
Fターム[4K042DA06]の内容
Fターム[4K042DA06]の下位に属するFターム
再溶融 (4)
Fターム[4K042DA06]に分類される特許
61 - 80 / 727
腐食疲労強度に優れるばね
【課題】 高強度でありながら、腐食疲労強度に優れたばねを提供する。
【解決手段】 本発明のばねは、ロックウェル硬さがHRC53〜HRC56であって、
ロックウェル硬さHRC53〜HRC56の範囲において、ロックウェル硬さをHとしたときの転位密度D(cm−2)が、式(1)を満足しており、旧オーステナイト結晶粒度番号がNO.10以上である。
(式1)D≧1.4×1011×H−6.7×1012
(もっと読む)
輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法
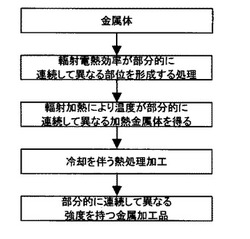
【課題】表面反射率が高い場合にも、簡単に所望の温度にまで加熱できる上に、連続的に強度の異なる部分を持つ金属加工品を、低コストで、生産性よく製造することができ、また強度の異なる部分の配置に制約の少ない異強度部分を持つことができる輻射伝熱加熱用金属板及びその製造方法を提供する。
【解決手段】近赤外線による輻射伝熱加熱が行われる金属板の表面の一部または全体に、ドットの数、ドットの1個当たりの大きさ、ドットの分布密度および/または模様の線の数、模様の線の太さ、模様の分布密度、模様のパターンによる反射率低減処理の濃淡が形成されている反射率低減処理処理領域を形成させる。その金属板を輻射伝熱加熱することにより部分的に温度の異なる加熱金属板としたうえ、例えばホットスタンプによって冷却を伴う熱処理加工を行う。
(もっと読む)
冷間加工性に優れる肌焼鋼および高疲労強度浸炭材

【課題】冷間加工性に優れるのみならず、浸炭の熱処理条件によることなく過剰な浸炭が抑制され、浸炭処理後に高い耐疲労特性を有する肌焼鋼を提供する。
【解決手段】C:0.10〜0.35質量%、Si:0.01〜0.50質量%、Mn:0.40〜1.50質量%、P:0.02質量%以下、S:0.03質量%以下、Al:0.04〜0.10質量%、Cr:0.5〜2.5質量%、Sb:0.002〜0.035質量%、B:0.0005〜0.0050質量%、Ti:0.003質量%以下およびN:0.0080質量%未満を含有し、残部はFe及び不可避不純物の成分組成とする。
(もっと読む)
熱処理歪みの少ない肌焼鋼
【課題】浸炭や浸炭窒化処理等の表面硬化処理後の焼入れ(以下、「浸炭焼入れ」で代表することがある)を行っても、熱処理歪みを小さくすることができ、円筒歯車の素材として有用な肌焼鋼を提供する。
【解決手段】C:0.05〜0.15%(質量%の意味、以下同じ)、Si:2.0%以下(0%を含まない)、Mn:0.95〜2.2%、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、Cr:0.2〜1.8%、Al:0.3%以下(0%を含まない)、N:0.02%以下(0%を含まない)、B:0.0005〜0.0050%およびO:0.003%以下(0%を含まない)を夫々含有し、残部が鉄および不可避不純物からなり、且つ所定の関係式で表されるマルテンサイト変態開始温度T(℃)が400℃以上であると共に、所定の関係式で表されるベイナイト変態開始時間t(秒)が15秒以上である。
(もっと読む)
転動軸
【課題】塑性変形、白色はく離、およびエッジロードによる摩耗などの不具合が防止される、耐久性の高い転動軸を提供する。
【解決手段】C:0.35〜0.5質量%、Cr:2.5〜7.0質量%、Mo:0.5〜3.0質量%、Mn:0.5〜2.0質量%、Si:0.1〜1.5質量%含有する合金鋼であり、浸炭窒化処理と焼入れと焼戻しとにより、Nをさらに含有し、表面から50μmの位置のN含有量は0.25〜0.7質量%で、表面硬さHvは650以上900以下で、部材全体の平均残留オーステナイト量(体積%)が、前記Cr、Mo、Siの含有量の和(質量%)の2.0倍以下で、表面から50μmの位置の残留オーステナイト量は、15〜45体積%で、さらに表面から50μm位置の、Si含有量、N含有量、残留オーステナイト量が、次の関係式:(Si含有量(質量%)+N含有量(質量%))/残留オーステナイト量(体積%)>0.01を満たす。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
高周波誘導加熱方法およびその装置
【課題】 縦長の加熱対象ワークを一連の作業工程において設定される許容時間内に均一に加熱することができる高周波誘導加熱方法およびその装置を提供する。
【解決手段】
螺旋状の高周波誘導加熱コイル1を把持するテーブル2a、2bと、
高周波誘導加熱コイル1の中央位置においてワーク3を載置するワーク載置手段4と、
テーブル2a、2bを高周波誘導加熱コイル1の長手方向に移動させる駆動手段5a、5bと、
