
国際特許分類[B23K3/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 特殊な用途に適合したものではないハンダ付け,例.ロー付,またはハンダ離脱のための工具,装置または冶具 (1,146)
国際特許分類[B23K3/00]の下位に属する分類
ハンダコテ;コテ先 (168)
加熱装置 (182)
ハンダ送給装置;ハンダ溶解鍋 (441)
そのための補助装置 (31)
国際特許分類[B23K3/00]に分類される特許
11 - 20 / 324
活性樹脂組成物及び表面実装技術
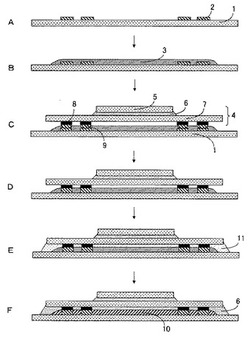
【課題】表面実装技術において、フラックスの洗浄工程を不要とし、製造コストの削減、生産性を向上させ、硬化後の塗布樹脂及びアンダーフィル樹脂等に気泡やボイド等が全く生じない活性樹脂組成物の提供。
【解決手段】プリント配線基板1表面の少なくとも一部に下記活性樹脂組成物3を塗布し、表面実装部品4をプリント配線基板1上に搭載し、リフロー半田付けを行い、アンダーフィル樹脂11を充填し、その後、塗布樹脂3及びアンダーフィル樹脂11を加熱硬化する表面実装技術であって、アンダーフィル樹脂11の充填前及び/又は後に、真空操作及び/又は塗布樹脂3とアンダーフィル樹脂11の何れの硬化温度よりも低い温度での加熱を行う。活性樹脂組成物3は、エポキシ樹脂100重量部に対し、ブロックカルボン酸化合物1〜50重量部カルボン酸化合物1〜10重量部、並びに硬化反応開始温度150℃以上の硬化剤1〜30重量部を含有する。
(もっと読む)
太陽電池セル組立装置及び方法及びプログラム

【課題】従来太陽電池素子をバスバーで結線させる際、ほとんどが手作業でされており、品質が不安定で歩留まりが悪く太陽電池モジュールを安価に製作することができなかった。太陽電池素子の自動化した結線装置がもとめられていた。
【解決手段】本発明ではバスバーの製造ライン上の延長線上にセルを載置する方法で効率的に太陽電池素子の結線方法を提案する。この方法であれば様々な大きさの太陽電池のモジュールを用途に応じて自動的に製造することができ、安価で品質の高い太陽電池の接線が可能となった。
(もっと読む)
加熱装置
【課題】大型化することなく、ワークを略均一に加熱することができる加熱装置を提供する。
【解決手段】本発明の一形態に係る加熱装置は、冶具2に搭載したワーク5を加熱する加熱装置であって、冶具2とワーク5との接触部に粒状の熱伝導部材6が配置される。これにより、大型化することなく、ワーク5を略均一に加熱することができる。ここで、ワーク5と部材7とを接合するための温度域への加熱プロファイルを考慮して、伝熱部材6の材質を適宜変更することができる。すなわち、異なる材質の伝熱部材6を混ぜても良い。これにより、ワーク5への熱伝達時間を制御することができる。
(もっと読む)
はんだバンプ形成方法
【課題】狭いピッチであっても、多数のはんだバンプを容易に、且つ、精度良く形成することができるはんだバンプの形成方法を提供する。
【解決手段】はんだ粉末12が供給された基板1を溶融フラックス浴15へ浸漬させることで、各接合凹部4へ供給されたはんだ粉末12が溶融する。溶融したはんだは接合凹部4の電極2に接続され、基板1が溶融フラックス浴15から取り出されてはんだが固化することで、接合凹部4の電極2にはんだバンプ6が形成される。このとき、基板1の表面1aの接合凹部4以外の部分にはんだ粉末12Eが付着していたとしても、溶融フラックス浴15への浸漬により、溶融して基板1から離れる。はんだ粉末12の供給の工程において、はんだバンプ形成位置以外の部分にはんだ粉末12Eが付着する場合であっても、意図するはんだバンプ形成位置のみにはんだバンプ6を形成することができる。
(もっと読む)
ろう付治具およびろう付方法
【課題】ろう付中の被ろう付部材の位置ずれを抑制しうるろう付治具を提供する。
【解決手段】ろう付治具10は、第1金属板1、絶縁板2および第2金属板3を、隣り合うものどうしの間に所定大きさの平面が面接触した面接触部分を有するように積層した状態でろう付する際に用いられる。ろう付治具10は、第1金属板1、絶縁板2および第2金属板3を支持する支持部材11と、支持部材11に支持された第1金属板1上に載せられる押圧板12と、支持部材11の上方に間隔をおいて上下動自在に配置される加圧部材13と、押圧板12と加圧部材13との間に配置されたコイルばね14とを備えている。コイルばね14は、加圧部材13が下降した際に圧縮されるとともに、圧縮された際の反発力を押圧板12に伝える。押圧板12とコイルばね14との間に球体15を配置する。
