
国際特許分類[F16J15/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ピストン;シリンダ;圧力容器一般;密封装置 (9,346) | 密封装置 (6,637)
国際特許分類[F16J15/00]の下位に属する分類
相対的に静止した表面間のもの (2,584)
相対的に運動している表面間に設けられたもの (2,710)
非接触パッキング (459)
流体圧により空間に拡張または押しつけられたパッキングをもつもの,例.膨脹可能パッキング (61)
相対的に運動可能な部材間で,相対的に運動する表面を持たない密封部材によるもの,例.壁の中を通して運動を伝達するための流体漏れ防止密封装置 (573)
磁気手段を用いるもの
回転軸用の他の密封装置 (35)
往復動ロッド用の他の密封装置 (3)
国際特許分類[F16J15/00]に分類される特許
11 - 20 / 212
マスタシリンダのシール組付方法およびシール組付装置
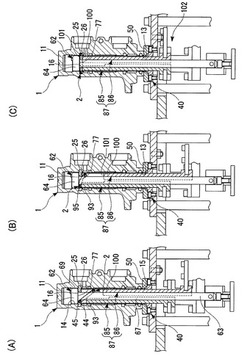
【課題】製造効率を向上させることができるマスタシリンダのシール組付方法およびシール組付装置の提供。
【解決手段】有底筒状のシリンダ本体1内に環状に形成されたシール溝16に、シリンダ本体1内を摺動するピストンをシールするカップシール2を組み付けるマスタシリンダのシール組付方法であって、カップシール2をシリンダ本体1の軸方向に対して傾斜させてシリンダ本体1内に挿入し、カップシール2の挿入限を規定する中心芯金治具62によってシール溝16に組み付ける。
(もっと読む)
ガスケット用材料、ガスケット及びハードディスク装置、並びにガスケットの製造方法
【課題】常温でディスペンサーでの吐出が可能であり、かつ吐出後の形状保持性に優れたガスケット用材料、ガスケット及び該ガスケットを用いたハードディスク装置、並びに前記ガスケットの製造方法を提供すること。
【解決手段】(A)(メタ)アクリロイル基を有するエネルギー線硬化型液状オリゴマー、(B)(メタ)アクリレートモノマー及び(C)無機充填剤を含有するガスケット用材料であって、降伏応力が30Pa以上であり、かつ剪断速度10s-1における粘度(η10)が100Pa・s以下であるガスケット用材料。さらには、該ガスケット用材料に活性エネルギー線を照射してなるガスケット、及び該ガスケットを用いたハードディスク装置、並びに前記ガスケットの製造方法。
(もっと読む)
開閉器、シール部材、シール用環状部材及びシール部材の製造方法

【課題】より信頼性を向上させることが可能な開閉器、シール部材、シール用環状部材及びシール部材の製造方法を提供する。
【解決手段】シール部材40は、中央部に孔H4が形成されたベース部材50と、孔H4よりも外周側にてベース部材50の両面からそれぞれ孔H4に沿って厚み方向に突出する第1の突出部61が形成され、ベース部材50よりも柔らかい環状の第1の環状部材51と、第1の突出部61よりも外周側にてベース部材50の両面からそれぞれベース部材50の外周に沿って厚み方向に突出する第2の突出部62が形成され、ベース部材50よりも柔らかい環状の第2の環状部材52とを備える。
(もっと読む)
フランジのガスケット締代測定方法
【課題】フランジのガスケット締代を容易に測定できるフランジのガスケット締代測定方法を提供する。
【解決手段】一対のフランジの間に装着されて締結部材によって締付けられるガスケットの締代を測定するフランジのガスケット締代測定方法において、一対のフランジの間にガスケットを挟んで組立て、締結部材でフランジの仮締めを行うフランジ組立工程と、一対のフランジ外周の間にガスケットの締代を表示する測定装置を備えたπ型ゲージを固定するπ型ゲージ取付け工程と、π型ゲージの測定装置をゼロ点に合わせて補正するゼロ点補正工程と、π型ゲージの測定値が所定値に達するまで締め付けを行う締め付け工程により、フランジの間に装着されたガスケットの締代を容易かつ正確に測定する。
(もっと読む)
油槽シールを交換するための方法およびシールアセンブリ
【課題】サービス作業員が、油槽シールが車両で交換されるときに、旧式のトーンリング型ターゲットをより新しく、かつ好ましいエンコーダ式リングと交換することができる油槽シールを交換するための方法を提供する。
