
Fターム[4K042DA06]の内容
Fターム[4K042DA06]の下位に属するFターム
再溶融 (4)
Fターム[4K042DA06]に分類される特許
81 - 100 / 727
水素環境下で長寿命である転動部品や歯車の製造方法
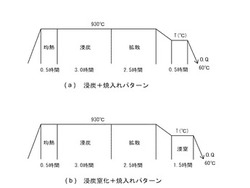
【課題】 鋼材および部品の加工性についても考慮して、水素侵入環境下でも長寿命な鋼部品、例えば軸受部品や歯車の製造方法を提供する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.01〜1.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.035%以下、Cr:1.30〜3.50%、Al:0.003〜0.10%、N:0.004〜0.050%を含有し、残部がFeおよび不可避不純物である鋼材からなる転動部品もしくは歯車を、図2に示すパターンからなる浸炭もしくは浸炭窒化処理により、これらの転動部品もしくは歯車の鋼材表層面中の(C+N)量を0.50〜0.75%とすることにより水素環境下での寿命に優れた転動部品もしくは歯車の製造方法である。
(もっと読む)
高強度ばねとその製造方法

【課題】従来の技術と比較して、より高強度のばねを提供する技術を提供する。
【解決手段】 本願の高強度ばね2は、鋼材層12と、鋼材層12の表面に形成された窒化物の化合物層14とを有する。鋼材層12は、質量%で、C:0.55〜0.75、Si:1.50〜2.50、Mn:0.30〜1.00、Cr:0.80〜2.00、W:0.05〜0.30、残部が鉄および不可避的不純物を含有する。そして、鋼材層12中に析出している炭化物16の平均長さが0.12μm以下で平均幅が0.04μm以下となっている。
(もっと読む)
窒化処理機械部品の製造方法
【課題】窒化処理において、機械部品の低歪みを維持しながら、高い表層硬さと深い硬化層とを比較的短時間(数時間程度)の処理で生成する。
【解決手段】本実施の形態による製造方法は、鋼材を準備する工程と、式(1)〜式(4)により定義されるオーステナイト体積分率Fγ(T)の値が0.10≦Fγ(T)≦0.60を満たし、かつ700℃以上となる窒化処理温度T(℃)で、鋼材に対して窒化処理を行う工程と、窒化処理後、鋼材を急冷する工程とを備える。
K=44.7×Si−30×Mn−11×Cr (1)
Xα(T)=(910−T)/8394 (2)
Xγ(T)=(910+K−T)2/41209 (3)
Fγ(T)=(C−Xα)/(Xγ−Xα) (4)
ここで、式(1)及び式(4)中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有し、任意の横断面において、面積比率でベイナイトを65%以上、残留オーステナイトを4〜13%含む組織を有し、前記残留オーステナイト中の平均炭素濃度が0.65〜1.7%であり、横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、中心の硬さが550〜650HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心の硬さより50〜500HV大きい高硬度層が形成されている。
(もっと読む)
転がり軸受
【課題】風車用軸受や建設機械用軸受のように、組織変化型剥離が生じ易い条件で使用する転がり軸受の転動疲労寿命を長くする。
【解決手段】内輪1を、〔C〕:0.10〜0.30質量%、〔Si〕:0.20〜0.50質量%、〔Mn〕:0.20〜1.20質量%、〔Cr〕:2.6〜4.5質量%、〔Mo〕:0.10〜0.40質量%、〔Ni〕と〔Cu〕:0.20質量%以下、〔S〕:0.02質量%以下、〔P〕:0.02質量%以下、〔O〕:12ppm以下の合金鋼で、直径10μm以上の酸化物系介在物:10個/320mm2 の素材を用い、浸炭または浸炭窒化と焼入れ焼戻しを行って、軌道面の1%D位置で、〔C+N〕:0.8〜1.2質量%、Hv:720〜830、残留オーステナイト量:20〜40体積%、圧縮残留応力:50〜200MPa、表面粗さ:粗さ曲線の最大山高さ(Rp)で1.0μm以下とし、芯部の硬さ:Hv400〜550とする。
