するステーションを離れた後には、フィルムラミネートが肩部/ノズル内に適切に整合されているかどうかを判定する検出ステーションがあり得る。後続のシーリングステーションの後にも検出ステーションがあり得る。シール済みフィルムラミネートライナが付いた肩部/ノズルは、次いで、チューブ製造過程に送られる。フィルムラミネートは、重合体層、ならびにエチレンビニルアルコール共重合体類、ポリエチレンテレフタレート重合体類、ポリエチレンナフタレート重合体類およびアクリロニトリルアクリル酸メチル共重合体類を含むバリヤ層を有する。これらの肩部/ノズルを使用して製造されるチューブ容器は、歯磨き剤などの香味剤(flavorant)を含む製品に非常に有用である。 (もっと読む)
マイクロ化学プラントの製造方法

【課題】特に耐薬品性に優れると共に、通路用空間部を高精度、しかも製造も容易で量産性に優れている構成を提供する。
【解決手段】耐薬品性に優れた基材に設けられた流路又は該流路を形成する空間部11aを有しているマイクロ化学プラント10の製造方法において、前記基材として樹脂粉末を用いて、該樹脂粉末中に前記流路又は前記空間部形成用中子21を配置した状態で圧縮する予備成形工程と、前記予備成形工程で得られた圧縮体を焼成する焼結工程と、前記焼結工程で得られた焼結体1を所定厚さの板状に切断する切断工程を経ることを特徴としている。
(もっと読む)
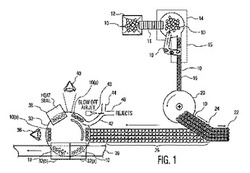
立体自由形状造形パーツ用後処理システム
立体自由形状造形(SFF)で作製されたパーツのクリーニング及び/または硬化のための後処理システムが提供される。後処理システムは、ハウジング、ハウジング内にパーツを保持するためのパーツ保持デバイス及び化学線によってパーツを硬化させるための化学線源を備える。システムはパーツにクリーニング液を吹きかけるように、及び/または除去された造形材料を濾過してクリーニング液の実用寿命を延ばすためにクリーニング液が化学線を吸収できるように、適合された液体循環デバイスも備える。いくつかのシステムは保持されたパーツを第1の軸を中心として回転させることができる第1の回転部分を備え、別のシステムは保持されたパーツを第2の軸を中心として回転させることができる第2の回転部分を備える。システムはSFFで作製されたパーツの安全で効率的なクリーニング及び/または硬化を提供するための別の特徴も有する。  (もっと読む)
(もっと読む)
染色プラスチックレンズの製造方法
【課題】色ムラが低減ないしは抑制された高品質な染色レンズを得ることができる染色プラスチックレンズの製造方法の提供。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の上記キャビティへ熱硬化性成分を含むプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液を加熱し前記熱硬化性成分の硬化反応を行いプラスチックレンズを得ること、上記プラスチックレンズを成形型から離型すること、および、離型されたプラスチックレンズを染色すること、を含む染色プラスチックレンズの製造方法。前記硬化反応終了後かつ染色前に、ガラス転移温度Tgを超える温度にプラスチックレンズを加熱する染色前加熱処理を含む。
(もっと読む)
画像形成装置用中間転写ベルト
【課題】優れた耐摩耗性を有し、薄膜化してもピンホール等の欠陥を生じにくい表面層形成することによってフィルミング現象等の問題のない画像形成装置用中間転写ベルト、ならびに該中間転写ベルトの製造方法を提供する。
【解決手段】以下の少なくとも3層を含む画像形成装置用中間転写ベルト:(a)樹脂製の基材層;(b)ゴム弾性樹脂を含む弾性層、及び(c)フッ素樹脂及び層状粘土鉱物を含む表面層であって、層状粘土鉱物の配合割合が0.1〜5重量%であり、該表面層の厚みが0.5〜4μmである;ならびに該中間転写ベルトの製造方法を提供する。
(もっと読む)
歯付ベルト及びその製造方法
