
Fターム[4K024BA02]の内容
電気メッキ方法、物品 (25,708) | 被メッキ材料 (2,588) | 金属、合金 (1,899) | 鉄、鋼 (640)
Fターム[4K024BA02]の下位に属するFターム
Fターム[4K024BA02]に分類される特許
41 - 60 / 295
成形ロールおよびその製造方法
【課題】硬質クロムめっきに固有の高硬度と離型性を維持しつつ、クラックのない硬質クロムめっき層を有する成形ロールを提供すること。
【解決手段】鋼材からなるロール胴部表面にアモルファス状ニッケル合金層が被覆され、当該アモルファス状ニッケル合金層上に0.1μmRy以下の表面粗さを有する硬質クロムめっき層が被覆されている。
(もっと読む)
電子部品材
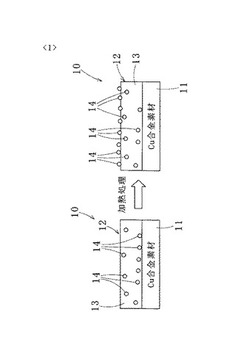
【課題】安定した品質のAg−Bi合金皮膜層を経済的に、しかも生産性よく、目標とする厚みに形成した電子部品材を提供する。
【解決手段】電子部品材10は、素材11の表面に、Bi14の含有量が0.01〜3at%であるAg−Bi合金めっき層12が設けられているので、安定した品質のAg−Bi合金皮膜層を経済的に、しかも生産性よく、目標とする厚みに形成している。また、Ag−Bi合金めっき層12の平均厚みは、0.2〜10μmである。
(もっと読む)
複合材料

【課題】鋼から構成された部材における水素脆化を抑制する。
【解決手段】複合材料は、鋼材101と、鋼材101の表面に形成された金属めっき膜102とから構成されている。ここで、金属めっき膜102は、鉄よりも水素との結合エネルギーが小さく、表面における水素イオンが水素分子になる化学反応の交換電流密度が鉄より小さい金属から構成されている。なお、鋼材101は、例えば、よく知られた炭素鋼である。
(もっと読む)
燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、そのめっき鋼板を用いたパイプ及び給油パイプ
【課題】ガソリン、軽油、バイオエタノール、バイオディーゼル燃料などの燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、パイプ及び給油パイプを提供する。
【解決手段】鋼板の表面にZn、Co及びMoを含有するめっき層を有しており、前記めっき層中におけるZnに対するCoの組成割合が、0.2〜4.0at%(原子濃度)とすることを特徴とする、燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板。
鋼板からなるパイプの内面に、Zn、Co及びMoを含有するめっき層を有していることを特徴とする、燃料蒸気に対する耐食性を有するパイプ。
燃料を燃料タンク23に給油するための給油パイプ20であって、燃料が通過する太径パイプ部21と、太径パイプ部の上部と下部とを通気する細径パイプ部22とを有し、少なくとも太径パイプ部の内面に、Znに対するCoの組成割合が、0.2〜4.0at%であるZn、Co及びMoを含有するめっき層を有している給油パイプ。
(もっと読む)
防食皮膜及びマグネシウム部材
【課題】金属基材の耐蝕性を確実に向上させることができる防食皮膜を提供する。
【解決手段】本発明の防食皮膜1は、金属基材Mの表面に形成され、ニッケルを含有する第一膜11と、第一膜11上に形成され、鉄又はクロムを含有する第二膜12と、第二膜12上に形成され、亜鉛を含有する第三膜13と、を備えることを特徴とする。
(もっと読む)
ゴムとの接着性に優れた極細めっき鋼線
【課題】 生産性を損なわず、また、伸線加工性を劣化させることなく、Co塩を配合しないゴムとの接着性に優れ、かつ時間が経過しても接着強度の劣化が少ない、ゴムとの接着性に優れた極細めっき鋼線を提供する。
【解決手段】 極細鋼線の表面に複層めっきを設けた極細めっき鋼線であって、線径が0.1〜0.4mmであり、前記複層めっきは、前記鋼線の表面に設けた平均厚さ20〜500nmの被覆Cuめっきと、最表層に設けた平均厚さ10〜50nmの接着Cuめっきと、前記被覆Cuめっきと前記接着Cuめっきとの間に設けた拡散防止層とからなるゴムとの接着性に優れた極細めっき鋼線。拡散防止層は、平均厚さ2〜25nmのNiめっき、Coめっき、Crめっきのいずれか1種であることが好ましい。
