
Fターム[5F031DA15]の内容
ウエハ等の容器、移送、固着、位置決め等 (111,051) | 容器の種類 (5,166) | 保護テープ (828)
Fターム[5F031DA15]に分類される特許
61 - 80 / 828
板状部材の支持装置
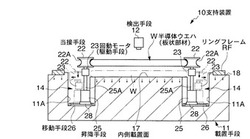
【課題】装置全体のコンパクト化、処理時間の短縮化を図ることができるようにすること。
【解決手段】支持装置10は、半導体ウエハWが載置される載置面17を有する載置手段11と、半導体ウエハWのVノッチNの位置を検出する検出手段12と、半導体ウエハWの外縁に当接可能な複数の当接手段22と、当接手段22を回転して半導体ウエハWを周方向に回転可能な回動モータ23と、当接手段22を介して支持された半導体ウエハWを載置面17に離間接近可能に設けられた昇降手段25と、載置面17と平行な方向に当接手段22を移動可能な移動手段26とを備えて構成されている。当接手段22、回動モータ23、昇降手段25及び移動手段26は、載置手段11に組み込まれている。
(もっと読む)
板状部材の支持装置

【課題】板状部材を処理する効率を向上することができるようにすること。
【解決手段】支持装置10は、半導体ウエハWが載置される載置面16を有する載置手段11と、半導体ウエハWの外縁側を検査する検査手段12と、半導体ウエハWの外縁に当接可能な複数の当接手段22と、当接手段22を回転して半導体ウエハWを周方向に回転可能な回動モータ23と、載置面16と平行な方向に当接手段22を移動可能な移動手段26とを備えて構成されている。各当接手段22は、回動モータ23を介して回転することにより、半導体ウエハWを周方向に回転すると同時に、半導体ウエハWを載置面16に離間接近する方向に移動可能に設けられている。
(もっと読む)
ワーク保持装置
【課題】位置センサを備えることなく押圧手段を所定位置にセットアップでき、装置全体にかかるコストを低減すること。
【解決手段】本実施の形態に係るワーク保持装置は、気体供給部637によって供給される気体を吸引口から噴出しながら保持部(保持板624)とステージ602との間の距離を変化させ、このときの圧力変化のマップを圧力センサ633によって検出し、圧力センサ633の検出する圧力の値と前記マップに基づいて保持部とステージ602との間の距離を算出する構成とした。
(もっと読む)
樹脂塗布装置
【課題】ステージ上面に気密に貼り付けられたシートを、ステージ上面から容易に剥がすこと。
【解決手段】本実施の形態に係るステージ602は、シートSの外周領域を保持する第一の保持面652と、シートSの内側領域に対応して設けられた凹部622の内底面において、シートSの内側領域を保持する第二の保持面653と、凹部622の内周面にて、シートSと第二の保持面653と共に閉空間657を形成する側面654と、閉空間657からエアを吸引する吸引口813とが形成され、吸引口813からのエアの吸引により、第一の保持面652に保持されたシートSを引き伸ばしつつ、第二の保持面653に保持させる構成とした。
(もっと読む)
樹脂塗布装置
【課題】ワーク厚みのバラつきや樹脂の量の増減にかかわらず、樹脂を適切に押し広げること。
【解決手段】本実施の形態に係る樹脂塗布装置1は、ステージ602の上面に供給された液状樹脂Lを押圧部604における押圧面634に保持したワークWで上から押圧し液状樹脂LをワークW下面に広げる樹脂塗布装置1であって、押圧部604には、移動部606によるワークWのステージ602への接近によってワークW下面に液状樹脂Lが押し広げられる際に押圧面634が受ける圧力を検出する圧力センサ633が備えられ、制御部は圧力センサ633が検出した圧力に基づいて移動部606の動作を制御する構成とした。
(もっと読む)
ウエハマウント作製方法