【課題】優れた耐摩耗性が得られ、しかも、歯付ベルト本体への優れた接着性能が得られる補強布を有する歯付ベルト及びその製造方法を提供する。
【解決手段】歯部側表面が補強布13で被覆され、該補強布13を覆うように設けられたRFL被膜がベルト表面に露出した歯付ベルト10を、RFL液に、そのラテックス固形分100質量部に対して80〜140質量部のフッ素樹脂粉末と、ブロックイソシアネートと、を添加した処理液を調整し、該処理液を布に付着させた後に150℃以上の温度で加熱することにより乾燥させて表面にRFL被膜が設けられた補強布13を形成し、該表面にRFL被膜が形成された補強布13と未架橋ゴム組成物とを加熱及び加圧して一体化させることにより製造する。ブロックイソシアネートは、その結合解離温度が上記処理液を布に付着させた後の加熱乾燥温度以上のものを用いる。
(もっと読む)
中空成形品の成形方法、中空成形品およびその製造装置
【課題】瞬時に接合端面の表面近傍のみを溶融することができ、それによって複雑な形状の中空成形品でも高い寸法精度で成形できると共に、充分な接合強度が得られる、中空成形品の製造方法を提供する。
【解決手段】移動型(3)と固定型(1)とを使用して第1、2の半成形品(A、B)を接合端面(a、b)を有するように成形する。第2の半成形品(B)が残った状態で移動型(3)をスライドさせて、それぞれの接合端面(a、b)を整合させ、その間にハロゲンヒータまたはカーボンヒータからなるヒータ(41)を挿入して、接合端面を溶融してからヒータを退避させ、そして型閉じして接合端面(a、b)を溶着する。
(もっと読む)
ホース製造方法及びホース製造用マンドレル
【課題】加熱加硫工程を含むマンドレルを用いたホースの製造、特に、最内面樹脂層を有するホースの製造において、マンドレルを抜き出す際の熱により内面が損傷することがないようなホースの製造方法及びその製造方法に用いるマンドレルを提供する
【解決手段】マンドレルとして長手方向に軸線に沿って貫通する中空部を有する可とう性マンドレルを用い、その周囲に少なくとも1種のホース形成材料を被覆してホース形成材料層を形成する工程、マンドレルに被覆されたホース形成材料層を加熱する工程、前記マンドレルの中空部に通水し、マンドレル及びホース形成材料層を冷却する工程、及び通水の水圧を高め、その水圧によりマンドレルをホース形成材料層から抜き出し、ホース形成材料層からなるホースを得る工程、を含むことを特徴とするホースの製造方法により解決する。
(もっと読む)
敷材の製造方法及び敷材
【課題】原材料としてタイヤ製造工程で生じるコード入り端材等を使用し、特に大荷重に対する耐圧断性能等の強度にきわめてすぐれた敷材の製造方法を提供する。
【解決手段】原材料(1)に対して加熱と加圧を行い、コード(31)を含んだ所要の厚さ及び形状を有する材料シート(2)をつくり、該材料シート(2)をシート形状を保つことができる大きさに切断して多数のシートピース(3)をつくり、あらかじめ決められた成形品としての敷材の重さと同じ重さになるようにシートピースの量を特定し、このシートピースの全量を敷材を成形可能な空間を有する成形型の空間を埋めるようにシートピースの厚み方向に積層させて成形型内に入れ、成形型内に積層して入れられたシートピースに対して加熱及びシートピースの表裏面方向からの加圧を行い、コードとゴム部分を結着させて成形する。
(もっと読む)
ロッドレンズの製造方法及びロッドレンズアレイ
【課題】高温環境下で使用しても熱収縮が抑制されたロッドレンズを短時間に製造できるロッドレンズの製造方法を提供する。
【解決手段】本発明のロッドレンズの製造方法は、未硬化状物を紡糸してロッドレンズ原糸を得る紡糸工程と、前記ロッドレンズ原糸を延伸して延伸原糸を得る延伸工程と、前記延伸原糸を緩和して緩和原糸を得る緩和工程と、前記緩和原糸を、下記温度T[℃]の温水により5分以内で処理する温水処理工程とを有する。T[℃]:Tg−35[℃]〜Tg[℃](Tgはロッドレンズ原糸のガラス転移温度である)
