
Fターム[2F062EE62]の内容
機械的手段の使用による測定装置 (14,257) | 測定方法 (2,962) | フィーラ、測定子の数 (1,281) | 1つ (850)
Fターム[2F062EE62]に分類される特許
1 - 20 / 850
離隔距離判定器
表面性状測定機
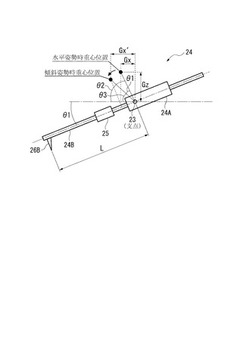
【課題】傾き角度を任意の角度に変更した場合でも正確な測定ができ、メモリ容量も少なく、新たなスタイラスの使用でもユーザに対する作業負担を軽減できる表面性状測定機。
【解決手段】質量の異なる第2測定アーム24Bが取り付けられた測定アーム24の種類毎に、測定アーム全体の質量M、支点(回転軸23)からスタイラス26Bまでのアーム長L、測定アームが水平姿勢時において測定アームの水平方向重心位置Gxおよび上下方向重心位置Gzを記憶した測定アームテーブルと、測定アーム指定手段と、検出手段の傾斜角度θ1を検出する傾斜角度検出器と、指定された測定アームのM、L、GxおよびGzを測定アームテーブルから読み出し、これらと傾斜角度検出器で検出された傾斜角度θ1とから、測定アームの水平姿勢時の測定力と測定アームの傾斜姿勢時の測定力との差を演算し、この差を補正値として測定力を調整する制御装置とを備える。
(もっと読む)
表面性状測定機

【課題】測定アームに最適な測定力を発生させる表面性状測定機を提供する。
【解決手段】表面性状測定機は、ブラケットに回転軸を支点として円弧運動可能に支持される測定アーム、測定アームの先端に設けられたスタイラス、及び、測定アームを円弧運動方向へ付勢するボイスコイルを備え、スタイラスに測定力を付与する測定アーム姿勢切替機構60を備えるスタイラス変位検出手段20と、制御部100と、を具備し、制御部100は、ヒステリシス誤差を取得するヒステリシス誤差取得手段124と、目標測定力を取得する目標測定力取得手段121と、目標測定力及びヒステリシス誤差に基づいて、測定力指令値を算出する指令値算出手段125と、測定力指令値に基づいてボイスコイルに電流を入力する駆動制御手段122と、を備える。
(もっと読む)
真円度測定装置
【課題】測定位置および方向を変える場合でも、検出器の取り付けを変更せずに検出器ホルダの取り付け方向のみを変更すればよく、測定点が測定平面からずれない真円度測定装置の実現。
【解決手段】ベース21と、載置されたワーク32を回転する回転台22と、回転台の回転軸に対して平行に伸び、回転台の回転軸とワークの測定点を含む測定平面に平行に移動可能なコラム24と、コラムに沿って移動可能に支持されたキャリッジ25と、キャリッジに取り付けられた検出器ホルダ29と、測定子31が測定平面で変位可能なように、検出器ホルダに取り付けられた検出器30と、を有し、検出器ホルダは、測定平面に垂直な回転軸を中心とした異なる回転位置でキャリッジに取り付け可能で、異なる回転位置に取り付けても測定子が測定平面で変位可能な状態が維持される真円度測定装置。
(もっと読む)
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
研削装置
【課題】被加工物と接触する測定子先端部に研削屑が付着することを防止するとともに、測定子先端部が研削屑に接触することで発生する接触磨耗を低減する。
【解決手段】厚み測定器の測定子30の先端中央に形成された空間310には第1の球体33が収納され、第1の球体33の外周側には第1の球体33より小径の第2の球体34が複数配設され、第2の球体34により覆われていることで第1の球体33が回転可能なベアリング構造になっており、ベアリング構造内に第1の球体33と第2の球体34とに水が供給されて潤滑剤の役目となる水の層38を形成し異物浸入を防ぐことができる。そして、測定子先端部に研削屑が付着することを防止でき、測定子先端部が研削屑に接触することで発生する磨耗及び被加工物を傷つけることを防止できる。
(もっと読む)
位置計測装置及び位置計測システム
【課題】本発明は、機動性に優れ、平坦でない計測基準面でも、高い精度で位置を素早く計測できる位置計測装置を提供する
【解決手段】カメラデータ計測装置1は、紐状体200の紐長変化量と紐状体の紐方向とを計測する位置センサ100と、両端が位置センサ100と撮影カメラ900とに接続された紐状体200と、紐長変化量及び紐方向に基づいて、撮影カメラ900のカメラデータを計測する演算装置300とを備え、演算装置300が、紐長初期値L0と位置センサ100で計測された紐長変化量ΔLとの和を紐方向での紐全長Lとして求め、求めた紐方向での紐全長Lを3次元方向成分に分解することで、撮影カメラ900の位置を示す3次元座標を算出する。
(もっと読む)
