
Fターム[2F062EE62]の内容
機械的手段の使用による測定装置 (14,257) | 測定方法 (2,962) | フィーラ、測定子の数 (1,281) | 1つ (850)
Fターム[2F062EE62]に分類される特許
141 - 160 / 850
寸法測定用機器
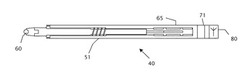
【課題】長さを測定するための複数のプローブを有する測定システムを提供する。
【解決手段】それぞれのプローブ40が、ケーシング51に対して着脱可能な方法で接続するプローブチップ60、ケーシング51に対する前記プローブチップ60の位置を表す電気信号を供給するトランスデューサ65、前記トランスデューサ65からの信号をサンプリングする、およびそれを前記位置のデジタル表現に変換するためのデジタル処理ユニット71、ならびに前記プローブ40を制御ユニットに接続するワイヤレス通信ネットワークのための双方向インタフェースを含む。方法は、前記プローブ40のデジタル処理ユニット71のクロックが前記双方向ワイヤレスインタフェースを通じて同期する間の工程と、制御ユニットが、前記電気信号がサンプリングされる瞬間を定めるコマンドを送信する間の工程と、によって特徴付けられる。
(もっと読む)
タイヤ偏摩耗量測定装置

【課題】偏摩耗量の測定作業の効率化を図りつつ偏摩耗量の測定精度を確保する上で有利なタイヤ偏摩耗量測定装置を提供する。
【解決手段】デプスゲージ20のスピンドル24の先端を弾性板18の下面の位置に合致させた状態でゼロセットスイッチを操作し、測定部の移動量を原点(ゼロ)に設定しておく。弾性板18の長手方向をタイヤ2の周方向と平行させ、当て付け面16を摩耗量の少ないトレッド面2Aの箇所に当接しつつその長さ方向に沿って延在させる。この状態で操作部26を下方に動かしスピンドル24の先端を測定すべきトレッド面2Aの箇所に当接させる。これにより、デプスゲージ20の測定部によって、弾性板18の当て付け面16とトレッド面2Aの箇所との間に形成される距離がトレッド面2Aに生じる偏摩耗量として測定され表示部に表示される。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
測長方法および測長治具
【課題】電極間に温度差が生じる場合であっても、プラズマ放電中の電極間の距離を測長治具を用いて首尾良く測定するための技術を提供すること。
【解決手段】メス部品220、およびメス部品220に嵌挿されているオス部品210を備えている測長治具200をプラズマ放電のための第1の電極11および第2の電極12の間に配置して、プラズマ放電中の第1の電極11および第2の電極12の間の距離を測定する測長方法であって、プラズマ放電中、第2の電極12は、第1の電極11よりも高温となり、測長治具200は、オス部品210が第2の電極12に接するように配置される、測長方法。
(もっと読む)
産業機械
【課題】使用する環境の温度変化や、経時変化などの影響があっても適切に空間精度補正をすることができる産業機械の提供。
【解決手段】産業機械としての三次元測定機1は、ガイド部212と、コラム221とで構成され、Y軸方向に沿って移動する移動機構と、コラム221の角度を検出する2軸角度計32と、移動機構を制御する制御装置4とを備える。制御装置4は、角度誤差取得部42と、パラメータ生成部43と、補正部44とを備える。角度誤差取得部42は、コラム221を移動させたときに2軸角度計32にて検出される角度に基づいて、コラム221の位置に対するコラム221の角度誤差を取得する。パラメータ生成部43は、角度誤差取得部42にて取得されるコラム221の角度誤差をコラム221の位置で積分することで真直度補正パラメータを生成する。補正部44は、パラメータ生成部43にて生成される真直度補正パラメータに基づいて、移動機構の運動誤差を補正する。
(もっと読む)
測長装置
【課題】加工時の物品から受ける力を適切に逃がすことができ、また、物品の加工時の傾きを抑制して安全に物品の測長ができる測長装置を提供する。
【解決手段】レール2に移動可能に案内されると共にレール2に沿って配置されたワークの端面に当接してレール2上における移動距離を検出することによりワークの長さを測定し得る測定器3を有する測長装置1であって、測定器3に、ワークの端面に当接し得る当接ブロック45が設けられた主ロッド部51を測定器3の移動方向に沿って所定距離だけ移動可能に保持させ、主ロッド部51をワークに付勢するスプリング52を設けるとともに、ワークの長さの測定時に、スプリング52により主ロッド部51をワーク側に移動させて、その端部に設けられた当接ブロック45をワークの端面に接触させるようにしたものである。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
穴の内部寸法を計測するための装置
【課題】油田における坑井ボアの内部寸法を計測するための装置において、過酷な環境(高温または高圧)でも、使用に耐えられるものを提供する。
