
Fターム[2F062EE62]の内容
機械的手段の使用による測定装置 (14,257) | 測定方法 (2,962) | フィーラ、測定子の数 (1,281) | 1つ (850)
Fターム[2F062EE62]に分類される特許
101 - 120 / 850
3次元測定機検証用長尺ゲージ
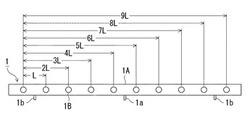
【課題】 構造が簡単で容易に製造することができ、且つ、プローブ先端の向きによる測定誤差の検証にも使用することができる、高精度な3次元測定機検証用長尺ゲージを提供する。
【解決手段】 3次元測定機のプローブが当接する基準測定面となる基準孔1Bが、上面と下面間を貫通して長手方向に沿って複数配列されている横断面矩形状の長尺なゲージ本体1Aと、前記ゲージ本体の下面とこれに直角な一方の側面に突設された複数の支持脚1aとを備えている。これらの支持脚は、前記下面と前記一方の側面のそれぞれの長手方向両端近傍位置と中央位置に、扁平な2等辺3角形の頂点となる配置で突設され、ゲージ本体は、これらの下面または一方の側面の何れかの支持脚で3次元測定機の測定テーブル面に支持される。
(もっと読む)
ワーク寸法計測装置及びワーク寸法計測方法

【課題】計測精度の向上を実現したうえで、寸法計測から計測後の検査記録作成までの作業コストの低減及び作業時間の短縮を実現でき、平坦度や捻れ等の三次元データをも得ることが可能であるワーク寸法計測装置及びワーク寸法計測方法を提供する。
【解決手段】セグメントWの寸法を計測するワーク寸法計測装置1であって、多関節アーム12を具備して、アーム12の先端に有する探触子11をセグメントWに接触させることで三次元座標値を得る複数の測定機10と、複数の測定機10の相対位置関係を校正する作業及び該複数の測定機10で得られた各三次元座標値に基づいてセグメントWの寸法を自動算出する作業を行う校正演算手段21と、校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22と、計測評価手段22からの計測結果を検査記録にまとめて出力するデータ管理手段31を備えている。
(もっと読む)
形状測定センサ
【課題】被検物を傷めることなくより短時間で表面形状測定を行うことができる形状測定センサを提供する。
【解決手段】被検物100の表面形状を測定するための形状測定センサ1は、自身の軸方向に摺動可能に支持され、軸方法に摺動することにより被検物の表面形状に追従するプローブ11と、プローブを軸方向に摺動可能に支持する静圧軸受12と、プローブを、その摺動範囲内における中間部の所望の位置に位置決めして保持する第一の状態と、プローブの摺動に干渉しない第二の状態とに切り替え可能なストッパ部60とを備えることを特徴とする。
(もっと読む)
タイヤ成型用金型の内面形状測定方法及び内面形状測定治具
【課題】本発明は、簡易な構成でタイヤ成形用金型の内面形状を精度よく測定できる測定治具を提供することを目的とするものである。
【解決手段】測定治具は、測定中心軸となる軸シャフト1と、軸シャフト1の両端部において測定中心軸を中心に回動可能に取り付けられるとともに測定中心軸の軸方向と直交する方向に延設された一対の支持フレーム2と、測定中心軸の半径方向に沿って支持フレーム2に移動可能に取り付けられて先端を基準半径に位置決めする支持ピン4と、支持フレーム2の間において測定中心軸を中心に回動可能で軸方向に沿って移動可能に軸シャフト1に取り付けられるとともに測定中心軸の軸方向と直交する方向に延設された回転アーム3と、回転アーム3の先端部に固定されたダイヤルゲージ5とを備えている。
(もっと読む)
縞鋼板の縞目高さ測定装置及び縞目高さ測定方法
【課題】縞目高さを精度よく測定する縞目高さ測定装置と縞目高さ測定方法を提供する
【解決手段】縞鋼板の縞目高さを測定する縞目高さ測定装置であって、先端に測定子を有するスピンドルと、内部を前記スピンドルが摺動するステムと、前記スピンドルの動きを距離に換算する表示部と、前記ステムを支持するベースとからなり、該ベース下部には縞鋼板の1条の縞目を跨ぐ逆U字型に開口した脚部が設けられ、該脚部の下面は縞鋼板の母材表面と平行に面接触することを特徴とする縞鋼板の縞目高さ測定装置。
(もっと読む)
シールド機
【課題】テールプレートのひずみ及びテールエンドクリアランスを測定可能なシールド機及びクリアランス測定方法を提供する。