【課題】安価な構成で精度よくウエハマウントを作製するウエハマン作製方法を提供する。
【解決手段】半導体ウエハの回路面に液状の接着剤を塗布し、塗布面に支持板を貼り合わせ、当該支持板を保持して半導体ウエハの裏面を研削し、支持用の前記粘着テープを介してリングフレームに半導体ウエハを支持し、半導体ウエハから支持板を分離し、さらに半導体ウエハ上でフィルム状になっている接着剤に半導体ウエハの直径以上の幅を有する剥離テープを貼り付けて当該剥離テープを剥離することにより、当該接着剤を一体にして半導体ウエハから剥離する。
(もっと読む)
測定方法
【課題】ワーク内部にレーザー光線を集光して改質層を形成する加工装置において、厚さが規格外のワークが搬入されたことを加工前に検出する。
【解決手段】ワーク1を保持手段40に搬入して保持した状態で、光学式の測定手段70により、ワーク1の上面1aの高さ位置を測定する第一の測定工程と基準面に設定した保護テープ10の粘着面10aの高さ位置を測定する第二の測定工程とを行い、第一の測定工程と第二の測定工程とによって得られた値の差分によってワーク1の上面1aから基準面までの距離を検出し、該距離に基づいて、搬入されたワーク1の厚さが規格外であるか否かを判断する。
(もっと読む)
半導体装置の製造方法
【解決課題】バックリンス操作のときに、バックリンス液で、支持基材の半導体ウェハ仮固定面側の仮固定樹脂組成物又は半導体ウェハの加工面とは反対側の面側の仮固定樹脂組成物が除去されることがない半導体装置の製造方法を提供すること。
【解決手段】支持基材を回転させながら、該支持基材の半導体ウェハ仮固定面に仮固定樹脂組成物液を供給し、次いで、該仮固定樹脂組成物液の供給を行っている最中に又は該仮固定樹脂組成物液の供給を終了した後、該支持基材を回転させながら、該支持基材の裏面に、下記式(I):0.1≦Bsp−Asp≦1.5(I)(式(I)中、Aspは仮固定樹脂組成物液中の溶剤のSP値であり、Bspはバックリンス液のSP値である。)を満たすバックリンス液を供給して、該支持基材の半導体ウェハ仮固定面に、仮固定樹脂組成物塗膜を形成させる仮固定樹脂組成物塗膜形成工程を有すること、を特徴とする半導体装置の製造方法。
(もっと読む)
フィルム貼付方法、裏面研削方法、半導体チップ作製方法及びフィルム貼付装置
【課題】裏面研削等のために物体の表面にフィルムを貼付する技術において、より簡易な手法で正確にフィルムを貼付できるようにする。
【解決手段】第1面10a及び第2面10bを有する物体10と、物体の第1面よりも大きな表面12aを有し、可撓性を有するフィルム12と、フィルムの外周縁に沿って配置可能な形状及び寸法を有し、フィルムよりも高い剛性を有するフレーム部材14と、液状接着剤16とを用意する。物体の第1面又はフィルムの表面に液状接着剤を配置する。フィルムの外周縁に沿ってフレーム部材を固定する。物体とフィルムとを、第1面と表面とが互いに対向するとともにフィルムの外周縁に沿った領域が物体の外側に張り出す相対位置に配置して、第1面と表面との双方を液状接着剤に接触させる。液状接着剤を固化させて、物体の第1面にフィルムを固着させる。
(もっと読む)
半導体用フィルムおよび半導体装置の製造方法
【課題】ダイシング時におけるチップ飛びを防止するとともに、ピックアップ性の向上させることができる半導体用フィルムおよび半導体装置の製造方法を提供すること。
【解決手段】半導体用フィルム10は、接着層3と支持フィルム4とが積層されてなり、支持フィルム4の平均厚さが100μm以下であり、かつ、支持フィルム4の剛性が40N以上1,000N以下である。この半導体用フィルム10は、接着層3の支持フィルムとは反対側の面に半導体ウエハー7を貼着し、この状態で半導体ウエハー7および接着層3を切断して個片化し、得られた個片83を支持フィルム4を介して少なくとも1本の突き上げピンにより突き上げつつ支持フィルム4からピックアップする際に用いるものである。
