
国際特許分類[B29C45/17]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/17]の下位に属する分類
射出成形機への材料の供給 (157)
射出ノズル (188)
金型 (3,741)
スプルーまたはインゲートのための切断装置 (141)
成形品の取り出しまたは突き出し (799)
成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200)
型開き,型閉めまたはクランプ装置 (585)
型開き,型閉めまたはクランプ装置と組み合わせた,成形材料を可塑化もしくは均質化または型内に圧入するための手段 (217)
加熱または冷却 (620)
計量,制御または調整 (1,738)
潤滑手段 (31)
安全装置 (121)
国際特許分類[B29C45/17]に分類される特許
151 - 160 / 613
射出成形機
【課題】溶融樹脂を射出充填するための駆動源として用いるリニアモータを円滑に動作させる。
【解決手段】リニアモータ15a,15bに、一方の磁極歯20aと他方の磁極歯20bとを設けた固定子16を並設し、隣り合う固定子16の一方の磁極歯20aと他方の磁極歯20bとの配置関係を交互に入れ変わるように配置し、並設された固定子16を一体的に束ねるように巻線18を巻き回して、磁極歯20aと磁極歯20bとの間に磁束を形成し、そこにN極とS極とを交互に備えた可動子21を挿入して、一方の磁極歯20aと他方の磁極歯20bからの磁気吸引力を可動子21に対して相殺されるように配置し、磁気吸引力の相殺される位置で可動子21を保持する保持部材22を備える。可動子21が進退されるとき、磁気吸引力の相殺される所定位置からずれることがないよう保持部材22で案内することができるから可動子21の進退動作を円滑に行うことができる。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法

【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
樹脂製品の生産方法
【課題】生産設備で消費されるエネルギー使用量を削減することができる樹脂製品の生産方法を提供することを課題とする。
【解決手段】洗浄装置で実施される洗浄工程には、バンパー14の左側面21、上面22、右側面をブラシがけするブラッシング工程が含まれる。
【効果】洗浄工程にブラッシング工程が含まれない場合に比べて、バンパー14の左側面21、上面22、右側面に付着したゴミ116を容易に除去することができる。ゴミ116の除去が容易になるので、洗浄工程に掛かる時間を短縮することができる。洗浄工程を短縮すると、洗浄工程を実施する洗浄装置を小型化することができるので、バンパー14の生産設備が小型になる。生産設備が小型になると、生産設備で消費されるエネルギー使用量を削減することができる。
(もっと読む)
樹脂部品の成形方法及び成形金型
【課題】生産効率の高い、かつ省エネに優れた樹脂部品の成形方法を提供すること。
【解決手段】 樹脂11を溶融させ、キャビティ空間85で成形する樹脂部品の成形方法において、キャビティ空間85を備えるキャビティ金型セット8を昇温する昇温工程21と、溶融した樹脂11をキャビティ金型セット8に射出する成形工程22と、キャビティ金型セット8を冷却する冷却工程23と、キャビティ金型セット8から、冷却された樹脂部品を取出す部品取出し工程24を有し、キャビティ金型セット8は、一対の第1キャビティ金型8aと第2キャビティ金型8bを備え、キャビティ金型セット8が金型本体である固定型6及び可動型7から着脱自在である。
(もっと読む)
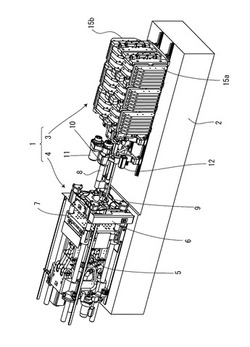
成形機システム
【課題】複数の成形機の配置スペースを節約できる成形機システムを提供する。
【解決手段】成形機システム1は、複数のダイカストマシン3と、複数のダイカストマシン3に電力を供給する集中電源装置41と、複数のダイカストマシン3の動作を制御する集中制御装置43とを有している。さらに、成形機システム1は、集中電源装置41及び集中制御装置43を共に収容する集中筐体45を有している。
(もっと読む)
樹脂製品製造システム及び製造方法
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
射出成形機
【課題】複数のモータの合成された駆動力を単独の射出ユニットの駆動源として用いることができるようにする。
【解決手段】第1の駆動伝達ベルト22を掛け回した第1のスレーブプーリ21と、第3の駆動伝達ベルト27を掛け回した第2のスレーブプーリ26と、第2,4の駆動伝達ベルト23,28を掛け回したマスタープーリ20とを、これらを回転駆動する各射出駆動用モータ13,14,15の回転軸部13a,14a,15aの基端部に固定できるように、後側固定フレーム16に並列に固定された3つの射出駆動用モータ13,14,15のうち、同一面上に配置したマスター射出駆動用モータ13及び第1のスレーブ射出駆動用モータ14と、第2のスレーブ射出駆動用モータ15との配置関係を前後方向にずらして配設する。これにより、駆動伝達ベルトを掛け回したプーリ20,21,26を各回転軸部13a,14a,15aの基端部に固定することができる。
(もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
断熱カバー
【課題】断熱カバーを装着したまま、プラスチック成形機の加熱筒を素早く冷却させる手段を提供すること。
【解決手段】エアーカプラー7に圧縮エアー11の供給ホース(図示せず)を接続し圧縮エアー11を注入する。この時、断熱カバー表面の冷媒非通過コーティング材とエアーカプラー7の対面に冷媒拡散用じゃま板を配置することで、断熱カバー内面に圧縮エアーが拡散しながら加熱筒全長にわたり冷却するので加熱筒1中心部まで効率よく冷却することができる。
(もっと読む)
ジェッティング現象の発生の有無を判定する方法
【課題】最適な成形条件を決定するために、ジェッティング現象の発生の有無を正確に判定する方法を提供する。
【解決手段】複数の成形条件での、前記プラスチック成形用金型のキャビティ内の所定の位置における前記溶融樹脂材料のせん断応力を流動解析により算出するせん断応力導出工程と、それぞれの前記成形条件で前記樹脂材料を実際に射出成形しジェッティング現象の発生の有無を確認する確認工程と、前記確認工程の結果から、ジェッティング現象が発生する場合のせん断応力の最小値と、ジェッティング現象が発生しない場合のせん断応力の最大値と、の間のせん断応力を、ジェッティング現象の発生の有無を判定するための閾値として求める閾値導出工程と、を備える方法で判定する。
(もっと読む)
151 - 160 / 613
[ Back to top ]