(もっと読む)
転がり軸受
【課題】風車用軸受や建設機械用軸受のように、組織変化型剥離が生じ易い条件で使用する転がり軸受の転動疲労寿命を長くする。
【解決手段】内輪1を、〔C〕:0.95〜1.1質量%、〔Si〕:0.20〜0.70質量%、〔Mn〕:0.30〜1.2質量%、〔Cr〕:0.90〜1.6質量%、〔Mo〕:0.30質量%以下、〔Ni〕と〔Cu〕:0.20質量%以下、〔S〕:0.02質量%以下、〔P〕:0.02質量%以下、〔O〕:12ppm以下の合金鋼で、直径10μm以上の酸化物系介在物:10個/320mm2 の素材を用い、浸炭または浸炭窒化と焼入れ焼戻しを行って、軌道面の1%D位置で、〔C+N〕:1.10〜1.50質量%、Hv:700〜800、残留オーステナイト量:20〜40体積%、圧縮残留応力:50〜200MPa、表面粗さ:粗さ曲線の最大山高さ(Rp)で1.0μm以下とする。
(もっと読む)
カバー付き処理装置
【課題】処理ラインの横幅のコンパクト化が図れると共にカバーにより覆われて良好な外観品質と、良好なメンテナンス性を図れるカバー付き処理装置を提供する。
【解決手段】ワークWを搬送する搬送機構80とワークWを処理するワーク下部熱処理部50、ワーク上部熱処理部60、アフタークール処理部70等とを含む熱処理ライン2をフレーム3のベース部4上に配設し、搬送機構80とワーク下部熱処理部50、ワーク上部熱処理部60、アフタークール処理部70等とをベース部4の正面側端部からの距離が異なるように前後に重なる位置に配設し、フレーム3の正面側を正面カバー100で覆い、この正面カバー100はベース部4上を覆う上部開閉戸112を備え、上部開閉戸112はベース部4の正面側端部近傍に配置した下縁部と、下縁部より上方にベース部4の正面側端部より外側に膨出したオーバーハング部126とを有し、オーバーハング部126により熱処理ライン2の最も正面側へ突出した突出部位21,22を覆っている。
(もっと読む)
複合磁性体およびその製造方法、複合磁性体を用いた運動案内装置
【課題】高硬度でありながらも磁性/非磁性が共存した複合磁性体を製造する。また、複合磁性体を転がり摺動部材に適用することで、従来にはない機能を有する運動案内装置を提供する。
【解決手段】この複合磁性体の製造方法では、非磁性体であるオーステナイト系ステンレスに対して、低温窒化処理を行うことで非磁性を維持したまま拡張オーステナイトを生成させるS相生成工程と、拡張オーステナイトが生成された非磁性体であるオーステナイト系ステンレスにおける磁性を付与しようとする所望の箇所に対して加熱処理を行うことで、非磁性体であるオーステナイト系ステンレスに対して部分的な磁性領域を形成する部分磁化工程とを含む処理を実行する。S相生成工程では、処理温度450℃以下で低温窒化処理が施され、部分磁化工程では、500℃以上の加熱温度で加熱処理が行われる。
(もっと読む)
浸炭焼入方法
【課題】微細クラックや機械的特性の低下を生じさせることなく浸炭処理の処理時間を短縮することができる浸炭焼入方法を提供する。
【解決手段】本発明は、はだ焼鋼からなる被処理部材を浸炭焼入するための浸炭焼入方法であり、前記被処理部材を処理温度である1050℃〜1350℃まで加熱する加熱工程と、前記被処理部材を前記処理温度で保持し、前記被処理部材表面の炭素濃度がJE線未満又はAcm線未満となるように調整された浸炭雰囲気で浸炭処理を行うとともに、前記浸炭処理によって炭素が拡散した範囲である拡散層の炭素濃度を0.6wt%以下にする浸炭工程と、前記浸炭工程の後、所定の焼入温度に降温し、焼入れを行う一次焼入工程とを備えている。また、前記一次焼入工程後の前記被処理部材を1000℃以下かつA3線又はAcm線より高い温度で保持する保持工程と、前記保持工程の後、焼入れを行う二次焼入工程とを備えている。
(もっと読む)
配管の残留応力改善方法と、その施工管理方法
【課題】350℃未満の施工温度で配管の溶接部近傍内面に作用している引張残留応力を圧縮化する方法を提供する。