(もっと読む)
メッキ被覆材、メッキ被覆材の製造方法、および電子部品
【課題】電子部品のリード端子などに適用した場合に、ウイスカの発生を防止でき、特殊な処理を施すことなくメッキできるメッキ被覆材の提供など
【解決手段】この発明のメッキ被覆材は、鉄を主成分とする基材と、この基材の表面に形成される錫と銅の合金のメッキ膜と、を備え、その合金の銅の含有率が10wt%以上かつ35wt%以下となるようにした。また、そのメッキ膜の厚さは、5μm以上かつ20μm以下となるようにした。
(もっと読む)
ゴムとの接着性に優れた極細めっき鋼線
【課題】 生産性を損なわず、また、伸線加工性を劣化させることなく、Co塩を配合しないゴムとの接着性に優れ、かつ時間が経過しても接着強度の劣化が少ない、ゴムとの接着性に優れた極細めっき鋼線を提供する。
【解決手段】 線径が0.1〜0.4mmであり、表面に、平均厚さが50〜500nmであるめっき層を有し、該めっき層は、質量%で、Cu:65〜80%、Co:0.5〜5%、Mo:0.1〜5%を含有し、残部がZn及び不可避的不純物からなることを特徴とする。
(もっと読む)
内面めっき方法及び内面めっき用補助極
【課題】管状被めっき物、特に大きく屈曲した管状被めっき物にも適用可能で、管内面に良好にめっきが施せる方法並びにそれに使用して好適な補助極を提供する。
【解決手段】めっき液にパイプ1を浸漬して電気めっきを施す場合において、パイプ1内には可撓性を有する線状の補助陽極21が挿通され、その補助陽極21の外周には合成樹脂糸を編んだ筒状網スペーサ22を嵌装して、パイプ1の内面と補助陽極21とが非接触状態となるようにした。
(もっと読む)
ディスクブレーキ
【課題】鉄やアルミニウムからなる基体の表面に施したクロムめっきの耐食性を確保するための製造効率を向上させる。
【解決手段】アルミニウム合金製のピストン基体の表面に陽極酸化皮膜層を形成し、該陽極酸化皮膜層上にクロムめっき層を形成した後、硝酸溶液に浸漬する、不動態化処理によりピストンの開口側端面のクロムめっき層の表面およびマイクロクラックの内部に不動態皮膜を形成する。これにより、研磨によりマイクロクラックを閉塞させることが困難であったピストンの開口側端面におけるクロムめっき層の耐食性を確保した上で、製造効率を向上させることができる。
(もっと読む)
耐遅れ破壊性に優れた引張強度1180MPa以上を有する高強度鋼板
【課題】耐遅れ破壊特性に優れた鋼板、特に、主として自動車分野および建材分野に用いる強度部材として好適な、耐遅れ破壊特性に優れた、引張り強度1180MPa以上を有する高張力鋼板を提供する。
【解決手段】
鋼板表面に、金属Sn量として10mg/m2以上2000mg/m2以下のSnまたはSnを主体とする合金を被覆したことを特徴とする引張強度が1180MPa以上である耐遅れ破壊性に優れためっき鋼板。
(もっと読む)
塗装金属製品とその塗装法
【課題】表面の光沢に富む材質感を残しつつも、半永久的な耐蝕性や密着力、装飾効果などを発揮できる塗装金属製品を提供する。
【解決手段】ステンレス鋼や鉄、その他の金属基材(M)の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(13)を形成すると共に、その黒色化成被膜(13)の表面へ有彩色の第1塗装膜(17)と、その第1塗装膜(17)の表面へ透明の第2塗装膜(18)とを積層一体化した。
(もっと読む)
中和処理容器用材料
【課題】
潜熱回収型給湯器などの、排ガスから生じたドレン水を中和して排水するために、中和処理を行うための中和処理容器の材料を提供する。
【解決手段】
排ガスから潜熱を回収する際に生成したドレン水を中和する中和処理容器用材料であって、11〜25質量%のCrを含有する含Cr鋼を基材とし、基材の表面に5〜60g/m2のZnを含有する被覆物が存在することを特徴とする中和処理容器用材料。
