
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
201 - 220 / 220
被覆材付プラスチック管およびその製造方法
【課題】 配管部品を組立加工する際に、長尺の被覆材付プラスチック管から所定寸法の配管用部材を切り出したときでも、被覆材が殆ど収縮せず、切断端部からプラスチック管が突き出した状態とならない被覆材付プラスチック管を提供する。
【解決手段】 発泡ポリオレフィン層にポリオレフィン外被層が積層された複合シート24とプラスチック管1とを、円錐筒状ガイド4の広径入口部から挿通させ、複合シートをプラスチック管の外周を被うように丸く屈曲させ、縁部両側を加熱し付き合わせて融着させることにより、筒状被覆材が、長尺のプラスチック管の外周全面に被せられた構造とする。この際、発泡体シートが円錐筒状ガイドを通過する時の通過抵抗を4.5kg以下とする。これにより、長尺の被覆材付プラスチック管を所定長さに切断した時の筒状被覆材の収縮率が2%以下である被覆材付プラスチック管を製造する。
(もっと読む)
微細中空成形体の製造方法

【課題】 本発明は、井桁やメッシュ、キャピラリー流路等を含むマイクロ/ナノスケールの多層三次元構造を、接合強度に優れるように精度よく且つ再現性良く形成することができる微細中空成形体の製造方法を提供する。
【解決手段】 熱可塑性樹脂を主体とする加熱消滅性組成物を、所定の微細パターンが形成されている型に塗布し、加熱消滅性組成物層を積層する工程、リバーサルインプリンティング法により、微細パターンに応じた加熱消滅性組成物層を基材上に転写する工程、加熱消滅性組成物層の少なくとも一部が外部に露出するように、加熱消滅性組成物層上に樹脂層を形成する工程及び加熱して加熱消滅性組成物を除去して微細中空を形成する工程からなることを特徴とする微細中空成形体の製造方法。
(もっと読む)
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】発泡ゴム層のセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法およびこの方法で製造した導電性ゴムローラーを基層部材とする電子写真装置用ローラーを提供する。
【解決手段】導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、またはその混合物を含むゴム組成物からゴム組成物チューブを成形する工程およびマイクロ波加硫装置内を該ゴム組成物チューブを0.5〜3.0m/minの搬送速度aで搬送しながら、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、照射出力0.5〜2.5KWのマイクロ波を照射し、このときの被加熱物の最高温度をb℃としたとき、b/aの値が66〜600℃・min/mとなるように昇温加熱して、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する工程を含むことを特徴とする導電性ゴムローラーの製造方法。
(もっと読む)
平ベルト
【課題】 厚みが薄くなおかつ厚みのばらつきが少ない平ベルトを提供する。
【解決手段】少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層7と、ゴム層7内に埋設された心線3と、心線3より内周面においてゴム層7に埋設された帆布1とからなる平ベルト。帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成する。成形は金型面と反対側にゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱圧縮する。
(もっと読む)
ポリベンゾイミダゾール成形体の製造方法および成形用金型
【課題】 前処理を施さないPBI粉末と同様に成形性に優れ、かつ品質の安定したPBI成形体が製造できる。
