
Fターム[2F068DD07]の内容
音響的手段による測長装置 (5,715) | 目的 (546) | 処理高速化;測定の自動化 (40)
Fターム[2F068DD07]に分類される特許
1 - 20 / 40
処理装置
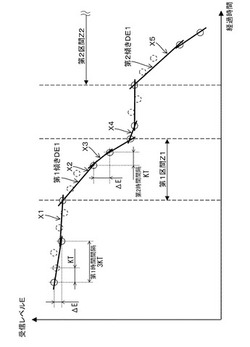
【課題】搬送される用紙の重送を検出する処理装置において、用紙の重送を判断するまでの時間を短縮すること。
【解決手段】画像読取装置は、原稿を搬送経路に沿って搬送する搬送部と、超音波センサを有する。この画像読取装置では、超音波センサの受信器が各回数毎に受信した受信レベルEの差分受信レベルΔEを各回数毎の時間間隔によって除した値を、受信レベルEの傾きDEとして求め、受信レベルEの傾きDEが同じ向きの傾きであって、かつ、所定の大きさを超えた一定の範囲に属する区間が、第1区間Z1及び第2区間Z2のように2度検出された場合に、重送と判断する。
(もっと読む)
直線状配管の配管検査装置

【課題】高速に直線状の配管の肉厚を測定することが可能な直線状配管の配管検査装置を提供する。
【解決手段】直線状配管の配管検査装置1は、本体部33と、配管101内の内周面101aに圧接し、本体部33の回転を抑制する回転抑制装置37と、配管101内の内周面101aに圧接し、本体部33を配管101内の軸方向に移動させる移動装置35と、本体部33の軸方向位置に配設され、かつ、本体部33の中心軸を中心として回転可能な測定部11と、を有し、測定部11は、配管の状態を検査可能である。
(もっと読む)
微細孔検査装置及び微細孔検査方法
【課題】短時間での検査が可能で、かつ、実情に即した検査結果を得ることができる微細孔検査装置を提供する。
【解決手段】筐体110と、筐体110の一端面の側に設置され、低周波音を出力するスピーカー120と、低周波音に反応して振動板132が振動することにより所定の電気信号を出力するマイクロホン130と、筐体110の一端面とは反対側に設けられ、マイクロホン取り付け面150aを有するとともに部品載置面150bを有し、かつ、振動板132が振動することにより生じる空気振動を通過させる空気通過孔151を有する仕切り部材150とを有し、微細孔141が空気通過孔151に連通するように部品140を部品載置面150bに載置した状態でスピーカー120から低周波音を出力させることによりマイクロホン130から空気通過孔151を通過した空気が微細孔141を通過する際の空気の流量に依存した信号を電気信号として出力する。
(もっと読む)
超音波距離測定装置および輸送機器
【課題】測定対象までの距離を迅速に測定することが可能でかつ超音波の多重反射による測定精度の低下が防止された超音波距離測定装置およびそれを備えた輸送機器を提供する。
【解決手段】送信素子50は、各測定期間において、超音波を送信する。受信素子60は測定対象で反射された超音波を受信し、受信した超音波の強度に対応する受信信号を出力する。反射時間測定部90は、各測定期間において、受信信号の第1の反射成分の時間軸上の位置に基づいて測定対象までの距離に対応する時間を算出する。ピーク保持部110は、第1の反射成分の最大値を保持する。可変電源140は、保持された最大値に基づいて、次の測定期間において受信信号に第1の反射成分が出現するとともに第2の反射成分の出現が抑制されるように、次の測定期間において送信素子50により送信される超音波の強度を調整する。
(もっと読む)
用紙重送検知装置、画像形成装置、及び用紙重送検知制御プログラム
【課題】超音波素子の所要のレベル得るための出力を短時間で決定できるようにする。