【解決手段】坑井ボアWBの内部寸法を計測するための検層システムLSは、坑井ボアWBの内部に配置されるようになされた検層工具1を備える。検層工具1はセントラライザー5を含み、全体として、検層工具1および下ノーズ5’に連結された複数の機械式アーム6、7等を含む。機械式アーム6、7等は、坑井ボア壁WBWと接触し、検層工具1が正しく位置決めされるように、半径方向に展開するとともに、坑井ボアWBの内部寸法を計測するために使用される光学式センサのカリパーアームを形成する。また、検層工具1は、光ファイバライン2に連結されており、適合した地表ユニット(例えば、車輛3および対応するシステム4)によって坑井ボアWBの内部へ展開される。
(もっと読む)
シーブ溝の摩耗量測定装置
【課題】シーブの交換を要する程度にシーブ溝が摩耗しているかどうかを容易に判断することができるシーブ溝の摩耗量測定装置の提供。
【解決手段】ロープ3が巻き掛けられるシーブ溝10と、このシーブ溝10に連設され回転中心10b側に位置する基部10cと、この基部10cと回転中心10bとの間に形成される空間部10dとを有するエレベータのシーブ4に形成される前述のシーブ溝10の摩耗量測定装置が、シーブ溝10に連設される基部10cを貫通し、シーブ溝10の底面10aと空間部10dとを連通させ、シーブ4の回転中心10bに向かって延設させた貫通穴50と、シーブ溝10に巻き掛けられたロープ3の下端3aとシーブ溝10の底面10aとの間の寸法が正常範囲内に含まれるか否かを判断するための第1測定指標を有する測定ゲージ53とを備えている。
(もっと読む)
貫通孔開口縁面取り寸法の良否検査方法と検査治具
【課題】径方向貫通孔の開口縁に面取り部が施された筒状部品を検査対象にして、前記面取り部の面取り寸法が規定範囲内にあるか否かの検査を短時間で信頼性良く行えるようにすることを課題としている。
【解決手段】頭部と胴部と円錐部3cを有する挿入ピン3と、筒状部品20の軸孔21の内径寸法に適合させた外径寸法とピン孔2aとを有する治具本体2からなる測定治具1を使用し、軸孔21に治具本体1を挿入した後、前記部品に設けられた貫通孔22の開口縁の面取り部23に円錐部3cが接する位置まで挿入ピン3を貫通孔22に挿入し、治具本体2の軸孔21からの突出部を基準面11bに当て、この状態で基準面11bから挿入ピン3の頭頂面までの距離L1が規定範囲内にあるか否かを調べて面取り寸法の良否判定を行う。
(もっと読む)
内部クリアランスを測定するための装置及び方法
【課題】内部クリアランスを測定するための装置及び方法を提供する。
【解決手段】内部クリアランスを測定する装置60は、基部表面68を有する基部62を含む。基部62と摺動係合状態になった第1の脚部64が、第1の脚部表面82及び第1の遠位端部70を含む。基部表面68が部品に当接した時に、基部表面68及び第1の脚部表面82間の所定の距離により、第1の遠位端部70がクリアランス内に位置する。測定方法は、ボア孔内に装置60の脚部64を挿入するステップと、装置60がボア孔に当接するまで該装置60を後方に移動させるステップとを含む。本方法はさらに、ボア孔から脚部64を引出すステップと、脚部64をクリアランス内に延ばすステップと、引出すステップの後に脚部64を延ばした距離を測定するステップとを含む。
(もっと読む)
測定システム
【課題】高速で、振動と測定誤差の少ない座標測定システムを提供する。
【解決手段】座標測定システムの可動サポートに着脱可能に接続されるコネクタを備えるアナログ走査プローブ120であり、走査プローブは、測定軸63に従って当該走査プローブに回動可能に接続される針部28の先端の接触部30と、前記測定軸63についての前記接触部30の傾き角の測定を行う位置エンコーダと、を含み、前記コネクタと前記測定軸63との間に走査プローブ又はプローブの一部を傾けてプローブの走査を可能とする1つの関節64が備えられる。
(もっと読む)
測定システム
【課題】高速、かつ少ない振動およびエラーで部品表面の多数の座標ポイント取得できるようにする。
【解決手段】基準表面に対して可動サポートを位置決めするための1つ以上のアクチュエータとを含む測定システムであって、前記可動サポートが、サポートコネクタと、前記可動サポートと取り外し可能に接続された、前記基準表面に位置決めされたワークピースの表面の走査経路にある複数のポイントを測定するための走査プローブと、前記サポートコネクタと相互作用するように配置された、モジュラ回転取り付け具を前記可動サポートに接続させるための第1のコネクタ90、およびプローブコネクタと相互作用するように配置された、前記走査プローブを前記モジュラ回転取り付け具に接続させるための第2のコネクタ40を備えるモジュラ回転取り付け具と、前記第2のコネクタを前記第1のコネクタに対して回転させるためのアクチュエータ58とを有す。
(もっと読む)
孔傾斜計測治具及び孔傾斜計測方法
