
Fターム[5E313FF24]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | 取付部品とプリント板との相対的位置決め (2,890) | 水平方向テーブルを用いるもの (858)
Fターム[5E313FF24]に分類される特許
41 - 60 / 858
TDIセンサ、撮像装置、部品実装装置、部品試験装置および基板検査装置
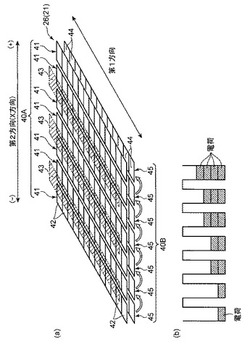
【課題】カメラに対して部品を相対的に一度移動させることで、複数種類の部品画像をより良好にかつ高速で取得することを可能にする。
【解決手段】所定のタイミングでライン画像の撮像動作を行い、撮像ライン毎の画像として複数回露光されたライン画像を出力するTDIセンサ26。このTDIセンサ26は、第1方向に並びかつそれぞれ露光量に応じた電荷を生成して保持する複数の撮像素子42を有する画素列41と、この画素列41と同等の画素列であって撮像素子42に遮光フィルタ43が形成された画素列41(電荷保持列)とを含み、これら画素列41が交互に配列された受光部40Aと、前記画素列41の電荷を列単位で隣接する列に順次転送するとともに、ライン画像の信号として、前記転送により最終的に蓄積された電荷に対応する信号を出力する転送部40Bとを備える。
(もっと読む)
実装装置、塗布装置、実装方法、塗布方法及びプログラム

【課題】電子部品を保持する保持部が塗布物に対して垂直に保たれていないような場合でも、電子部品の複数の電極に対して均一に塗布物を塗布することができる技術を提供すること。
【解決手段】本技術の一形態に係る実装装置は、保持部と、移動機構と、塗布部と、制御部とを具備する。前記保持部は、複数の電極を有する電子部品を保持及び解放可能である。前記移動機構は、前記保持部を移動させる。前記塗布部は、前記電極に塗布される塗布物が配置される。前記制御部は、前記電子部品を前記保持部に保持させ、前記移動機構により前記塗布部上に前記保持部を移動させ、前記塗布部上で前記電子部品を前記保持部から解放させて前記複数の電極に塗布物を塗布させ、解放された前記電子部品を前記保持部に再び保持させ、前記移動機構により前記保持部を基板又は別の電子部品上に移動させ、前記電子部品を前記基板又は前記別の電子部品上に実装させる。
(もっと読む)
電子回路部品の立上がり防止方法および電子回路製造システム
【課題】従来とは異なる手段によって電子回路部品の立上がりを防止する方法およびその方法が実施される電子回路製造システムを提供する。
【解決手段】チップ部品56の2つの電極58を載置するパッド46に対するはんだ340の印刷量が不足した場合(図11(a))、チップ部品56を部品装着プログラムにおいて設定された装着位置に載置すれば(図11(b))、溶融時に電極58に作用するはんだ340の表面張力が印刷量が多い方が大きく、チップ部品56に立上がりが生じる恐れがある。また、表面張力は2つのパッド46に印刷されたはんだ340と2つの電極58との平面視において重なり合う部分の面積が大きいほど大きく、チップ部品56の載置位置を、2つのはんだ340の印刷面積の比率が2つの重複面積の比率と設定誤差範囲内で反比例する位置とすることにより(図11(c))、2つの電極に作用する表面張力がほぼ等しくなり、立上がりが防止される。
(もっと読む)
電子部品実装システム
【課題】適切なタイミングでメンテナンスを実行可能な電子部品実装システムを提供する。
【解決手段】駆動源の作動により実装作業を実行する複数の作業実行装置と、作業に必要な情報を処理する情報処理装置と、処理される情報に基づいて作業実行装置の作動を制御する制御装置とを備えた実装システムにおいて、作業実行装置の駆動源の作動によって作業を実行するために要する時間と、情報処理装置によって情報を処理するために要する時間との少なくとも一方の作業・処理時間tSを測定し、その測定値を累積的に記憶するとともに、累計的に記憶された作業・処理時間に基づいて、作業・処理時間tSが閾時間tS0を超えるまでの時間である猶予時間TYを推定するように構成する。このような構成により、システムを構成する装置が不良となるまでにどのくらいの猶予があるかを知ることが可能となり、適切なタイミングでメンテナンスを実行することが可能となる。
(もっと読む)
パーツフィーダおよびフィーダ調整方法