【解決手段】油槽シール16を交換するための方法であって、その方法は、静止車軸12を設けるステップと、車軸12上に回転可能に支持されるハブ14を設けるステップと、ハブ14と車軸12との間の間隙区間から使用済みの油槽シールを除去するステップとを含み、使用済みの油槽シールは、一体型トーンリング式ターゲットを有し、さらにハブ14と車軸12との間の間隙区間に新たな油槽シール16を装着するステップを含む。新たな油槽シール16は、北極性と南極性との間で交互に並べられる複数の磁気的偏向セクタを備えるエンコーダリング56を備える式エンコーダリングターゲットを有する。
(もっと読む)
パッキン組付構造
【課題】パッキンを広げつつカバー等のパッキン収容溝に離脱なく簡単且つ確実に装着させる。
【解決手段】箱本体2にカバー1を装着して該箱本体の開口37を塞ぐべく、箱本体又はカバーの周方向にパッキン収容溝4を連続して設け、パッキン収容溝を成す内側の周壁9に複数のパッキン引っ掛け部10〜13を、パッキン収容溝へのパッキン14の押し込み方向とは反対方向に突出して設けた。パッキン引っ掛け部10〜13を箱本体又はカバーの各角部5〜8に配置した。矩形状の箱本体2又はカバー1に対応して四つの角部5〜8にパッキン引っ掛け部10〜13を配置し、対角線上の二つの角部5,6の各パッキン引っ掛け部10,11と、他の対角線上の他の二つの角部7,8の各パッキン引っ掛け部12,13とにパッキン14を順次引っ掛ける構成とした。
(もっと読む)
継手におけるパッキング加圧量の標示方法及び装置
【課題】継手をボルト締めにより加圧する場合において加圧力を直接検知し、適切な加圧量を標示することにより、加圧力の不足と過大を目視にて識別できるようにする。
【解決手段】管体の外周に配置した継手リングと管体の先端部を差し込む継手本体及び継手リングと継手本体の間に配置したパッキングを有し、上記継手リングと継手本体をボルト締めにより加圧し、少なくとも上記継手リングと継手本体の一方に形成した傾斜面による分力でパッキングを管体の外面に密着させる継手において、ボルト締めにより継手リング12のフランジ15と継手本体14のフランジ16が接近し、加圧によりパッキング17が圧縮され一部が入り込んで膨らみを生じさせる間隙22を両フランジ間に設定し、上記間隙に入り込んで膨らんだパッキングの外周長をパラメーターとして加圧量を把握可能とし、かつ、上記加圧に伴うパッキングの外周長の増加を視覚的に標示する。
(もっと読む)
ガスケット材
【課題】モノマーおよび他の反応性の高い化合物に対する耐性の強化とともに、硬直性、加工の容易さ、およびPTFEの相対的な経済性を有するガスケット材を提供する。
【解決手段】ポリテトラフルオロエチレン(PTFE)およびPTFEの融点より低い融点を有する熱可塑性ポリマーを含むガスケット材。好ましい熱可塑性ポリマーは、フッ素化熱可塑性ポリマーを含み、最も好ましいフッ素化熱可塑性ポリマーは、フッ化エチレンプロピレンおよびペルフルオロアルコキシ共重合体を含む。PTFE成分は好ましくは、最高密度PTFEを含み、充填材料が任意に添加される。PTFE成分は、ガスケット材の総重量に基づき、ガスケット材中に約50%以上100%未満の量で存在し、熱可塑性ポリマーはガスケット材の総重量に基づき、0%より多く約20%以下の量で存在する。
(もっと読む)
シール部材の製造方法およびその方法で作製されるシール部材
【課題】
耐圧性が極めて高いシール部材が得られる製造方法を提供する。
【解決手段】
樹脂と充填材を含む樹脂組成物を予備成形素材とする予備成形工程と、前記予備成形素材を加熱する焼成工程と、前記予備成形素材を徐冷して樹脂成形体にする冷却工程と、前記樹脂成形体を切削加工する切削工程を有し、前記焼成工程において、前記予備成形素材が熱膨張する際に、前記予備成形素材の表面にかかる圧力が不均一となるシール部材の製造方法、あるいは、前記焼成工程において、前記予備成形素材が熱膨張する際に、少なくとも前記予備成形素材の一箇所に非固定面が有る状態であり、且つ前記予備成形素材と前記焼成用成形型が嵌合状態であるシール部材の製造方法。
(もっと読む)
シール部材の製造方法
【課題】密封性を確保しながら摺動抵抗を低減することが可能なシール部材を容易に製造することができるシール部材の製造方法を提供する。
【解決手段】弾性材料60と微粒子61とを混練装置71によって混合させて混合材料62を形成する混合工程と、混合材料62を成形型76、77内に充填してシール成形体40に対応する形状の弾性成形品65を形成する成形工程と、弾性成形品65の表面に存在する微粒子を除去してシール成形体40を形成する微粒子除去工程とを備えている。
(もっと読む)
11 - 20 / 212
[ Back to top ]