
国際特許分類[B23H7/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工および電解加工に共に適用できる方法または装置 (579) | ワイヤーカット加工 (340)
国際特許分類[B23H7/02]の下位に属する分類
加工間隙に電流を供給する装置;特にそのために適用される電気回路 (13)
電極と工作物との間の相対移動の経路曲線の制御 (24)
ワイヤー電極 (125)
国際特許分類[B23H7/02]に分類される特許
11 - 20 / 178
被加工物を傾けてテーパ加工を行うワイヤ放電加工機
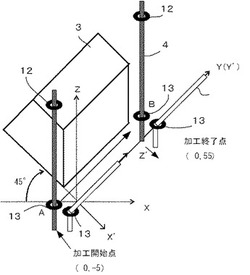
【課題】ワイヤ電極を垂直に、あるいは、テーパ加工における弊害が起こらない、または、軽減できる程度に垂直に近い状態に張ってテーパ加工を行うことが可能なワイヤ放電加工機を提供すること。
【解決手段】XYZの座標系に対して、Y軸回りに45°回転させ、X’Y’Z’の座標系を新しく設ける。被加工物もY軸回りに回転しており、機械のテーブル面(XY平面)から45°傾くことになる。このX’Y’Z’の座標系で45°傾いた加工面を有する直線ブロックABを加工する加工プログラムを運転すると、直線ブロックABは、テーブル面(XY平面)に対して垂直な面となる。そして、この座標系の変換を行うために、通常の加工プログラムに対して「G134W1」、「G134W0」を追加する。
(もっと読む)
放電式ワイヤソー装置及び放電加工方法

【課題】放電式ワイヤソー装置を用いた切断加工において、切り粉の排出性を向上させることによって、加工精度を上げると共に断線率を下げる。
【解決手段】放電式ワイヤソー装置1は、複数のワイヤガイド2に螺旋状に巻き付けられた切断用ワイヤ3と被加工物Wとの間に電圧を印加しながら、切断用ワイヤ3に対して被加工物Wを切断送りすることにより、被加工物Wに対して切断加工を行う。放電式ワイヤソー装置1は、ワイヤガイド2と共に切断用ワイヤ3を揺動させる揺動手段91と、被加工物Wが円弧状の加工形状を持つように、被加工物Wを保持する保持手段51の位置を切断用ワイヤ3の揺動角度に応じて制御する制御手段8とを備えている。
(もっと読む)
ワイヤ放電加工装置、ワイヤ放電加工方法、薄板製造方法および半導体ウエハ製造方法
【課題】短絡や放電頻度の減少による加工精度や加工速度の低下を改善したワイヤ放電加工装置を得る。
【解決手段】実施の形態のワイヤ放電加工装置は、互いに並列に離間しつつ被加工物8にそれぞれ対向する複数の切断ワイヤ部2aを有するワイヤ電極2と、パルス状の加工用電圧を発生させる加工用電源6と、複数の切断ワイヤ部に電気的に接続され、複数の切断ワイヤ部と被加工物との間に加工用電圧を印加して放電を生じさせる複数の給電子7A,7Bと、放電により被加工物に形成される複数の切断溝に向けて複数の切断ワイヤ部に沿って加工液を噴出すると共に複数の切断ワイヤ部が通過可能な噴出口が当該被加工物に対向するよう形成されたノズル80と、被加工物の上に接触して設けられ、被加工物に向けてそれぞれ開口し複数の切断ワイヤ部をそれぞれ1本ずつ収納可能な複数のスリット101を有する加工液案内部100を備える。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】ワイヤ放電加工装置の加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A〜24Hに間隔をあけて複数回巻き掛けられて複数条となり、第1の上側、下側切断ワイヤ部分261A,261Bを構成するワイヤ151と、その各条に接し、その送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1〜200C1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各上側、下側切断ワイヤ部分261A〜262Bと各インゴット28A,28Bとの間で放電を行って各インゴット28A,28Bを切断する。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】ワイヤ放電加工装置において加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A1〜24F1に間隔をあけて複数回巻き掛けられて複数条となり、複数の切断ワイヤ部分261を構成するワイヤ151と、ワイヤ151の各条に接し、ワイヤ151の送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1,200B1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各切断ワイヤ部分261,262とインゴット28との間で放電を行ってインゴット28を切断する。
(もっと読む)
ワイヤ放電加工装置
【課題】 加工送り速度を制御し、被加工物の加工面が凹または凸形状となる太鼓形状の形成を防ぎ、ワイヤ走行方向の加工精度である真直精度を向上させる。
【解決手段】 ワイヤ電極と被加工物間に発生した放電パルスを検出する放電パルス検出装置と、検出した放電パルスが短絡パルスか否かを判別する短絡パルス判別装置と、所定時間内に発生した短絡パルスの連続個数を計数する計数装置と、所定時間内に発生した短絡パルスの平均連続個数を算出する演算装置と、基準となる短絡パルスの連続個数を記憶する記憶装置と、計数した短絡パルスの平均連続個数と基準となる短絡パルスの連続個数とを比較する比較装置と、基準となる短絡パルスの連続個数と計数した短絡パルスの平均連続個数とに基づいて、加工送り速度を変更する加工送り速度制御装置を有する。
(もっと読む)
金属加工方法
【課題】金属材料内部に短時間で複雑な形状の通路を形成する金属加工方法を提供する。
【解決手段】金属材料の内部に、前記金属材料の一端から他端へ貫通する通路を形成する金属加工方法であって、前記通路を形成する範囲に対し、前記金属材料の一端と他端とを連通する貫通孔8を設ける第一工程と、当該貫通孔8の内面の一部を覆う電気絶縁層を設ける第二工程と、前記電気絶縁層を設けた前記貫通孔8に放電ワイヤW1を挿通させる第三工程と、前記放電ワイヤW1に通電し、該放電ワイヤW1と前記貫通孔8の内面における前記電気絶縁層が存在しない非絶縁部9との間で放電を行い、前記非絶縁部9の加工を行なう第四工程とを備える。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
被加工物の上面検出機能を有するワイヤカット放電加工機
【課題】上,下ワイヤガイドと被加工物を相対移動させてワイヤ電極と被加工物を接触させて被加工物の上下の面の位置を正確に検出する機能を備えたワイヤカット放電加工機を提供する。
【解決手段】ワイヤ電極と被加工物を接触させて、接触したときの上,下ワイヤガイドの位置を検出し記憶し(SA01)、接触後一定距離をとり(SA02)、上ワイヤガイドと被加工物を相対移動させ、ワイヤ電極と被加工物を接触させ、接触したときの上ワイヤガイドの位置を検出し記憶し(SA03)、位置Aへ戻り(SA04)、下ワイヤガイドと被加工物を相対移動させ、ワイヤ電極を被加工物に接触させ、接触したときの下ワイヤガイドの位置を検出し記憶し(SA05)、下位置Aへ戻り(SA06)、ワイヤ電極と被加工物が接触した位置の座標値を算出し、算出した座標値から被加工物の板厚を算出し、処理を終了する(SA07)。
(もっと読む)
11 - 20 / 178
[ Back to top ]