【課題】計測対象孔の傾斜状態を計測する場合に、計測対象孔の加工作業の効率低下を防止すると共に、計測対象孔の細径化にも対応することが可能な孔傾斜計測治具を提供する。
【解決手段】孔傾斜計測治具の構成として、平面に形成された計測対象孔に挿入自在な棒状部材と、該棒状部材の中心軸線に直交するように当該棒状部材に設けられた直交部材と、該直交部材において前記中心軸線から離間した位置に設けられた光反射部材とを具備するという構成を採用する。
(もっと読む)
触針式段差計における差動トランス用コア及びその製造方法
【課題】切削加工で製作されるコアを組み込んだ差動トランスを用いた触針式段差計の変位雑音を小さくすることのできるコア及びその製造方法を提供する。
【解決手段】差動トランスのコア6は、切削加工により形成したパーマロイ製の円筒状本体の表面を研磨処理して表面粗さを1μmオーダー以下にして構成される。また、触針式段差計における本発明による差動トランス用コア6の製造方法は、パーマロイを切削加工により円筒状本体を形成し、円筒状本体の表面を研磨し、その後磁性焼鈍することを含む。
(もっと読む)
クラックゲージ
【課題】 微細な亀裂でもより正確に亀裂幅を測定できるクラックゲージを提供することを目的とする。
【解決手段】 クラックゲージ1は、ゲージ本体2の外周縁2cがその円周方向に沿って厚みが所定の増加度合いで最小厚み部から最大厚み部へと増加するように形成されるので、このゲージ本体2の外周縁2cの中のごく一部の先端部(ゲージ本体2の外周縁2cとコンクリート表面との接点部近傍)のみを亀裂C内に僅かに挿入することにより、亀裂幅の測定することができる。クラックゲージ1の挿入対象部位の厚みが亀裂幅にぴったり合致する場合、その挿入対象部位の厚みが、亀裂幅の測定値として、スケール部3の目盛線3a及び数値表示3bから読み取られる。具体的には、クラックゲージ1のゲージ本体2の外周縁2cとコンクリート表面とが交差する位置Crに相当する厚みが、亀裂幅の測定値として読み取られる。
(もっと読む)
テーブルクロス計測器具
【課題】熟練を要さず、体への負担も必要最小限で、計測と計測後の処理を能率よく行うことが出来るテーブルクロス計測器具を提供する。
【解決手段】テーブルクロス展示場の店員は計測器の本体1を開いた状態で内面の折り目5に第2の板状体3の方向から顧客が注文したテーブルクロス10の端部10aを合わせ込む。次に第1の板状体2を折り目5から内側に折ってテーブルクロス10の上から第2の板状体3に重ねて本体1を閉じる。このとき覗き孔8からテーブルクロス10の端部に位置ずれが無いことを確認する。本体1の短手方向の幅は30cmであるので、これに巻き付けるテーブルクロス10の計測長は本体1の回転数で容易に判明する。30cm未満の計測は10cmと20cmの長さの追加尺17により計測する。計測が終了して裁断したら鉤部材9をシャフト18に係合させ、テーブルクロス10を本体1から引き抜いてそのまま折畳み、幅広輪ゴム等で把捉する。
(もっと読む)
三次元測定機
【課題】測定箇所の測定データを適切に取得できて操作性も良い手動式の三次元測定機を提供する。
【解決手段】三次元測定機1は、被測定物を測定するためのプローブ2と、プローブ2を移動させる三次元測定機本体3と、三次元測定機本体3を制御する制御手段10とを備え、プローブ2が三次元測定機本体3を介して手動で移動されるものであって、外部からのトリガ指令T3をプローブ2及び三次元測定機本体3に外力を作用させずに入力させるマイク6を有し、制御手段10は、トリガ指令T3に基づいて測定データを取得する動機となるトリガ信号を生成する音声処理部101と、トリガ信号を音声処理部101から受け取ることによって測定データを取得するデータ取得部102とを備える。
(もっと読む)
ナノ粒子の表面粗さ測定方法
【課題】直接ナノ粒子の表面粗さを精度よく測定する。
【解決手段】原子間力顕微鏡を用いてナノ粒子の表面粗さを測定する方法は、表面にアミノ基を有する基板上にナノ粒子分散液を塗布して乾燥させることにより基板上にナノ粒子を固定する工程1と、工程1でナノ粒子を固定した基板を原子間力顕微鏡の試料台に設置する工程2と、工程2で原子間力顕微鏡の試料台に設置した基板上に固定されたナノ粒子の表面粗さをプローブを用いて測定する工程3とを含む。
(もっと読む)
金属屋根における馳部の溝幅ゲージ
【目的】本発明は、金属屋根8の馳部(馳締部)の溝幅を簡易且つ正確に測定すること。
【構成】測定主板1と、金属屋根8の馳部81の背面基準線81aを支持する被押圧部2と、金属屋根8の馳部81の溝部81c箇所の所定の高さ位置の溝幅の正常幅に相当する間隔を有しつつ、正常値を超えたときに後退するように弾性を有する押圧棒状部31とからなること。被押圧部2と押圧棒状部31とが測定主板1の下方に設けられていること。測定時において前記溝幅が正常値を超えたときに警報信号が検出されるように警報手段Xが備えられてなること。
(もっと読む)
141 - 160 / 850
[ Back to top ]