【課題】事前段取り作業の実行やステータスデータの参照などの調整作業を個々のパーツフィーダ毎に作業性が良い状態で行うことができるパーツフィーダおよびパーツフィーダの調整方法を提供することを目的とする。
【解決手段】テープフィーダ5において、テープ送り機構20、テープ回収機構27およびこれらを制御するためのフィーダ制御部19と、テープフィーダ5を電子部品実装装置1に装着して電気的に結合することにより充電される充電式バッテリー24とを備える。これにより、テープフィーダ5が電子部品実装装置1から取り外されたオフライン状態の際に充電式バッテリー24によってテープ送り機構20、テープ回収機構27、フィーダ制御部19に駆動電力を供給することができ、事前段取り作業の実行やステータスデータの参照などの調整作業を個々のテープフィーダ5毎に作業性が良い状態で行うことができる。
(もっと読む)
基板搬送装置
【課題】部品実装ラインの正常動作中における電力消費を抑制することができる基板搬送装置を提供すること。
【解決手段】制御装置90は、バックアップ装置80のバックアッププレート83を上昇させて基板Pの上面両側縁を第1、第2レール15,16のクランプ部15b,16bに当接させてクランプし、その後に幅変更装置70の幅変更機構72を駆動する幅変更駆動用モータ71の励磁をオフにするようにしている。これにより、第1、第2レール15,16でクランプされた基板Pは、梁の役目を果たすことになり、幅変更駆動用モータ71を励磁オフにしても、機械振動等により第1、第2レール15,16が移動することはなく、基板Pの位置決め状態を維持することができる。よって、部品実装ラインの正常動作中、例えば実装可能状態時における電力消費を抑制することができる。
(もっと読む)
テープフィーダ
【課題】キャリアテープの停止位置精度を確保しつつテープフィーダの幅寸法を極力小さくすることが可能なテープフィーダを提供することを目的とする。
【解決手段】テープ送り機構のスプロケット20を回転駆動する駆動系の構成において、スプロケット20に設けられた円形開口部20bにスプロケット歯車部材23の一方の側面の凸部23aを嵌合させてスプロケット20と同軸で結合し、他方の側面に凸設された軸部23bをフィーダ本体部のフレーム部材24に固定して設けられた軸受け部38によって軸支する構造とし、さらに磁気式エンコーダの回転磁気円板40を凸部23aに埋設してスプロケット20と一体に回転させて、回転磁気円板40に相対向する検出器41によってスプロケット20の絶対回転位置を検出する構成とする。これにより、テープ停止位置精度を確保しつつテープフィーダ5の幅寸法Bを極力小さくすることができる。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明は液晶パネルにTCPを精度よく実装することができるようにした実装装置を提供することにある。
【解決手段】液晶パネル4のTCP6が接続された側辺部の下面を支持するバックアップツール17と、バックアップツールの上方に対向して配置され加圧用駆動源16によって下降方向に駆動されることで、液晶パネルの側辺部の上面に仮圧着されたTCPを加圧加熱して異方性導電部材5を溶融硬化させて本圧着するヒータ15bを有する加圧ツール15と、加圧ツールによって本圧着された液晶パネルの第1のリードとTCP6の第2のリードとのずれ量を測定する測定部41と、測定部が測定した第1のリードと第2のリードのずれ量に基いて加圧用駆動源による加圧ツールの下降速度を制御してTCPが液晶パネルに本圧着される前に加圧ツールの熱によって膨張する長さを設定する制御装置を具備する。
(もっと読む)
作業ヘッド装着装置
【課題】ヘッド保持台に着脱可能に装着される作業ヘッドをヘッド保持台に強固にクランプできるようにした作業ヘッド装着装置を提供する。
【解決手段】プッシャ部材70を係合部材62に係合する方向に押圧して作業ヘッド47をヘッド保持台45にクランプするクランプ装置95は、係合部材に係合する方向にプッシャ部材を押圧する押圧部材74と、押圧部材に所定量相対移動可能に連結された作動部材73と、作動部材と押圧部材との間に介装されプッシャ部材を係合部に係合する方向に付勢するスプリング77と、スプリングの付勢方向に作動部材を作動させる操作部材80と、操作部材を作動部材と押圧部材との相対移動によってスプリングのばね力をアンクランプ時よりも増大させた状態でロックするロック部材85とを有する。
(もっと読む)
部品撮像方法、部品撮像装置および同装置を備えた部品実装装置