【解決手段】超音波発信素子を駆動して超音波発信が開始されると(S201)、周波数変調回路から出力される駆動周波数(発信信号)と周波数認識回路から入力される最終受信信号の周波数との差の絶対値と、予め設定された許容誤差αとを比較し(S202)、周波数の差が許容誤差α以上の場合、駆動周波数と最終受信信号周波数とを比較し(S203)、駆動周波数が最終受信信号周波数より小さい場合、駆動周波数をΔf上げ(S204)、駆動周波数が最終受信信号周波数以上の場合、駆動周波数をΔf下げ(S205)、さらに、駆動周波数と最終受信信号周波数を比較し、両者の差の絶対値が許容誤差αより小さくなったときに、重送検知を行う(S206)。
(もっと読む)
超音波計測方法および超音波工作物径測定装置
【課題】簡便な信号処理により高速で高精度に距離および工作物の外径を計測可能とする超音波計測方法及び超音波工作物径測定装置を提供する。
【解決手段】超音波のバースト波の出力を反射波がセンサ3に到達する前に終了する。測定した反射波の離散データに所定値を乗算した離散データとの差が最小となるように参照波の波形を時間軸方向に移動して求めた合成反射波と、バースト波の出力である参照波との位相差と超音波の波長から距離を算出する。さらに、超音波の波長を測定距離の上限と下限の差である距離幅の2倍より大きくし、参照波を所定の波数延長し反射波と重なるようにした基準参照波と反射波の1波長内での位相差から算出する距離と基準距離を加算して距離Lを計測する。
(もっと読む)
スポット溶接用監視装置及び接合部評価方法
【課題】複雑なデータ解析が不要で、スポット溶接による接合部の品質をリアルタイムで評価可能なスポット溶接用監視装置及び接合部評価方法を提供する。
【解決手段】一対の電極チップC,Cの間に2枚の金属板W,Wを挟み込んで溶接するスポット溶接の監視装置1であって、底部2a及びチップ装着部2bを有する筒状を成し、その中空部分への冷却水の給水部2c及び排水部2dを有する一対のトーチ2,2と、トーチ2の中空部分に配置されて、給水部2cからの冷却水を電極チップCに導き且つ冷却水を排水部2dに導く排水路2fを形成する給水管5と、一方のトーチ2A側の給水管5を通して接合部Waに超音波を発する送信側超音波センサ6と、接合部Waを透過した超音波を他方のトーチ2B側の給水管5を通して受ける受信側超音波センサ7と、超音波の送受信を行わせた際の接合部Waの透過波の音圧変化を測定して、溶接良否を判定する評価部3を備えた。
(もっと読む)
界面レベルの検出方法および固液分離槽の管理方法
【課題】汚泥堆積層と上澄水相との界面のみを検出するのではなく、汚泥堆積層内の層同士の界面を検出することができる方法と、この方法を用いた固液分離槽の管理方法を提供する。
【解決手段】汚泥は、固液分離槽20内を徐々に沈降していき、汚泥堆積層を形成する。この汚泥堆積層は、最上部が自由沈降層であり、その下側に順次、凝集沈降層、圧密沈降層および濃縮層が形成される。各層同士の間の界面を検出するための界面レベル計を用い、1〜60秒に5回以上受信信号強度を読み込み、その平均値を受信信号強度とする。このデータを用いて各層同士の間の界面を求める。
(もっと読む)
超音波によるスポット溶接部の評価方法及び装置
【課題】熟練度の低い検査員であっても、超音波探触子の位置とスポット溶接部の相対位置を容易に調整できるようにする。
【解決手段】スポット溶接部2の外側の金属板(1a、1b)の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波し、スポット溶接部の外側の金属板の複数の受波位置において表面沿いに伝搬してきた超音波を受波することにより、スポット溶接部の健全性を評価する際に、受波された超音波の振幅から、送波位置および受波位置とスポット溶接部との相対的な位置関係を検出し、該相対的位置関係に基づき、送波位置および受波位置とスポット溶接部との位置関係を調整する。
(もっと読む)
手書き筆跡入力システム