(もっと読む)
リフローはんだ付け方法、およびリフローはんだ付け装置
【課題】簡単な構成で、ワークと加熱部材との容易にかつ確実に密着させて、加熱部材によりワークを精度よく加熱して適切にワークの接合部品を互いにはんだ付けすることができるリフローはんだ付け方法とその装置を提供する。
【解決手段】リフローはんだ付け装置は、はんだ箔1を介して接合部品2、3を重合してなるワークWが載置されてこのワークWを加熱する加熱部材5と、ワークWが載置された加熱部材5の周囲に密閉された空間を形成することが可能なチャンバ6と、このチャンバ5内の密閉された空間を減圧する減圧手段7と、チャンバ6内を減圧することによって生じるチャンバ6の内部と外部との圧力差を利用してワークWと加熱部材5とを互いに押し付けるように押圧する押圧手段8と、チャンバ6内に還元ガスを供給する手段9とを備えている。
(もっと読む)
平行昇降機構および半導体製造装置
【課題】一方のクランパ部に対して他方のクランパ部の平行度を保つことのできる技術を提供する。
【解決手段】下クランパ部28を上クランパ部27に向かって平行に昇降する平行昇降機構40が備えるレベリング部29は、摺動孔26aの対向する内壁面に当接して挿入され、下クランパ部を載置する載置ブロック52と、載置ブロック52と対向する摺動孔26aの内壁面との間に設けられたスプリング部51とを有している。レベリング部29は、スプリング部51により摺動孔26aの内壁面に対して載置ブロック52を押し付けて位置決めしたまま摺動孔26a内を摺動することにより、載置ブロック52上に設けられた下クランパ部28の昇降をガイドする。
(もっと読む)
ろう付けされた多重チャネル構造物の製造方法
【課題】最適の寸法、形状および強度を有する均一な接合部を形成する。
【解決手段】部品間のろう材として無定形のろう付け箔を使って、プレート/プレートおよびプレート/フィンの多重チャネル構造物をろう付けするための方法が開示されている。部品が制約されていないスタック内で組み立てられ、スタックの頂部に制御された荷重がかけられる。次いで、スタックを、ろう付け箔が融解して母材と反応し、接合部を形成する温度まで加熱する。スタックを冷却し、構造物の強度が母材の基礎をなす強度に等しい望ましい特性を有するろう付けされた構造物を生じる。
(もっと読む)
誘導加熱による車載パワーモジュールのはんだ付けのための被誘導加熱材
【課題】熱変形が少なく、温度制御性に優れる誘導加熱用積層材を使用した、誘導加熱による車載パワーモジュールのはんだ付けのための被誘導加熱材を提供する。
【解決手段】温度によって透磁率が変化する感温磁性材(後述)をベースに、第1の層10aと第2の層10bと第3の層10cとからなる三層構造によって構成する。
第1、第3の層10a、10cには、温度プロファイルにおける高温側の保持温度に、キュリー点を合わせた感温磁性材11を配する。第2の層10bには、良熱伝導材12(Cu)を配置して構成する。同じ感温磁性材である第1の層10aおよび第3の層10cとは、同じ厚さ寸法とし、それに対する第2の層10bの厚さ寸法も、熱膨張率の違いに起因する熱変形を最小限とするべく設定する。
(もっと読む)
フラックス塗布装置
【課題】フラックス塗布するスポット箇所が変更になっても速やかに且つ精度良くスポット箇所だけに半田付け用フラックスを簡単に塗布できるフラックス塗布装置を提供する。
【解決手段】板面1aに直線状スリット10を貫通形成し、装置ケース9内に固着されるアウタプレート1と、アウタプレート1の下方の装置ケース9内に、平面視で、スリット10の細長横方向と交差する縦方向に張り出すインナプレート3と、各スリット10のほぼ真下で、インナプレート3に接続一体化されるセンサ41と、センサ41から離れたインナプレート3の部位に、ノズル口500を上向きにして取付け位置を変更可能に取付け一体化されてなるフラックス用噴射ノズル50と、インナプレート3と接続固定して、スリット10の細長横方向にインナプレート3を進退動させるアクチュエータ2と、を具備する。
(もっと読む)
11 - 20 / 324
[ Back to top ]