【解決手段】配管溶接部近傍を外面からのヒータ加熱により350℃未満の施工温度に加熱した後、配管内部に冷却水を供給して内面を急冷する工程を少なくとも2回以上繰り返す。施工管理については、冷却水を供給して内面を急冷した際の外面温度の低下速度と温度測定位置の配管板厚に基づき内外面の温度差を評価し、内外面の温度差により生じる熱応力が配管材料の降伏応力以上であることを確認する。
(もっと読む)
疲労強度に優れた歯車およびその製造方法
【課題】自動車および各種産業機器等の高い面圧疲労強度の要求される歯車とその製造方法を提供する。
【解決手段】特定成分の鋼を、鍛造または鍛造後の機械加工により歯車形状とした後、浸炭(浸窒)焼入焼戻しを行い、その後ショットピーニングを行って製造する際、浸炭表層部:歯車の表面から30μm深さまでの残留γ組織(体積%)が25%以上、58%以下で、ショットピーニング後には7%以下であり、その他はマルテンサイト組織を有し、前記浸炭表層部の結晶粒度が8.5以上で、且つショットピーニング後の歯面および歯元の表面の圧縮残留応力が1500MPa以上で、表面の硬さがHV850以上で、残留γ量、歯面ビッカース硬さおよび歯面残留応力を因子とするパラメータ式を満足する歯車。
(もっと読む)
ブラインドファスナーおよびその製造方法
【課題】高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーとその熱処理方法を提供する。
【解決手段】中空スリーブを有するブラインドファスナーを熱処理する方法は、オーステンパ処理を含む。オーステンパ処理は、炭素含有率0.08〜0.13%の低炭素鋼を圧造した中空スリーブを800℃〜950℃に加熱保持し浸炭処理を行う工程と、その後320℃〜500℃で恒温保持する工程とを含み、炭素含有率(CP)値0.3〜0.5%にされる。
低炭素鋼のブラインドファスナーでも、オーステンパ処理により、スリーブの表面は硬く、表面以外の内部は伸びに適するよう軟らかくすることができ、高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーを得ることができる。
(もっと読む)
高強度鋼の水素脆化耐性向上方法
【課題】高強度鋼における水素脆化が抑制できるようにする。
【解決手段】ステップS101で、亜共析鋼からなる鋼材を加熱してオーステナイト相の組成とする。次に、ステップS102で、鋼材の中心部ほど速い降温速度で冷却して鋼材の表面ほどセメンタイト相が多い状態とする。鋼材の表面ほどセメンタイト相が多い状態となるので、このセメンタイト相が水素を捕獲するトラップサイトとなり、鋼材の内側への水素の侵入が抑制されるようになる。
(もっと読む)
ステンレス鋼製ねじ
【課題】オーステナイト系ステンレス鋼製のねじを用いて、ねじの締付けや緩めの操作を繰り返す場合に、ねじ面が「かじり」や「焼付き」を起こさないものとし、特に真空または清浄雰囲気下に無潤滑で使用される専用ねじについて、焼付きなどを起こさずに発塵も起こさないオーステナイト系ステンレス鋼製ねじを提供する。
【解決手段】オーステナイト系などのステンレス鋼製ねじの表面に、浸炭層もしくは窒化層または浸炭窒化層からなる表面硬化層を設けると共に、前記表面のうち少なくともねじ面は、電解研磨または化学研磨により、表面硬化層の当初表面から10μm以浅まで研磨した研磨面で形成したステンレス鋼製ねじとする。ねじ面は硬質であり、しかも滑面となって、耐摩耗性および低摩擦係数の摺動特性を備えたものになり、ねじ面は耐摩耗性、耐剥離性を備え、さらに低発塵性を有すると共に焼付きなどを起こさないものになる。
(もっと読む)
転動体転動面の熱処理方法と転動体転動面の熱処理装置
【課題】 熱的影響を低減させて矯正作業を不要とすることができ、且つ、十分な焼き入れ深さと硬度を得ることができる転動体転動面の熱処理方法と転動体転動面の熱処理装置を提供すること。
【解決手段】 転動体転動面に対する焼き入れをレーザー焼き入れによって行うようにした転動体転動面の熱処理方法において、上記レーザー焼き入れを施す前に予めプレヒート処理を施すようにしたものであり、それによって、素材の深部まで焼き入れ温度に加熱することができ、十分な焼き入れ深さを得ることができるものであり、また、レーザー焼き入れを施しているので熱的影響が大幅に軽減し、矯正作業を不要とすることができるものである。