【解決手段】 中和洗浄後のPBI粉末に振動を加えながら減圧状態で乾燥し、室温以上に予め加熱された金型のキャビティ内に乾燥後のPBI粉末を投入する充填工程と、該充填後の体積よりも密になるように金型に第1次圧力を印加して、100℃以上、樹脂の2次転移点未満に加熱する予備加熱工程と、その温度を保持したまま、第1次圧力以上の第2次圧力を所定時間加え、次いで第1次圧力に戻した後にPBI樹脂の2次転移点以上にPBI粉末を加熱する加熱工程と、該加熱工程の温度を保持したまま第3次圧力を所定時間印加する加熱加圧工程と、金型のキャビティ内の温度を連続的に降下させるとともに、その温度降下が開始された後に第3次圧力を段階的に降下させる降熱降圧工程とを有する。
(もっと読む)
半導電性シームレスベルトおよびその製造方法
【課題】 導電性フィラーの凝集が抑制され、電圧依存性が極めて小さく、電気抵抗値のバラツキが小さく、経時的な電気抵抗の変化の小さい半導電性シームレスベルトおよびその製造方法を提供すること。
【解決手段】 導電性フィラーを含有するポリイミド樹脂からなる半導電性シームレスベルトであって、該半導電性シームレスベルトの表面抵抗率の常用対数値が9〜11(logΩ/□)であり、かつ100V及び500Vの電圧を印加した時の表面抵抗率の常用対数値の差が0.5(logΩ/□)以内であることを特徴とする。
(もっと読む)
製紙と紙加工に関する応用のための樹脂含浸エンドレスベルト構造を製造するための方法及びそのベルト
抄紙機のロングニッププレスにおける使用、及び他の製紙や紙加工に関する応用のために設計された、樹脂含浸エンドレスベルト構造を製造するための方法及びベルト構造であり、これは重合体樹脂材を基礎基材へと平均直径が10μ(10ミクロン)以上ある滴状の正確な予め決められたパターンで適合させることを必要とする。そのとき、重合体樹脂材はその組成にふさわしい方法で固着され、ベルトに均一の厚さと滑らかで且つ巨視的には単一表面を付与するために、任意に研磨されてよい。 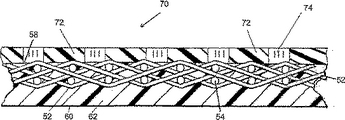 (もっと読む)
(もっと読む)
チャック用爪を溶着する方法
【課題】チャック用爪の表面形状が安定的に固化せず、一定の形状を連続的に保持することが困難であったことを、溶着用ローラーを一定温度に加熱することにより解決し、単層フィルムまたはラミネーとフィルムに印刷機を用いずに多色印刷、高級印刷が容易にできるチャック爪とフィルムを溶着する方法の提供。
【解決手段】熱可塑性樹脂の単層フィルムまたはラミネートフィルムの熱可塑性樹脂面に、押出機よりチャックの爪状に賦形された溶融状の連続したチャック用爪を溶着する方法において、温度30〜130℃に加熱された溶着用ローラー上の前記フィルムの熱可塑性樹脂面に溶融状のチャック用爪を接触する前の位置において、ニップローラーにより該フィルムを溶着用ローラーに押圧し、溶着用ローラー上の前記フィルムの熱可塑性樹脂面に溶融状のチャック用爪を接触させ、十分に溶着した位置で水を吹きつけて冷却し、チャック爪を溶着する方法。
(もっと読む)
シールリングおよびその製造方法
【課題】 PTFE製のシールリングを製造する際に、加熱(焼成)工程などで形状変化や寸法変化がないようにし、内外径面の仕上げ旋削加工を不要とするシールリングとし、またはその製造方法とすることである。
【解決手段】 シールリングAは、四フッ化エチレン樹脂粉末を主成分とする円筒形圧縮成形体1からなり、その内周面に仕上げ寸法の円柱型の金型2を嵌め、次いでその圧縮成形品の全体を四フッ化エチレン樹脂の融点以上に加熱して焼成し、円筒形圧縮成形体1の内周面1aに金型2による溶融成形層を形成し、円筒形圧縮成形体1を軸方向に所要幅で切断して製造する。焼成前に予想した通りの内径寸法と外径寸法が得られ、内・外径を旋削によって修正せずとも仕上げ面として使用できるシールリングを製造できる。
(もっと読む)
人工畳表の製造法