測定装置、測定方法、タッチプローブおよびキャリブレーションゲージ
【課題】被測定物の凹部を測定できない事態の発生を極力回避することができる測定装置を提供する。
【解決手段】被測定物設置体219と、筐体215に回転自在に設けられているスピンドル217とを具備したヘッド213と、スピンドル217に一体的に設置されるハウジングと測定子61を具備するスタイラス60とを備えハウジングがスピンドル217に設置されたときに測定子61がスピンドル217の回転中心軸Cから離れているタッチプローブ60と、を有し、スピンドル217に設置されている設置済みタッチプローブ60をインデックス位置決めした状態で、筐体215を被測定物設置体219に対して相対的に移動し、被測定物設置体219に設置された設置済み被測定物の形状を測定するように構成されている被測定物の測定装置201である。
(もっと読む)
タッチプローブ
【課題】細穴の奥や突起部を有するような被測定物でも高精度、かつ高速に測定を行うタッチプローブを提供する。
【解決手段】鉛直下方に延びて、材料側面に測定子14を接触させて該材料の位置を検出するタッチプローブ1において、柱状に形成された鉛直方向に延びるプローブ本体12と、前記プローブ本体12の先端に取り付けられた測定子14と、前記測定子14の上部であって、プローブ本体長手方向に形成された二つの切れ込み18a、18bと、該二つの切れ込み18a、18bにより、連結部が形成され、該連結部を支点20a、20bとして可動する可動部分と、前記支点20a、20bを挟むように形成される差動変圧部とを備え、互いに直交する2方向の変位を検出可能とした。
(もっと読む)
触針式測定装置
【課題】触針が測定点の直上に位置している状態において測定対象物の表面の測定点を実質的に真上から検知することを可能とする観察手段を備えた触針式測定装置を提供する。
【解決手段】触針式測定装置100において、長手軸線方向に延在する細長い触針110であって、測定対象物10の表面12の所定の測定点14に運ばれて同測定点14に接触するようにされる尖端部112を有する触針110と、該触針110の周囲の少なくとも一部に配置され、表面12の測定点14及び該測定点14の周囲からの光を受光する受光部130と、を備え、受光部130で受光した光に基づき、測定点14に対する尖端部112の位置決めを行う。
(もっと読む)
工作機械
【課題】工作機械において、プローブの取り付けられた主軸を回転させてワークの計測を行う際の主軸の回転微振動を抑制し、計測精度を向上させる。
【解決手段】タッチプローブ17の取り付けられる主軸30と、主軸30を回転駆動するモータ15と、モータ15の回転角度位置を検出する回転角度位置検出器16と、制御装置20とを含み、制御装置20は、タッチプローブ17によってワークの測定を行う測定モード指令が入力された際に、d軸電流指令補正部4によってd軸電流指令値Idcに1より小さいd軸電流補正係数Kを乗じてd軸電流指令値Idcをd軸電流指令補正値Idc‘に低減する。
(もっと読む)
眼鏡枠形状測定装置
【課題】測定機構への埃の進入を軽減する。
【解決手段】フレーム保持手段100が、左右のリムRIL、RIRを挟み込んで保持する第1スライダー102及び第2スライダー103を有し、クランプピン230a、230bを持つ左リムクランプ機構とクランプピン230a、230bを持つ右リムクランプ機構とがそれぞれ第1スライダー102及び第2スライダー103に配置され、第1スライダーが左右のリムの上側に当接する第1面1021を有し、第2スライダーが左右のリムの下側に当接する第2面1031を有する。フレーム保持手段は、第1面と第2面との間隔が変化する方向に第1スライダー及び第2スライダーを移動可能に保持する移動手段であって、第1面と第2面とが接触される第1状態と、左右のリムを保持するために第1面と第2面とが離された第2状態と、に切換え可能に構成されている。
(もっと読む)
表面粗さ測定装置
【課題】細管などの狭い部分の奥深くにまでスタイラスを挿入することができるように小型化することが可能な測定部を備えた表面粗さ測定装置を提供する。
【解決手段】表面粗さ測定装置10は、材料表面90に接触する触針128を有するスタイラス120と、スタイラス120を材料表面90に並行に対して走査するキャリッジ110と、スタイラス120に設けられ、触針128の上下動に応じて上下動する光反射部材130であって、該上下動の方向に湾曲した反射面を有する光反射部材130と、第1端面142が光反射部材130の反射面に面するように第1端部142がキャリッジ110に固定された細長い導光部材140であって、第2端面144から入射された光を第1端面142まで導き該第1端面142から出射して反射面に照射し、反射面で反射して第1端面142に入射する反射光を第2端面144まで導く導光部材140と、を備えている。
