
国際特許分類[B24B55/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削または研磨機械の安全装置;工具または機械の部品を良い稼動条件に維持するために研削または研磨機械に取り付けられた付属装置 (554) | 冷却液の供給のための装置を含む研削面の冷却のための装置 (244)
国際特許分類[B24B55/02]の下位に属する分類
国際特許分類[B24B55/02]に分類される特許
21 - 30 / 200
ホーニング用研削工具
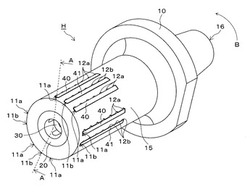
【課題】真円度、円筒度及び研削能率を向上させる配置の砥石を有する研削工具を提供する。
【解決手段】複数スリットを有する円柱状ホルダと、ホルダと同軸的に内包されるテーパコーンと、コーンに支承され複数スリットの各々に内包されるシューと、シューに取り付けられホルダから突出する砥石を備え、コーンの軸方向の進退によりシューが進退自在な研削工具で、ホルダは、ホルダ内部にクーラントを供給する流入口と、ホルダ内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、隣接する砥石がなす角のうち少なくとも一箇所は角度が大きく、それ以外の箇所は角度が小さくなるようホルダの回転軸を中心とする円周上に砥石が配置され、砥石数は6枚であり、そのうち4枚の砥石は、回転軸に関して向かい合う90度以上の二領域を区画するように配置され、残りの2枚の砥石は、各々90度以上の領域以外の領域に1枚ずつ配置される。
(もっと読む)
長尺状ワークピースの研削方法

【課題】 Rx0.01μm、Ry0.10μm前後の鏡面を有する長さが5〜10mのT−ダイを製作加工する。
【解決手段】 平面研削装置の機枠6の前後に取り付けた一対のワーク表面クーラント液供給管20a,20bよりクーラント液を常時ワークwを固定する磁気チャック13表面に供給して磁気チャック表面全域にクーラント液膜を形成させてワーク全域温度を一定に保ち、ダイヤモンド砥石車3による2ステージ以上の研削加工を行う。
(もっと読む)
工作機械
【課題】クーラント熱に対する断熱効果を有効に発揮でき、しかも積極的な冷却効果が期待できる工作機械を提供する。
【解決手段】装置本体2上の工作具にクーラントCを供給してワークに対して工作を行う工作機械である。機械全体が全体カバー10にて覆われる。クーラントCを機外へ排出するクーラント排出路15と、クーラント排出路15に沿って配設させてミストMを機外へ排出するミスト排出路16とを備える。さらに、機内のミストMをミスト排出路16を介して機外へ排出することにより、外気を機内に導入して、その外気の循環によって、装置本体2へのクーラントCの熱の伝達を抑制する断熱機構50を備える。
(もっと読む)
長尺状ワークピースの研削方法
【課題】 長さが5〜10mのT−ダイを真直度1.0μm以下の精度に加工したい。
【解決手段】 平面研削装置の機枠6の前後に取り付けた一対のワーク表面クーラント液供給管20a,20bよりクーラント液を常時ワークw表面に供給してワーク表面全域にクーラント液膜を形成させてワーク全域温度を一定に保ち、砥石車3による研削加工を行う。
(もっと読む)
切削砥石、切削砥石を備えた切削加工機械、及び切削加工機械による切削加工方法
【課題】加工体を切削する切削砥石の外周と加工体間の加工点へクーラントを的確に供給し、切削砥石に構成された砥石等の切刃部の磨耗を抑制すると共に加工体の品質向上を図れるようにする。
【解決手段】台金17の外周部に砥石18を固着した切削砥石において、台金17の回転中心部にクーラント供給口23を設け、台金17の外周部や砥石18にはクーラントを噴出するクーラント噴出口21を設ける。これらクーラント噴出口21とクーラント供給口23とを連通する密閉されたクーラント通路20を切削砥石2内に設ける。クーラント通路20を通じてクーラント噴出口21からクーラントを噴出することができるので、切削砥石2を回転して加工体を切削するに際し、切削砥石2の外周と加工体間の摩擦熱の発生する加工点へ的確にクーラントを供給でき冷却及び遊離粉の除去を確実に行うことができる。