【課題】並列搬送される適正照明強度が互いに異なる複数の部品をラインセンサにより効率良く撮像する。
【解決手段】部品撮像装置は、ラインセンサを備えるカメラ30、照明装置31及び照明制御部32を含む撮像ユニット7と、第1部品及び第2部品それぞれの適正照明強度データ44bが記憶された記憶部44と、撮像ユニット7に対するヘッドユニット6の相対移動中、一撮像ライン毎に照明装置31の照明強度が各部品の適正照明強度に交互に切り替わるように前記照明強度データ44bに基づいて照明強度を制御する撮像制御手段(主制御部41および照明制御部32)と、ラインセンサにより撮像された各部品の画像について、適正照明強度以外の照明強度で撮像されたライン画像をその照明強度と当該部品画像の部品の適正照明強度との比率に基づいて補完する画像処理部42とを含む。
(もっと読む)
対基板作業システム
【課題】 コンパクトであって、かつ、広い作業領域が確保された対基板作業システムを実現する。
【解決手段】 作業ヘッド26を直交する2方向にそれぞれ移動させる2つの直線移動装置を有してその作業ヘッドを一平面内において移動させるヘッド移動装置を備えた対基板作業システムにおいて、2つの直線移動装置の少なくとも一方を、(a) 自身による作業ヘッドの移動方向に平行な第1の軌道を形成する第1軌道形成部214と、(b) その第1の軌道に沿って移動しかつその第1の軌道に平行な第2の軌道を形成する第2軌道形成部242と、(c)作業ヘッドを保持してその第2軌道に沿って移動する移動部とを有する複段
式移動装置として構成する。この構成により、装置領域AA−AAより広い範囲WA2−WA2にまで、作業ヘッドの移動可能範囲を拡大させることができる。
(もっと読む)
基板搬送装置、電子部品実装機、基板搬送方法、電子部品実装方法
【課題】予定停止位置に対する実際停止位置のずれ量が大きくなりそうな場合であっても、ずれを補正することが可能な基板搬送装置、電子部品実装機、基板搬送方法、電子部品実装方法を提供することを課題とする。
【解決手段】基板搬送装置Aは、基板Bf、Brを搬送する搬送体303fa、303raと、搬送される基板Bf、Brを認識しながら移動する移動検出手段33と、移動検出手段33の位置に関する位置信号を出力する位置センサ311bと、位置信号を基に搬送体303fa、303raを制御し、基板Bf、Brを予め設定された停止位置B1(X1、Y0)に停止させる制御装置と、を備える。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても印刷検査作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像し、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成して、そのデータを下流工程側の印刷検査機12に送信する。印刷機11は基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13はそのランド3に部品4を装着する。印刷検査機12は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に対してペーストPtがどれだけずれて印刷されているかの検査を行う。
(もっと読む)
画像処理装置および電子部品実装機
【課題】画像から簡単にはんだ部を抽出可能な画像処理装置および電子部品実装機を提供する。
【解決手段】画像処理装置6は、基板の撮像エリアに照明光を照射する照明部61と、照明光が照射された撮像エリアを撮像する撮像部60と、撮像により取得された画像を処理する画像処理部62と、を備える。照明部61は、撮像エリアに対して直交する方向から照明光を照射し、撮像エリアは、基板に塗布されたはんだが露光するはんだ部と、はんだが露光しない非はんだ部と、を有し、画像処理部62は、はんだ部と非はんだ部との照明光に対する反射率の違いを利用して、画像からはんだ部を抽出する。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、オペレータの選択内容を明確にすることで、欠品の原因を早期に解決でき、稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】