ワークの温度を検出する温度検出手段6a1と、
選択されたプロファイルデータに基づき、高周波電源および駆動手段5a、5bを制御し、高周波誘導加熱コイル1の加熱量を制御する制御手段と、
、を備える。
(もっと読む)
転がり軸受および転がり軸受の製造方法
【課題】水素脆性起因の早期はく離を抑制できる転がり軸受を提供する。
【解決手段】転がり軸受は、円環状の軌道を有する外輪11および内輪12と、外輪11および内輪12に接触し円環状の軌道上に転動自在に配置された複数の玉13とを備えている。外輪11、内輪12および玉13のうち少なくとも1つの軸受部材はJIS規格SUJ2からなっている。軸受部材は焼入れされている。軸受部材は窒化処理された転走面11A、12Aおよび13Aを有している。軸受部材に直径19.05mmのSUJ2製標準転がり軸受用鋼球を荷重3.18kNで押し付け、10秒間保持した後に除荷することにより軸受部材に形成される圧痕の深さが0.2μm以下である。転走面11A、12Aおよび13AのロックウェルCスケール硬さがHRC61.2以上HRC63.3以下である。
(もっと読む)
転がり軸受および転がり軸受の製造方法
【課題】水素脆性起因の早期はく離を抑制できる転がり軸受を提供する。
【解決手段】転がり軸受は、円環状の軌道を有する外輪11および内輪12と、外輪11および内輪12に接触し円環状の軌道上に転動自在に配置された複数の玉13とを備えている。外輪11、内輪12および玉13のうち少なくとも1つの軸受部材はJIS規格SUJ3からなっている。軸受部材は焼入れされている。軸受部材は窒化処理された転走面11A、12Aおよび13Aを有している。軸受部材に直径19.05mmのSUJ2製標準転がり軸受用鋼球を荷重3.18kNで押し付け、10秒間保持した後に除荷することにより軸受部材に形成される圧痕の深さが0.1μm以下である。転走面11A、12Aおよび13AのロックウェルCスケール硬さがHRC60.5以上HRC62.1以下である。
(もっと読む)
析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材
【課題】機械的強度と靭性と耐食性とが高いレベルでバランスした析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材を提供する。
【解決手段】本発明に係る析出硬化型マルテンサイト系ステンレス鋼は、組成として、0.10質量%以下のC、13.0質量%以上15.0質量%以下のCr、7.0質量%以上10.0質量%以下のNi、2.0質量%以上3.0質量%以下のMo、0.5質量%以上2.5質量%以下のTi、0.5質量%以上2.5質量%以下のAl、0.5質量%以下のSi、0.1質量%以上1.0質量%以下のMnを含み、残部がFeおよび不可避不純物からなるマルテンサイト系ステンレス鋼であることを特徴とする。
(もっと読む)
硬化層形成方法および硬化層形成装置
【課題】ねじ部を有する小物部品を大量に一括して処理し、安定かつ均一な硬化層を形成することが可能な硬化層形成方法、およびこの方法に用いられる硬化層形成装置を提供する。
【解決手段】 真空チャンバ2内に備えられた金属製の回転容器3内にねじ部を有する小物部品を複数個収容して減圧した後、炭素ガスおよび窒素ガスのうちの少なくともいずれか一方のガスを供給して、このガス雰囲気中で回転容器3に陰極電圧を印加してプラズマ放電を行う一方、回転容器3を回転させながら、この回転容器3近傍に備えられたヒータ5を用いて回転容器内の温度を350℃から550℃の範囲内に加熱することにより、前記小物部品の表面に硬化層を形成する。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
耐ピッチング性に優れた浸炭窒化鋼部品
【課題】高価なMoを添加しないで、高い表面硬度を有するとともに、耐ピッチング性に優れた浸炭窒化鋼部品を提供する。
【解決手段】質量%で、C:0.1〜0.3%、Si:0.05〜2.0%、Mn:1.5〜3.0%、P:0.03%以下、S:0.001〜0.15%、Cr:0.5%以下(0%を含む)、N:0.001〜0.03%、Al:0.001〜0.3%を含有し、O:0.005%以下に制限し、残部が鉄と不可避的不純物よりなる鋼からなり、(x)浸炭窒化処理を施した後に焼入れ処理を施した表面硬化層を有し、(y)表面から0.1mmまでにおいて、C量[Cs]が0.1〜1.0%、N量[Ns]が0.3〜2.0%で、かつ、(z)下記式で定義するR値が0.6〜1.1%であることを特徴とする耐ピッチング性に優れた浸炭窒化鋼部品。R値=[Cs]+0.3[Ns]−0.29×Cr(Cr:鋼のCr量(%))。
(もっと読む)
ガス軟窒化処理方法
【課題】作業コストを抑制しつつ良好な窒化品質を得る。