(もっと読む)
無機防錆皮膜、並びに、無機防錆皮膜を形成するためのめっき方法、及び、これに用いられるめっき液
【目的】鉄製品又は鉄基合金製品に施される亜鉛めっきの白錆を防止できるとともに、人体に安全で環境問題の懸念がない無機防錆皮膜、並びに、鉄製品又は鉄基合金製品のめっき方法、及び、これに用いられるめっき液を提供すること。
【解決手段】無機防錆皮膜Nは、基材Jに形成された亜鉛皮膜Kと、亜鉛皮膜Kに形成されたマンガン皮膜Mとからなる。亜鉛皮膜Kの膜厚は、5μm以上20μm以下であり、マンガン皮膜Mの膜厚は、0.5μm以上10μm以下である。無機防錆皮膜Nは、鉄製品又は鉄基合金製品である鉄系素材を被めっき物として亜鉛めっき液に浸漬することによりその表面に亜鉛皮膜が形成された被めっき物を得る亜鉛めっき工程と、被めっき物を所定のマンガンめっき液に浸漬することによりその表面にマンガン皮膜が形成された被めっき物を得るマンガンめっき工程とを含む。
(もっと読む)
半導体装置用リードフレームとその製造方法
【課題】半導体装置用リードフレームとその製造方法において、複数のめっき層を積層する場合におけるめっき層同士の密着性を向上させ、半導体装置の製造工程におけるワイヤーボンド性の低下や実装の際の半田付け性の悪化を抑制するとともに、製造コストの効果的な削減を図る。
【解決手段】 導体基材20上に下地めっき層21を形成し、当該下地めっき層21の上に金属結合性を有する有機被膜22を介して最表めっき層23を積層することで、リードフレーム2a、2bを構成する。有機被膜22は、主鎖部B1の両末端に金属結合性の官能基A1、A1を持つ機能性有機分子11を自己組織化させた単分子膜として構成する。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体をコバルト塩溶液にて表面処理をする。コバルト塩溶液のpHは5.0〜7.0、コバルト塩濃度は0.01〜0.10mol/Lが好ましい。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体を有機溶媒にて洗浄する。有機溶媒は水溶性有機溶媒であることが好ましく、また、ゴム補強用線条体はスチールワイヤであることが好ましい。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体を酸性金属塩水溶液にて洗浄する。酸性金属塩水溶液のpHは5〜7、酸性金属塩の濃度が0.01〜0.10が好ましく、酸としては酢酸を好適に用いることができる。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線およびそれを用いた空気入りタイヤ
【課題】環境に配慮しつつ、ゴムとの接着性に優れたブラスめっき鋼線の製造方法、ブラスめっき鋼線およびそれを用いた空気入りタイヤを提供する。
【解決手段】シアン化合物を含まない非シアンブラスめっき浴を用いて鋼線にブラスめっき処理を施すブラスめっき鋼線の製造方法である。非シアンブラスめっき浴が、銅塩と、亜鉛塩と、ピロリン酸アルカリ金属塩と、アミノ酸またはその塩から選ばれた少なくとも一種と、を含有し、かつ、pHが8.5〜14であり、ブラスめっき処理を、鋼線の伸線加工による伸線加工歪を是正する熱処理後に、非シアンブラスめっき浴の浴温50℃以下、陰極電流密度3〜10A/dm2の条件で施すことにより、ブラスめっき被膜厚を800nm以下で、かつ、ブラスめっき結晶平均粒径を50nm以下とする。
(もっと読む)
めっき浴、めっき方法、めっき膜、放熱板
【課題】モリブデンを高濃度で含有する銅合金からなるめっき膜を形成できるめっき浴およびめっき方法を提供する。
【解決手段】被めっき体上にモリブデンを含有する銅合金からなるめっき膜を形成するために用いられるものであり、銅イオン供給源とモリブデンイオン供給源とを含み、めっき浴中の銅原子とモリブデン原子とのモル比が12.6:87.4〜0.5:99.5の範囲であることを特徴とするめっき浴とする。
(もっと読む)
41 - 60 / 295
[ Back to top ]