(もっと読む)
シート剥離装置及び剥離方法
【課題】接着シートの剥離動作中に被着体が浮き上がることによって、当該被着体が損傷することを回避して接着シートを剥離するとともに、剥離に要する時間の短縮化を図ることができるようにすること。
【解決手段】シート剥離装置10は、接着シートSが貼付された半導体ウエハWを支持する支持手段11と、接着シートSを半導体ウエハWから剥離する剥離方向と、当該剥離方向とは反対の反剥離方向とに支持手段11と接着シートSに貼付された剥離用テープPTとを相対移動可能な移動手段15と、半導体ウエハWの浮き上がりW1を検出可能な検出手段16とを備えて構成されている。移動手段15は、検出手段16によって浮き上がりW1が検出されないことを条件に剥離方向への相対移動を行う一方、検出手段16によって浮き上がりW1が検出されたことを条件に反剥離方向への相対移動を行う。
(もっと読む)
合成樹脂製成形品
【課題】薄い板状に形成した合成樹脂製の成形品の強度を高め、破損を抑制することを目的とする。
【解決手段】環状の薄い板状の金属製又はセラミックス製の補強部材42,43が、環状の薄い板状の合成樹脂製の本体部21,31の全周に亘って、本体部21,31に完全に被覆され、埋設され、補強部材42,43の本体部21,31内での位置を決定するための位置決め部材5が、補強部材42,43と結合し、本体部21,31内に埋設されていることを特徴とする合成樹脂製の成形品。
(もっと読む)
粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置
【課題】リングフレームの半導体ウエハを接着保持する支持用粘着テープの切断精度を向上させることのできる粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置を提供する。
【解決手段】カッタ刃42を装着したカッタホルダ43の先端側の基準面62を支持用粘着テープDTの基材bの表面に接触させた状態で、カッタホルダ43の基準面を基材表面に追従させながら支持用粘着テープDTを切断してゆく。このとき、カッタ刃42の先端が、粘着層aを貫通させずにリングフレームfとの接着界面の間際を通過させる。
(もっと読む)
半導体基板のエキスパンド装置
【課題】球面円盤部でエキスパンドすることで分離されたチップが平面上に配列された状態にする。
【解決手段】ステルスダイシング処理済基板1は、外周縁部にダイシングフレーム2が貼り付けられたダイシングテープ3の中央に貼り付けられ、その上を覆うように保護テープ4が貼り付けられた形で供給される。ダイシングフレーム保持台5およびダイシングフレーム保持カバー6によって固定されたダイシングテープ3は、まず、下から上面に球面円盤部10を有する筒状テープ拡張ステージ9を上昇させてダイシングテープ3の球面エキスパンド処理を行う。これにより、ステルスダイシング処理済基板1は、ステルスダイシングにより生成されたスクライブラインに沿って劈開され、チップ分離が行われる。次に、上面を平面円盤部11に切り換えた筒状テープ拡張ステージ9で平面エキスパンド処理を行い、ダイシングテープ3を平坦化する。
(もっと読む)
ウエハパレット
【課題】ダイシングシートのエキスパンド作業からウエハパレットへの取り付けまでの作業を簡単に行うことができるようにする。
【解決手段】厚み(高さ)の異なる複数種類のスペーサの中から、ダイシングシート41の必要とするエキスパンド量に応じた厚みのスペーサ48を選択して、該スペーサ48をパレットベースプレート42の所定位置にセットした後、パレットベースプレート42に設けたエキスパンド用円筒部材44上にダイシングシート41を載せて、押さえプレート47でダイシングシート41の外周部のダイシングフレーム46を押さえ付けて、該押さえプレート47とパレットベースプレート42との間にダイシングフレーム46とスペーサ48とを挟み込んでナット49を完全に締め付けて固定する。