【解決手段】処理炉内に雰囲気ガスとしてRXガスが導入され、処理炉内は700℃以上に達するまで加熱される。この前処理工程においては、還元性ガス雰囲気中でワークWが700℃以上に加熱されることから、ワーク表面の強固な酸化膜αを除去もしくは破壊してワーク表面を活性化させることが可能となる。その後、処理炉内にRXガスに加えてアンモニアガスが導入され、処理炉内は所定時間に渡って570℃を維持するように調整される。前処理工程において、ワーク表面が活性化されることから、ガス軟窒化工程においては、ワーク表面に化合物層を良好に形成することができ、ワーク内部に拡散層を良好に形成することが可能となる。このように、研磨作業等を追加することなくワーク表面を活性化させることができ、作業コストを抑制しつつ良好な窒化品質を得ることが可能となる。
(もっと読む)
自動車部品並びにその製造方法及び製造装置
【課題】 部品の焼戻しおよび塗装剤の焼付けにおける処理時間の短縮化およびコスト低減を図る。
【解決手段】 高周波焼入れ後に外表面に塗装剤が塗布された金属製の外側継手部材10を移送する搬送路20と、その搬送路20の部品移送方向に沿って配設され、外側継手部材10の焼戻しと塗装剤焼付けとを同時に行う高周波誘導コイル21,22とで構成されている。
(もっと読む)
金属補強部材、金属補強部材の製造方法、及び金属の熱処理方法
【課題】溶接物と溶接対象物とを予熱を不要としながら、十分な強度を確保することができる頑丈な補強部材を提供する。
【解決手段】フェライト/パーライト二相構造を有する金属材料に所定の熱処理を施して高熱状態としたオーステナイト/初析フェライト二相構造を有する金属材料に焼入れ処理を実行し、これを焼戻して得られる焼戻マルテンサイト/初析フェライト系二相構造を有する金属補強部材。ここで、所定の熱処理は、金属材料を860〜950℃で加熱する加熱工程と、加熱した金属材料を780〜820℃まで降温する降温工程と、降温した金属材料の温度を維持する維持工程とを包含する。
(もっと読む)
転がり軸受
【課題】転がり軸受について、鋼素材からなる外輪の周溝からの亀裂発生を低コストで抑制する。
【解決手段】外輪11を熱処理した後に、その周溝11bの中の化学研磨処理をおこなう。熱処理により周溝11b内に形成された熱酸化被膜は、化学研磨処理により除去される。亀裂敏感性を高めている熱酸化被膜が除去されることで、周溝11bを基点とする亀裂の発生が抑制される。化学研磨処理をおこなうだけであるから、コストが高騰することもない。
(もっと読む)
金属リングの移動機構及びその移動方法
【課題】金属リングをラックから所定場所に簡易な方法で移動し、工数の低減を図ることができる金属リングの移動技術を提供することを課題とする。
【解決手段】金属リングの移動機構70は、金属リング11の全数若しくは一部をピックアップするハンド71と、このハンド71をラック10から所定場所へ移動させるアーム72とからなる。アーム72により、矢印(7)のようにハンド71をラック10に接近させる。
【効果】ハンドによって、ラックから複数の金属リングを一括してピックアップし、所定場所で1本を単位にしてハンドから分離させることができるので、金属リングをラックから所定場所に簡易な方法で移動し、工数の低減を図ることができる。
(もっと読む)
金属リングの積載方法
【課題】金属リングを金属リング用搬送ラックに簡易な方法で積載し、工数の低減を図ることができる金属リングの積載技術を提供することを課題とする。
【解決手段】ロボットハンド41、41を矢印(5)のように、縮める。金属リング11の外力は除去され、金属リング11は想像線で示す金属リング11の形状となり、金属リング用搬送ラック10に係止められる。
【効果】ロボットハンドにて複数個の金属リングを多角形開口部から金属リング用搬送ラック内へ挿入するので、一度に金属リングを金属リング用搬送ラックに係止めすることができる。結果、金属リングを金属リング用搬送ラックに簡易な方法で積載し、工数の低減を図ることができる。
(もっと読む)
転がり軸受の保持器
【課題】低炭素鋼を用いて保持器の形状にした後に、浸炭窒化法により表面を硬化させて得られる転がり軸受用保持器として、優れた耐摩耗性を有し、高速回転され且つ負荷容量が高い転がり軸受用に好適なものを提供する。
【解決手段】炭素(C)含有率が0.05質量%以上0.30質量%以下、珪素(Si)含有率が0.15質量%以上2.0質量%以下、マンガン(Mn)含有率が0.30質量%以上2.0質量%以下の合金鋼からなる素材を保持器の形状に加工した後に、浸炭窒化、焼入れ、焼戻しを施す。これにより、表面から1μmの深さまでの範囲で、窒素(N)の含有率を0.3質量%以上1.0質量%以下とし、炭素と窒素の合計含有率を0.6質量%以上1.8質量%以下とする。表面から100μmの深さまでの範囲で、Si,Mn系窒化物とSi,Mn系炭窒化物の単位面積当りの存在率を合計で0.5面積%以上5.0面積%以下とし、硬さをHv600以上とする。
(もっと読む)
61 - 80 / 727
[ Back to top ]