【課題】 熱可塑性合成樹脂フィルムで形成したテープ原糸を、収束成型ノズルで加熱成型した模造イ草で、人工畳表を製造する方法に於て、模造イ草製造段階から、最終畳表製品までに亘る、熱アニーリング処理を合理化し、人工畳表製造の画期的な合理化を図る。
【解決手段】 長手方向に延伸した熱可塑性合成樹脂フィルムのテープ原糸12を、加熱された収束成型ノズル15に導通して製造した模造イ草22を、熱収縮性を内在する状態で緯条として用いて織成し、織成後の製品ロット25の状態で、熱弛緩処理して模造イ草22の熱収縮性を除去することにより、熱的に安定した人工畳表の製造を合理化する。
(もっと読む)
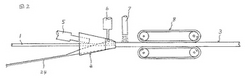
伝動ベルトの製造方法
【課題】伝動ベルトの製造時において、離型剤が補強布に浸漬することなく、補強布がゴムシートと剥離しない伝動ベルトの製造方法を提供する。
【解決手段】溝状部4と突状部5を交互に有し、内面に補強布30が位置するように型付けた補強布入り伸張ゴムシート53を溝付モールドに装着し、その上から心線50及び補強布30を積層する伝動ベルトの製造方法であって、該伸張ゴムシート53上で補強布30の巻き始め部に該伸張ゴムシート53と補強布30の間にゴム板70を挟む伝動ベルトの製造方法にある。
(もっと読む)
極低温複合材圧力容器の製造方法
【課題】 軽量で強度特性に優れるとともに、極低温環境下においても亀裂が発生することがなく高い気密性を有する極低温複合材圧力容器を製造する方法を提供する。
【解決手段】 内殻10及び外殻20を有する耐圧層と、内殻10の内面に形成された気密樹脂層30と、を備える極低温複合材圧力容器の製造方法である。気密樹脂層30の融点以上の加熱に耐え得る繊維強化樹脂複合材で内殻10を成形し、内殻10の内面に熱可塑型気密性樹脂フィルムを融着することにより気密樹脂層30を形成し、気密樹脂層30の融点未満の温度で成形される繊維強化樹脂複合材で外殻20を成形する。
(もっと読む)
スリーブ被覆部材の製造方法
【課題】しわの発生を防止あるいは抑制するようにして耐久性のあるスリーブ被覆部材を歩留まりよく製造できるスリーブ被覆部材の製造方法を提供する。
【解決手段】 金型12内に、基体14と、その外側に、予め弾性変形領域を超え塑性変形領域まで軸方向に張力を加えて延伸され、その延伸状態から張力が解除され放置されて、伸びの緩和が生じている状態の樹脂スリーブ16とをほぼ同軸に配置する。その後、基体14と樹脂スリーブ16との間に、弾性材料前駆体18を注入する。そして、樹脂スリーブ16の伸びの緩和が実質終了する時間内に、弾性材料前駆体18を所定硬度に硬化させるようにする。スリーブ被覆部材は、いわゆる熱定着ローラあるいは熱定着ベルトを構成するもので、最外層に樹脂スリーブ16が設けられている。
(もっと読む)
大型造形物製作用の可変積層高速造形装置
【課題】大きさを問わずに、板状部材10を精巧に切断して造形する大型造形物製作用の可変積層高速造形装置を提供する。
【解決手段】本発明の大型造形物製作用の可変積層高速造形装置は、板状部材10をその長手方向に往復移送させるコンベアー200と、コンベアー200の下部に設置され、板状部材10の幅方向に往復運動する直線移送手段300と、板状部材10の幅方向に沿った軸をその中心軸として旋回運動するように直線移送手段300に結合された旋回手段400と、板状部材10の幅方向にわたって位置し、その幅方向に並進運動するように旋回手段400にリンク結合された並進手段500と、並進手段500の一側に結合され、板状部材10を切断する熱線600と、熱線600によって切断された板状部材10を造形物が形成されるように順次積層する積層手段と、造形物に対するデータを保存し、これらの手段の作動を制御するシステム制御手段700とを含む。
(もっと読む)
少なくとも一つの挿入体を有する中空体の製造方法及び装置
【課題】少なくとも一つの一体化された挿入体を有する中空体を速く、且つ極めて定性的な方法で製造し得るツインシート法による製造方法とその装置の提供。