(もっと読む)
定着ベルト、定着装置、画像形成装置および定着ベルトの製造方法
【課題】界面における剥離の防止および脆性割れの防止を両立した定着ベルト、およびその製造方法の提供。
【解決手段】金属層同士が拡散接合され、厚さが0.01〜0.1μmである接合層101,102を有する定着ベルト10であって、2層以上の金属層10a,10b,10cを積層した積層体に、下記式の拡散面積が8.8×100〜6.8×102μm2の熱処理を施して接合層を形成し、該積層体に塑性加工を施して無端ベルト状に形成する。A=D0×exp(−QNA/kT)×t[Aは拡散面積、D0は拡散振動数、Qは自己拡散の活性化エネルギー、NAはアボガドロ数、kはボルツマン定数、Tは熱処理の温度、tは熱処理の時間を表す。]
(もっと読む)
セミフィニッシュレンズの製造方法、セミフィニッシュレンズおよびプラスティックレンズの製造方法
【課題】熱可塑性を有する樹脂材料で形成され、形状精度に優れた第1面を有するセミフィニッシュレンズの製造方法、セミフィニッシュレンズ、このセミフィニッシュレンズを原料とし、第2面が所望の形状に加工されたプラスティックレンズの製造方法を提供する。
【解決手段】光学的に仕上げられた第1面1Aと、後加工される第2面1Bと、を有するセミフィニッシュレンズ1の製造方法であって、片面が光学的に仕上げられた光学面10Aとされている光学基材10を得る基材形成工程と、光学基材10から型を外す離型工程と、光学基材10の光学面10Aに、光学基材10のガラス転移点以下の温度で硬化するコーティング層2を設けるコーティング層形成工程と、光学基材10を、光学基材10のガラス転移点以上の温度で加熱するアニール工程と、を備える。
(もっと読む)
ローラ部材の製造方法
【課題】本発明の目的は、リングヘッドによる乾燥工程において、塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質なローラ部材を安定して製造するローラ部材の製造方法を提供することである。
【解決手段】軸芯体と、その外周に形成された弾性層と、該弾性層の外周に形成された表面層とを有するローラ部材の該表面層を、リングヘッドにより形成するローラ部材の製造方法において、表面層形成用塗料を塗布するのと同時に塗布表面層に気体を吹きかけ乾燥させる乾燥工程を有し、該表面層形成用塗料の主溶剤の相対蒸発速度rと、該塗料が塗布された直後のゴムローラ近傍の風速vが、
5≦rv≦200
r:主溶剤の相対蒸発速度(酢酸ブチルを1とする)
v:ゴムローラ近傍の風速(m/min)
を満たすことを特徴とするローラ部材の製造方法。
(もっと読む)
螺旋体スクリーンを製作するための方法および装置
本発明は、プラスチックから成る線材(2)を個々の螺旋体(5)に巻成することによって螺旋体スクリーン(12)を製作するための方法および装置であって、個々の螺旋体(5)を作業面(10)において横方向でオーバラップするように互いに押し込みかつ差込み線材(11)によって互いに平行に1つに連結して、透過性の面状構造体を形成する形式のものに関する。螺旋体と差込み線材とを備えたスクリーンベルトを、より僅かな人件費、エネルギ費用および投資費用(設備費用)と、より僅かな廃物と、高い精度および再現可能性と、より僅かな時間手間とで製作することができる方法および装置を提供するという課題を解決するために、本発明によれば、螺旋体(5)を巻成装置(4)での巻成後に可動の接合装置(9)によって相並んで作業面(10)に載置し、該作業面(10)で横方向移動によって係合し、差込み線材(11)によって、それぞれ互いに結合することが提案される。 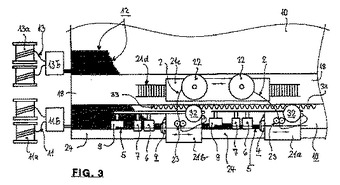 (もっと読む)
(もっと読む)
眼科用器具製造のための金型