(もっと読む)
分割個片群の搬送方法および分割個片群の搬送用治具
【課題】張設部材によって外周部分を固定されて張設状態とされた弾性フィルムに被分割体を貼付した状態で当該被分割体を分割してなる分割個片群を、観察・評価その他のために良好に供することができる搬送方法を提供する。
【解決手段】当該分割個片群を搬送する方法が、中央部にくりぬき部を有する平板状をなし、かつ、少なくとも一方の主面が弾性フィルムに対して直接または間接に貼付固定可能な貼付部とされてなる搬送用治具を準備する準備工程と、くりぬき部に分割個片群が位置するように搬送用治具の貼付部を弾性フィルムに貼付固定する貼付工程と、貼付部が弾性フィルムに貼付された状態で搬送用治具の外周端部よりも外側で弾性フィルムをカットし、カット位置より内側の部分を被搬送体として得る取得工程と、被搬送体を搬送する搬送工程と、を備えるようにする。
(もっと読む)
半導体加工用テープ
【課題】減圧加熱工程を有する半導体の加工時において半導体に貼付してこれを保護するための半導体加工用テープを提供する。
【解決手段】減圧加熱工程を有する半導体の加工時において半導体に貼付してこれを保護するための半導体加工用テープであって、基材の少なくとも一方の面に、光硬化型粘着剤100質量部に対して7〜20質量部のシリカ微粒子を含有する粘着剤層を有するものであり、前記シリカ微粒子は、平均粒子径が0.9μm以下、かつ、最大粒子径が5.0μm以下となるように前記粘着剤層中に分散している半導体加工用テープ。
(もっと読む)
保護膜剥離方法および保護膜剥離装置
【課題】被加工物の被加工面と反対側の支持面に被覆された保護膜を容易に剥離することができる保護膜剥離方法および保護膜剥離装置を提供する。
【解決手段】被加工物の被加工面と反対側の支持面に被覆された保護膜を剥離する保護膜剥離方法であって、被加工物の被加工面側を被加工物保持手段によって保持する被加工物保持工程と、被加工物保持手段によって保持された被加工物の支持面に形成された該保護膜に加熱水蒸気を供給する水蒸気供給工程とを含む。
(もっと読む)
シート剥離装置及び剥離方法
【課題】接着シートを剥離する初期段階での剥離不良を回避することができるようにすること。
【解決手段】シート剥離装置10は、剥離用テープPTを繰り出す繰出手段12と、接着シートSに剥離用テープPTを貼付する貼付手段13と、半導体ウエハWと剥離用テープPTとを相対移動させて半導体ウエハWから接着シートSを剥離可能な移動手段15と、予備剥離手段16と備えて構成されている。予備剥離手段16は、接着シートSに貼付された剥離用テープPTを捻ることで、接着シートSに対し、接着シートSの外縁S1と剥離用テープPTの側端縁PT2との交差位置Pから予備剥離領域S2を形成可能に設けられている。
(もっと読む)
半導体ウエハの製造方法及び半導体ウエハ
【課題】半導体ウエハを破損させることなく効率よく保護テープを剥離する。
【解決手段】研削工程を行う前のウエハ10の外周10Aの一部に、ウエハ10の径方向外側に向かって突出した凸部12を形成する。剥離テープ20は、ウエハ10の外周10Aに形成された凸部12に重なり、凸部12が剥離開始位置P1となるように貼り付ける。剥離テープ20とともに保護テープ14を剥離する際には、ウエハ10の凸部12を剥離開始位置P1とすることで、凸部12と保護テープ14との接着面積が小さくなり、保護テープ14とウエハ10との密着性を低くすることができる。このため、保護テープ14がウエハ10から剥離し易くなり、ウエハ10に作用する力が低減されることで、ウエハ10を破損させることなく効率よく剥離することができる。
(もっと読む)
61 - 80 / 828
[ Back to top ]