(もっと読む)
改良径測定装置
【課題】改良径測定における検知精度の向上を図ることができる。
【解決手段】改良径測定装置は、スイッチ本体12bとこのスイッチ本体12bに対して近接離反可能な先端部12aとを有し、先端部12aが境界面の未改良地盤に当接して押圧された所定位置を検出するとともに、断面視で湾曲した長尺棒状をなす延伸可能な計測体6の先端に固定された検知装置10を備えており、計測体6の送り出しとともに、検知装置10を改良体の径方向に延出させることで、改良体の径寸法を測定する構成とした。
(もっと読む)
ネジ孔検査方法およびネジ孔検査装置
【課題】簡易な手法によりネジ孔のネジ山の保護を図りつつネジ孔の検査を行うことができるネジ孔検査方法およびネジ孔検査装置を提供する。
【解決手段】ネジゲージを用いてネジ孔32を検査するネジ孔検査方法において、ネジゲージがネジ孔32に螺合している状態で、ネジゲージと嵌合するアダプタ12の回転によりネジゲージを中心軸S方向に移動させるときに、中心軸S方向についてアダプタ12とネジゲージとの間に隙間を有し、隙間は、アダプタ12の1回転あたりの中心軸S方向の移動量がネジ孔32のピッチよりも小さい状態でネジゲージの先端部48をネジ孔32に螺合させて形成される。
(もっと読む)
見込みかぶり厚さ測定器具
【課題】直接目盛りを当てることが難しい箇所におけるかぶり厚さをコンクリート打設前に測定した状況及び測定結果を容易に残すことが可能な見込みかぶり厚さ測定器具を提供する。
【解決手段】形成される鉄筋コンクリート構造物にて見込まれるかぶり厚さを測定するための目盛りを備え、見込まれる前記見込みかぶり厚さの測定状態及び測定結果を撮影する写真に、測定対象となる鉄筋とともに撮影される目盛板と、前記目盛板の板面に当該板面と交差する方向に設けられた棒状部材と、を有する。
(もっと読む)
改良体測定装置
【課題】改良体の出来形の測定精度の向上を図ることができる改良体測定装置を提供することを目的とする。
【解決手段】地盤中に硬化材を噴射させて攪拌混合することによって造成される改良体の出来形を測定する改良体測定装置1であって、未硬化改良体の中に略鉛直に配置することが可能なケーシング2と、ケーシング2内に収納された屈曲可能な長尺棒状の計測体3と、計測体3を、ケーシング2の下部に位置する送出口29からケーシング2の外に送り出すと共に、送り出された計測体3の先端を、未硬化改良体と未改良地盤との境界面まで移動させる送り出し機構4と、計測体3の形状を検出する形状検出手段5と、を備える。
(もっと読む)
改良径測定用の計測体送り出し装置
【課題】計測体の送り出しを確実に行うことで、検知装置による測定精度を高めることができる。
【解決手段】ケーシング21と、ケーシング21内で上下移動可能かつ液密に挿通されたピストン22とからなり、基端部がピストン22の下部に固定されるとともにケーシング21内部に挿通されてケーシング21の下部から屈曲して径方向に延び出す計測体6を備え、ピストン22上部のケーシング21内部に水が供給されてピストン22を下方に移動させることで計測体6を送り出す構成の送り出し装置20を提供する。
(もっと読む)
ネジ孔検査方法およびネジ孔検査装置
【課題】簡易な手法によりネジ孔のネジ山の保護を図りつつネジ孔の検査を行うことができるネジ孔検査方法およびネジ孔検査装置を提供する。
【解決手段】ネジゲージを用いてネジ孔を検査するネジ孔検査方法において、ネジゲージがネジ孔に螺合している状態で、ネジゲージと嵌合するアダプタ12の回転によりネジゲージを中心軸方向に移動させるときに、当該中心軸方向についてアダプタ12とネジゲージとの間に隙間δを有する。
(もっと読む)
見込みかぶり厚さ測定器具
【課題】直接目盛りを当てることが難しい箇所におけるかぶり厚さをコンクリート打設前に測定することが可能な見込みかぶり厚さ測定器具を提供する。
【解決手段】所定方向に長く当該所定方向に沿って目盛りが設けられた目盛り部、及び、前記目盛り部の一方の端に設けられ、前記目盛り部とともに前記所定方向に移動して前記鉄筋に当接される鉄筋当接部、を有する移動部材と、前記所定方向に長く、前記移動部材の前記所定方向への移動をガイドするガイド部、及び、前記ガイド部の一方の端に設けられ、前記鉄筋と対向する前記型枠の内面に当接される型枠当接部、を有するガイド部材と、を備え、前記移動部材が、前記ガイド部に沿って移動されて前記鉄筋当接部が前記鉄筋に当接され、かつ、前記型枠当接部が前記内面に当接されているときの、前記ガイド部の他方の端が位置する前記目盛りにて前記見込みかぶり厚さが示される。
(もっと読む)
1 - 20 / 850
[ Back to top ]