目の中または上で用いる少なくとも一つの眼科用器具製造用の金型組立品が開示され、該金型組立品は、結合可能な一対の金型部品(30、40)を含み、該金型部品の少なくとも一つが、ポリマー主鎖と、過酸化物官能基を有し該ポリマー主鎖に共有結合した1以上のペンダント基とを含む高分子樹脂から作製される。 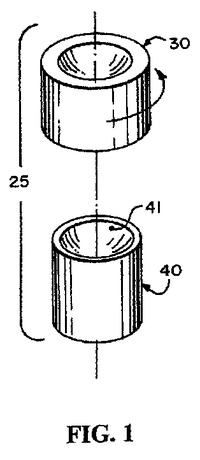 (もっと読む)
(もっと読む)
光学部材の製造方法およびこの製造方法により形成された光学部材
【課題】金型の製作に費やされていた時間と費用を不要にし、少量多品種の光学部材を高精度に且つ安価に製造できる光学部材の製造方法を得る。
【解決手段】光学部材11の形状データに基づいて、熱可塑性樹脂の溶液を液滴として吐出し固化させ、光学部材11を造形する光学部材11の製造方法であって、形状データを参照して、平面上の異なる位置に対し、それぞれ所定の高さになるまで液滴を吐出し固化させる工程を複数回繰り返すことで、透明な熱可塑性樹脂を基板上に積層して造形する。この造形は、液滴が基板上に着弾して積層した高さを計測し、測定高さが光学部材11の形状データに応じた高さになるまで液滴の吐出し、乾燥により固化を繰り返すことで実現される。高さ計測は、レーザ光の位相差を利用して測定することができる。液滴は、インクジェット式ヘッドのノズル15から吐出する。
(もっと読む)
電子写真用シームレスベルトの製造方法及び画像形成装置
【課題】転写ムラがなく、走行安定性が高く、巻き癖画像のない耐久性の高い電子写真用シームレスベルトの製造方法を提供すること。
【解決手段】(1)熱可塑性樹脂混合物を射出しプリフォームの成形工程、
(2)プリフォームを熱可塑性樹脂混合物の熱可塑性樹脂のTg以上に加熱工程、
(3)該熱可塑性樹脂のTg未満の円筒状金型(c)内で、ブローしボトル状成形物(d)を成形する延伸ブロー工程、
(4)ブロー成形されたボトル状成形物(d)を該熱可塑性樹脂のTg未満の円筒状金型(e)内に挿入工程、
(5)挿入したボトル状成形物(d)を大気圧以上に加圧工程、
(6)円筒状金型(e)を該熱可塑性樹脂のTg以上に加熱工程、
(7)円筒状金型(e)を該熱可塑性樹脂のTg以下に冷却工程、
(8)円筒状金型(e)からボトル状成形物(d)を取り出し、切断し、シームレスベルト状とする工程、
を有する電子写真用シームレスベルトの製造方法。
(もっと読む)
コンベヤベルトの製造方法およびコンベヤベルト
【課題】補強層の縦糸に汎用のポリエステル繊維を用いた場合であっても、ベルトとプーリとの間に異物を噛み込んだ際に損傷しにくく、ベルト使用時の伸びを抑えることを可能にしたコンベヤベルトの製造方法およびコンベヤベルトを提供する。
【解決手段】合成繊維織物からなる補強層2a、2bの縦糸3を、切断伸度18%以下、切断強度7.5cN/dtex以上、常温から200℃に加熱した際に生じる収縮応力0.08cN/dtex以上であるポリエステル繊維とし、接着液処理を行なう工程の最終熱処理ゾーンで、この補強層2a、2b(合成繊維織物)に対して縦糸方向に0.05cN/dtex以上0.07cN/dtex以下のテンションを負荷し、次いで、補強層2a、2bの上下にそれぞれ上カバーゴム層5、下カバーゴム層6を積層して加硫する。
(もっと読む)
改良されたバルーンカフ付き気管切開チューブの製造方法。
互いに異なる領域において壁厚が互いに異なるバルーンの作製方法が提供される。この方法は、熱可塑性ポリマーから成る原料チューブを使用する。前記原料チューブは、非対称的なモールド内に配置される。非対称的なモールド内で、前記チューブを、前記チューブの材料を軟化させるのに十分な温度に予熱した後、チューブが長さ方向に収縮することを可能にしながら、前記チューブをガスで膨張させて不均一に伸張させる。このことによりバルーンが形成される。このようにして作製されたバルーンは、互いに異なる領域において互いに異なる厚さを有し、上側領域が約15μmないし約30μmの壁厚を有し、下側領域が約5μmないし約15μmの壁厚を有する。 (もっと読む)
121 - 140 / 220
[ Back to top ]