【解決手段】熱可塑性未成形体11,12が単一の閉鎖可能な機械ハウジング22内に供給されて別個に、同時的に成形体12’に成形され、その後少なくとも一つの挿入体33が上記成形体内に挿入・固定され、成形体が押し付けられて接合され一体化される。この装置10は、二つの成形ステーション14及び15及びそれぞれ対応する成形手段31及び30と加熱手段25及び24を備え、挿入体を有する成形体12’は、他方の成形体11’に接触し且つ接合するために、対応する成形手段31の移動部32によって移動される。
(もっと読む)
プラスチックまたは金属プラスチック製軟質チューブの製造方法
軟質チューブ胴部の製造方法であって、一つまたは複数のプラスチックまたは金属層から成る平坦な帯材から円筒状のスリーブを製造する過程と、それに続いて前記胴部を得るために所望の長さに前記円筒状のスリーブを切り抜く過程とから成る製造方法。該製造方法は、円筒状のスリーブの製造過程の前に、少なくとも0.5%に等しい薄肉化、または振幅が少なくとも厚みの1/30とその5倍の間に含まれる凹凸の生成となる塑性変形を前記帯材に加える予備過程を備える。帯材は例えば、ほぼ平行な二本のカレンダーロールの間に含まれるギャップ内を通る。典型的には、カレンダーロールは帯材の幅1ミリメートルあたり2.5ニュートンと500ニュートンの間に含まれる応力を、該帯材にかける。 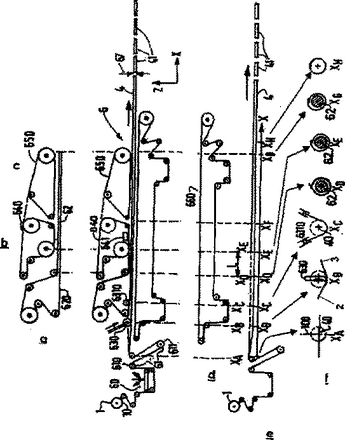 (もっと読む)
(もっと読む)
ハス歯ベルトの製造方法及びハス歯ベルト
【課題】位置決め不良や往復動に伴う振動、また、プーリ側面のフランジに接触して側面コスレにより耐久性の低下を防止するために、ハス歯の影響による片寄りの発生しないキャリッジ駆動用ハス歯ベルトを開発する
【解決手段】芯線の撚り角度をハス歯角度を相反する角度とし、ハス歯角を5〜15°とし、芯線の撚り角度を15〜3°とする。
(もっと読む)
プラスチック成形品の製造方法
【課題】家電製品のキャビネットに多用されているポリスチレン等のプラスチックを簡易に低コストで成形品に成形可能な製造方法を提供する。
【解決手段】
プラスチックPLを粉砕して粒状とし、この粒状のプラスチック破砕物に揮発性の溶剤30を混合し、溶剤30が混合されたプラスチック破砕物を成形し、成形品PAを得る。
(もっと読む)
複合材料から成る構成部品の修理箇所を硬化させるための容器およびシステム
【解決課題】
現場において複合材料から成る構成部品の修理箇所に加圧してこの修理箇所を硬化させるための圧力容器を提供する。
【解決手段】
この圧力容器は、構成部品の修理箇所を収容するためのチャンバーを備える本体と、チャンバーの内部に配置されたヒータの過熱エレメントがこの過熱エレメントに電力を供給するためにチャンバーの外にある電源に連結することができる孔部と、チャンバーを加圧することができるポンプと、を有する。このチャンバーを加圧することによって、この圧力容器は、14.7psiを超えてチャンバー内に配置された修理箇所に加圧し、よって現場において修理箇所をより強固にしてより好適な硬化を提供する。更に、この圧力容器は、現場において、オートクレーブより容易に一箇所から別の箇所へ運搬することができる。
(もっと読む)
レンズコーティングの硬化方法
第1面と、第2面と、第1面上に設けられた反射防止またはミラーコーティングとを有するレンズを用意すること;熱硬化コーティングをレンズの第2面上に堆積させること;および熱硬化コーティングを反射防止またはミラーコーティングに損傷を与えることなく加熱することを含む方法。他の方法は、第1面と、第2面と、第1面上に設けられた第1コーティングとを有するノンピュアポリカーボネート製レンズを用意すること;熱硬化コーティングを、レンズの第2面に堆積させること;および熱硬化コーティングを、第1コーティングに損傷を与えることなく加熱することとを含む。さらに他の方法も開示されている。 (もっと読む)
201 - 220 / 220
[ Back to top ]