(もっと読む)
機械加工装置及び機械加工方法
【課題】微細バブルを含む切削液を加工具の板状物に対する加工により有効に利用することができる機械加工装置を提供することである。
【解決手段】回転する円盤状の加工具18が切り込んで板状物Wを加工する機械加工装置であって、回転する前記加工具18の前記板状物Wに切り込む側の端面に対して微細バブルを含む第1切削液を吹き付ける第1の機構14、15と、回転する前記加工具18の両側面の少なくとも一方に対して微細バブルを含む第2切削液を吹き付ける第2の機構16、17とを有し、前記第2切削液に含まれる微細バブルのサイズは前記第1切削液に含まれる微細バブルのサイズより大きい構成となる。
(もっと読む)
研削装置
【課題】研削砥石による研削加工部に供給された研削水の流動性を良好にすることにより、脱落した砥粒や研削砥石に詰まった砥粒を流すことができる研削装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研削するための研削手段と、研削手段による研削加工部に研削水を供給する研削水供給手段とを具備し、研削手段がスピンドルハウジングと、スピンドルハウジングに回転自在に支持された回転スピンドルと、回転スピンドルの一端に設けられたホイールマウントと、ホイールマウントに取り付けられたホイール基台とホイール基台の下面外周部に装着された環状の研削砥石とからなる研削ホイールを具備している研削装置であって、研削手段による研削加工部に供給された研削水に超音波振動を付与する超音波振動付与機構を備えている。
(もっと読む)
工作機械およびその工具ホルダ
【課題】工具回転軸端から供給したクーラントを砥石外周面から噴出させて、装置内のどの位置においてもクーラントを用いた研削加工を可能にする。
【解決手段】回転軸の内部を貫通する流路が形成される工具回転軸2と、工具回転軸の流路と連続する流路を供える工具ホルダ3と、工具ホルダ3の流路は装着される砥石内周面4aに通じており、装着された砥石4は内周面4aから外周面4bに向かって連通する空孔を供える構成で、前記工具回転軸2の一端からクーラントLを注入して、工具ホルダ3を経由し、次いで、砥石4の内周面4aから外周面4bに向かい、最終的に外周面4bから放出される構造の工作機械で、工具である砥石4からクーラントLが噴出されるので、砥石4が到達できる機械内の範囲であればどの位置でも研削加工が可能となる。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って改質領域を形成し(ステップS10)、ウェハWの表面から略50μmの基準面までウェハWを裏面から研削する(ステップS12)。このとき、改質領域内のクラックが、基準面とウェハW表面との間に進展される。その後、研削によりウェハWの裏面に形成された加工変質層が除去され、ウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
注水機構付き電動工具
【課題】ハウジングを長くしなくても工具カバーをプラグと干渉することなく装着すると共に、装着した工具カバーの回り止め及び抜け止めも低コストで合理的に行う。
【解決手段】工具10を覆うカバー部17と、ベアリングボックス7の下部に外装されるリング状のバンド部20とを含んでなる工具カバー16を備え、ベアリングボックス7の後面に流体供給口12を開口する円形突起13を突設させたディスクサンダ1において、バンド部20を、前バンド22と後バンド23とに分割して流体供給口12を含むベアリングボックス7の外周部分に沿って外装させると共に、後バンド23における流体供給口12との重合部に、ベアリングボックス7への外装状態で円形突起13が嵌合してバンド部20の周方向の回り止めと下方への抜け止めとを行う逃げ部29を形成した。
(もっと読む)
21 - 30 / 200
[ Back to top ]