装着処理を行う間に生産中断したときに前記装着ヘッドの装着ステップの情報を表わすステップ情報と前記電子部品を装着するしないを選択し選択指示内容を保持する装着設定情報とを有する最終装着ステップ情報と、電子部品の装着状態を示す装着状態情報とを有する再開確認画面を表示し、前記再開確認画面を記憶することを特徴とする。
(もっと読む)
画像形成装置および画像形成方法ならびに部品実装装置
【課題】安定した3次元認識画像を形成して正しい部品認識結果を得ることができる画像形成装置および画像形成方法ならびに部品実装装置を提供する。
【解決手段】計測対象面への入射方向を挟んで対称に配置され受光面の計測対象面に対する傾斜角度が各対毎に相異なる2対の位置検出素子群25A,25Bを有し、走査光の計測対象面からの反射光の受光位置を検出する位置検出部25と、各位置検出素子が受光する光量が所定の範囲内にあるか否かを判定する受光量判定部34と、同一の位置検出素子群に属する位置検出素子による反射光の受光位置検出結果の差異の大きさが所定の基準値以下であるか否かを判定する受光位置検出結果判定部35とを備え、位置検出部25の受光位置検出結果に基づき受光量判定部34および受光位置検出結果判定部35の判定結果を加味して計測対象面の3次元認識画像を形成する構成とする。
(もっと読む)
電子部品実装装置
【課題】透明な操作パネル部を装置の窓部に設けることにより、操作対象を見ながら必要な操作を行えるようにした電子部品実装装置を提供する。
【解決手段】基板搬送装置30、移動台43、45、部品実装ヘッド52等の機械構成要素や電子部品を機外より透視可能な透明な窓部13を備えた電子部品実装装置において、窓部に、トラブル時や段取り替え時に操作が必要な機械構成要素や電子部品を視覚的に表示できる透明な操作パネル部60を設け、操作パネル部に表示された機械構成要素や電子部品を指示することにより、機械構成要素を動作させる動作コマンドを出力する動作制御部61を有する。
(もっと読む)
部品実装管理装置及び部品実装管理方法
【課題】部品実装ラインの途中に配置した検査装置で部品の実装不良を検出したときに、その下流側の実装機で部品実装をスキップする単位を作業者が設定できるようにする。
【解決手段】部品実装ラインの稼働中に検査装置でパネルのいずれかのボードで部品の実装不良が検出されたときに、検査装置より下流側の実装機モジュール12で、部品実装を作業者が設定したスキップ単位でスキップする。作業者が設定可能なスキップ単位は、検査モジュールで部品の実装不良が検出されたパネル全体の部品実装をスキップする「パネル単位」、部品の実装不良が検出されたボードのみの部品実装をスキップする「ボード単位」、実装不良の部品と関連する部品グループのみの部品実装をスキップする「部品グループ単位」とし、これら3種類のスキップ単位の中から、多様なユーザーの要求、実装不良検出時の作業効率、コスト性等を考慮して、作業者がスキップ単位を選択する。
(もっと読む)
電子部品装着方法及び装着装置
【課題】カバー部品を基板に位置決め載置後、押圧固定作業前に位置ずれすることを防止し、準備すべき保持具の種類を減少させることができる電子部品装着方法を提供する。
【解決手段】所定位置に位置決めされたカバー部品を押圧する押圧部を有する上下動部材を、部品移載装置に上下方向に駆動可能に設け、基板搬送装置により基板を搬送して位置決めする基板搬送位置決め工程と、基板搬送位置決め工程で位置決めされた基板の所定位置に、部品移載装置でカバー部品を吸着により採取して位置決め載置するカバー部品位置決め載置工程と、部品移載装置でカバー部品を所定位置に位置決め載置した直後に、上下動部材を駆動させてカバー部品を押圧部で押圧することで、基板に設けられた被係合手段にカバー部品の係合手段を係合させる押圧組付け工程とを備えていること。
(もっと読む)
電子部品の清掃装置及び清掃方法
【課題】TCPの粘着テープが貼着される端部を静電気の蓄積を招くことなく清掃することができるようにしたことにある。
【解決手段】シート状の基部及びこの基部に素子が設けられ金型によって基部が打ち抜かれて成形されたTCPを清掃する電子部品の清掃装置であって、
上記清掃装置37は、支持体38と、導電性材料によって形成され支持体にアースされた状態で回転可能に支持される軸体43と、軸体を回転駆動する駆動源と、軸体に設けられ軸体が駆動源によって回転駆動されることでTCP3の基部3aのICチップ3bが設けられていない部分を清掃する帯電防止構造の第1の清掃部46を具備する。
(もっと読む)
41 - 60 / 858
[ Back to top ]