【解決手段】油圧ジャッキ17の押圧部13にはクリアランス計15が設置される。クリアランス計15は、スキンプレート3内周面とセグメント9の外周面の隙間であるテールクリアランス25を測定する。テールプレート11にはひずみ計21とストローク計23が設置される。ひずみ計21は、テールプレート11のひずみを測定するためのものであり、テールプレート11のスキンプレート3側と、テールプレート11後端部に2箇所設置される。ストローク計23は、テールプレート11後端の内周面とセグメント9外周面の隙間であるテールエンドクリアランス27を測定する為のもので、テールプレート11の後端部内面に設置される。
(もっと読む)
角度計
【課題】アーム部の長さが短くても高精度な角度測定を行える。
【解決手段】角度計1は、第一アーム部2と第二アーム部3が支軸を中心に相対回転可能に支持される。第一アーム部2の中心線は角度表示器5の0度に位置合わせする。支軸と同軸に角度表示器5を第一アーム部3の一端に固定する。第二アーム部3の自由端部に角度器10を設ける。角度器10は周方向に角度目盛りを付した角度表示部8を表示ケース7で囲い一体に回転可能とする。表示ケース7内に設けた球体9は重力方向に位置する。角度器10を関節等に位置決めし、第一アーム部2と第二アーム部3を体幹に沿って直線状に配列し、重力方向に位置する球体9に角度表示部8の0度を一致させる。そして、角度器10を中心に直線の第一アーム部2と第二アーム部3を腕部または大腿部に一致させることで、球体9が回転角度を表示する。
(もっと読む)
表面形状測定方法
【課題】表面形状の測定精度が低い。
【解決手段】対象物の表面に触針を接触させた状態で表面上を走査することにより対象物の表面形状を測定する表面形状測定方法であって、対象物の表面にエッジがある場合に、走査の方向について、エッジがあるべき想定位置に対して予め定められた距離だけ離れた設定位置まで、表面上を第1の速度で走査して表面形状を計測する高速走査段階と、走査の方向について、設定位置から想定位置まで、表面上を、第1の速度よりも遅い第2の速度で走査して表面形状を計測する低速走査段階とを備える表面形状測定方法。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置
【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
円筒体の円周寸法測定装置および円周寸法測定方法
【課題】円筒体の円周寸法(外周長)を簡単な方法でかつ精度良く測定することができ、このような測定作業の効率を向上させることができる円筒体の円周寸法測定装置および円周寸法測定方法を提供する。
【解決手段】円筒体の円周寸法測定装置10は、印刷用ロール50の外周面にそれぞれ当接されるべき2つの平面14を有し、これらの2つの平面14が所定の角度θをなして配置される本体部12と、印刷用ロール50の軸方向に直交する平面において本体部12の2つの平面14の交点Pから印刷用ロール50の外周面までの最短距離Yを測定する距離測定部20と、を備えている。
(もっと読む)
座標測定用ヘッドユニット及び座標測定機
【課題】小型、安価で、高速の高精度測定が可能であり、工作機械における機上測定や搬送ラインでのインサイト測定が容易な、座標測定用ヘッドユニットを提供する。
【解決手段】座標測定用ヘッドユニット10において、コンピュータ数値制御によりプローブ12を互いに直交する複数の駆動軸に沿って移動させ、測定対象に当接させて測定対象の寸法を計測するための駆動手段(X軸駆動部14、Y軸駆動部16、Z軸駆動部18)と、該駆動手段14、16、18を収めるための一体化された筐体13と、該筐体13のいずれかの側面に設けられた、前記駆動手段14、16、18のいずれか一つを支持体(ベース30に固定されたスタンド32上のサポート34)に取付けるための取付手段(取付面20)と、を備える。
(もっと読む)
載置台、形状測定装置、及び形状測定方法
【課題】予め算出した補正テーブルを変更することなく回転軸の位置補正を簡便に行うことができる、載置台、形状測定装置、及び形状測定方法を提供する。
【解決手段】被検物を載置する載置面が少なくとも1軸を中心として回転可能な載置部と、載置部を支持するベース部と、ベース部に固定されており、載置面の位置を規定する基準部と、を備える載置台である。