(もっと読む)
金属リングの製造方法
【課題】金属リングの溶体化を行う炉内の温度分布を均一化し、金属リングの変形を低減させる金属リングの製造方法を提供する。
【解決手段】金属リングの製造方法は、圧延された金属リングに対する溶体化を行うために、大気圧と同圧の窒素雰囲気下で所定温度に加熱した後、5×10−3Paの真空下で該所定温度に所定時間保持し、その後、3〜155℃/分の冷却速度でマルテンサイト変態開始温度からマルテンサイト変態完了温度まで冷却する工程を備える。
(もっと読む)
軟窒化機械構造部品の製造方法
【課題】疲労強度と曲げ矯正性に優れる軟窒化機械構造部品の製造方法の提供。
【解決手段】C:0.20〜0.50%、Si:0.10〜0.50%、Mn:0.60〜1.60%、P≦0.05%、S≦0.10%、Cr:0.03〜0.40%、Ti:0.003〜0.050%、Al:0.001〜0.050%及びN:0.003〜0.030%を含有するとともに、〔1.30<0.5Si+Mn+4Cr+8Al+10Tieff<2.40〕を満たし、残部はFeと不純物からなる鋼を、仕上げ温度が850〜1250℃で、仕上げ温度〜300℃の平均冷却速度が5℃/秒以下である熱間鍛造を施し、その後部品形状に加工し、該加工材に620〜700℃の温度域で軟窒化を施した後、連続的に450〜600℃の温度域に冷却して、その温度域で熱処理を行う。
(もっと読む)
変更された低温表面硬化方法
【課題】低温ガス浸炭方法は優れた耐食性を有し硬化されたステンレス鋼製品を達成できるが、かかる過程をより迅速、より経済的な運転を達成できるように、この方法を改良すること、および従来可能であったよりも迅速に浸炭ができ、これによりこの手順の総費用を減らし得るステンレス鋼及びその他の鉄ベース材料の表面硬化のための改良された低温ガス浸炭方法を提供すること。
【解決手段】変更された低温表面硬化方法であって、より具体的には、加工物が、炭素を加工物内に拡散させるにために高い浸炭温度で浸炭用ガスと接触され、これにより析出炭化物の形成なしに所定厚さの硬化されたケースを形成するガス浸炭による加工物を表面硬化させる方法であって、浸炭の早期の段階中に迅速な浸炭を助長し同時に浸炭の後期段階における析出炭化物の形成を避けるように、浸炭の瞬間的速度が、浸炭中により減らされる方法など。
(もっと読む)
拡管性と低温靭性に優れた油井用溶接鋼管の製造方法および溶接鋼管
【課題】肉厚精度±10%を満足しながら、優れた拡管性と低温靭性を有する油井用溶接鋼管を提供する。
【解決手段】C,Si,Mn,Al,P,Sn,S,N,Oを規定し、かつ、30*C+100*(P+Sn)+1000*(S+N+O)を16.0%未満とした鋼スラブを特定の熱延条件で熱間圧延し、得られた熱延鋼帯を、スリットし、連続ロール成形によって円弧状断面とし、該円弧状断面の両端を溶接し、該溶接してなる溶接部のみを750〜1000℃に加熱後500℃以下まで5℃/s以上の冷却速度で冷却することで、拡管性と低温靭性に優れた引張強度490MPa以上、降伏比0.74〜0.92の油井用溶接鋼管を得る。鋼は、Cu,Ni,Cr,Mo,Nb,V,Ti,W,B,Ca,REMのいずれか1種又は2種以上を規定量だけ含有してもよい。
(もっと読む)
金属リングの押込装置
【課題】金属リングの熱処理を自動的にかつ大量に行うことを可能とした金属リングの整列ストッカーへの押込装置を提供する。
【解決手段】整列ストッカーと、リング受渡台と、リング整列機構とを備え、整列ストッカーは、複数の棚部材が平行にかつ一定間隔で支持されており、棚部材は、金属リングの外周より辺の総和が長い開口部と、リング受渡台と同一平面となるように上下方向に移動させる移動手段とを備え、リング整列機構は、金属リングを押し込むために押圧するワークプッシャーを備えると共に、開口部において、リング受渡台と同一平面に配置されたリングスライド補助部材を備える。
(もっと読む)
81 - 100 / 727
[ Back to top ]