(もっと読む)
離隔距離確認器具
【課題】地上巡視に際して携帯するのに障害とならない程度にコンパクト化することができ、一旦設置した場合には数年間は利用することができるばかりでなく、樹木が密集する等の目視確認しにくい環境であっても容易に確認器具の所在を把握して、電線と他の樹木との間の離隔距離を確認する。
【解決手段】内外径が異なる中空、且つ絶縁性の棒状部材を入れ子式に伸縮自在とした竿2と、最大外径の棒状部材を樹木の幹に固定するための固定手段10と、最小外径の棒状部材の先端部に設けられた目印部材20と、最小外径の棒状部材の先部に一端を支持された絶縁紐30と、絶縁紐他端に固定されて空気よりも比重の小さい気体を封入したバルーン35と、を備え、各棒状部材は、竿の全長を任意の長さに固定できるように構成されている。
(もっと読む)
媒体厚さ検出装置及び画像形成装置
【課題】媒体厚さを高精度に検出できる媒体厚さ検出装置及び画像形成装置を提供する。
【解決手段】用紙Pの厚さを検出する媒体厚さ検出装置であって、LED素子12と、受光面13a上における受光位置を検出してこの受光位置を示す位置信号を出力するPSDセンサ13と、LED素子12からの光を案内して受光面13aに向けて出射する導光レンズ14と、導光レンズ14を支持し、用紙Pの厚さに応じて導光レンズ14を移動させて、受光位置を用紙Pの厚さに対応する位置にするホルダ15とを備えている。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
外径測定装置およびころ軸受製造方法
【課題】対象物のチャッキングとチャッキング解除動作が不要となって、作業性の向上を図ることが可能な外径測定装置及びころ軸受の製造方法を提供する。
【解決手段】被測定物10を横倒し状として下方から受体11にて受けられ、軸心方向の移動及び軸心廻りの回転を許容する。駆動手段12にて、受体11にて受けられている被測定物10をその軸心廻りに回転させてその軸心方向の一方に移動させる。被測定物10は、軸方向の移動が受部材13にて規制される。外径寸法測定手段14にて、受部材13にて軸心方向の移動が規制されている被測定物10がその軸心廻りに回転している状態で被測定物10の外径寸法を測定する。
(もっと読む)
ワイヤーたわみ測定装置
【課題】通行支障にならない限定箇所で、微細な荷重変位を正確に測定する、簡単で安価な構成の装置、及びそれを用いて行う劣化コンクリート日常点検方法を提供する。
【解決手段】被測定物側に動滑車を配置し測定装置側に定滑車を配置する、荷重付加時のたわみ量H2は、張設ワイヤーにSL2として表現される。この微量の長さを、滑車を用いて増幅し測定装置側面の点検窓に、その箇所の構造物崩壊推定危険度として、青、黄、赤に数値を併記した図柄で表される。
(もっと読む)
三次元測定機の校正方法および校正治具
【課題】回転テーブル座標系の登録を効率よく行えるとともに高精度が確保できる三次元測定機の校正方法および校正治具を提供すること。
【解決手段】 回転テーブル50の座標系を登録するために、少なくとも3つの角度位置で回転テーブル50の表面の基準点の座標位置を測定する。測定には、接触部61として3つの同径の球体65を有し、支持部62として支柱64および基台63を有し、プローブ17の先端球17Aに対して3つの接点で同時に接触する校正治具60を用いる。測定手順として、回転テーブル50の表面に校正治具60を設置し、プローブ17を校正治具60に近接させ、プローブ17の先端球17Aが3つの球体65と同時に接触した状態での座標位置を読み取る。
(もっと読む)
三次元形状測定装置
【課題】測定物の上面も側面も10〜100ナノメートルの超高精度で走査測定できる三次元形状測定装置を提供する。
【解決手段】上面スタイラス1aは、エアスライド1cによりXY方向には振れずに測定物の上面を走査測定でき、第1のミラー1bとレンズ2deによりZ座標も精度良く測定でき、側面スタイラス2iaは、XY方向にのみ変位可能でZ方向には振れないので測定物の側面を走査測定でき、側面スタイラス2iaのZ座標測定は前記第1のミラー1bのZ座標測定値を利用して、より高精度に側面スタイラスのXY変位を傾斜角度測定部2jで測定することができる。
(もっと読む)
101 - 120 / 850
[ Back to top ]