【課題】 従来の手書き筆跡入力システムに於いては、受信部にて検出した超音波信号の振幅が小さい場合などに、到達時刻の計測精度が低下したり、波形データ計測に大量のメモリや高速で高分解能のA/D変換器が必要となり、コスト高になったりなどの欠点があった。
【解決手段】 受信部にピークホールド回路と減算回路とを設け、超音波信号から生成された入力信号とピークホールド回路の出力信号との差分信号が、所定の閾値を超えた時刻を超音波信号の到達した時刻に補正することにより、低コストであって、位置座標の検出にかかる時間も短く、計測精度のよい手書き筆跡入力システムを実現することが出来た。
(もっと読む)
溶接溶け込み深さ評価方法
【課題】レーザ溶接による封缶後に超音波を用いて溶接溶け込み深さを評価する溶接溶け込み深さ評価方法を提供する。
【解決手段】缶体9と、蓋部材10とをレーザ溶接して形成されるワーク2における溶接部11の溶接溶け込み深さDを評価する溶接溶け込み深さ評価方法であって、ワーク2に対して超音波を送信しつつ走査してエコー信号を取得するエコー信号取得工程と、前記蓋部材10表面及び前記缶体9と前記蓋部材10との界面のそれぞれに対応するエコー信号を、画像化する画像化工程と、画像化された表面エコー画像Aと界面エコー画像Bを2値化された画像にする2値化工程と、2値化された表面エコー画像Aから2値化された界面エコー画像Bを減算する減算工程と、減算された画像から前記溶接部11の輪郭を抽出する輪郭抽出工程と、前記輪郭に基づいて前記溶接部の溶接溶け込み深さDを算出して前記溶接部11の良否判定を行う判定工程と、を有する。
(もっと読む)
スケール付着状態の検出方法および装置
【課題】電磁超音波共鳴法により非接触でも、高精度かつ短時間に、ボイラの蒸気系配管等の基材に付着したスケールの厚さ変化、剥離、浮き上り状態等のスケールの付着状態を検出する方法を提案する。
【解決手段】 スケールが付着した対象物1に、電磁超音波探触子2により超音波13を送信するとともに受信し、送信する周波数を掃引することにより超音波共鳴を発生させて共鳴スペクトルを得、共鳴次数の異なる共鳴ピークとして、それぞれ異なる共鳴次数において対応関係にある複数の個別共鳴ピークに分割された共鳴ピーク群の繰り返しからなる共鳴スペクトルが得られた場合に、不均質付着部と判定する。
(もっと読む)
重送検知装置及び重送検知方法
【課題】シート状部材を格納した搬送補助部材などが搬送されたときの重送検知の精度を従来よりも向上させる。
【解決手段】重送検知装置は、特定の印刷材料を用いた印刷が施される予め指定された指定領域を有するシート状部材が搬送される搬送路と、搬送路の一方の側に配設されてシート状部材の方向に信号を出力する発信手段と、搬送路の他方の側に配設されて発信手段の発信する信号を受信して受信信号を出力する受信手段と、シート状部材に付着した印刷材料の有無により印刷検知信号を出力する印刷検知手段と、受信信号と、印刷検知信号に基づいてシート状部材が重送しているか否かを判定する重送判定手段とを含む。
(もっと読む)
連続鋳造鋳片の短辺形状測定装置
【課題】連続鋳造鋳片の短辺の形状を、幅変更中においても測定することができる形状測定装置を提供する。
【解決手段】連続鋳造鋳片の短辺面に対して水柱を形成する水柱ノズルと、その水柱ノズルの内部に設けられ、水柱を介して鋳片短辺面との距離を計測する超音波プローブとからなる距離計測器を、鋳片短辺幅方向に少なくとも3個並べて配設した鋳片短辺の形状測定装置であって、当該形状測定装置は、鋳片短辺サポートロールの下流に配設され、かつ、モールドの幅データをトラッキングし、あるいは、直前に測定した形状測定装置と鋳片短辺面との間の距離に基づき、形状測定装置と鋳片短辺面との間の距離を一定に制御する。
(もっと読む)
超音波検査(UT)を三次元座標測定機(CMM)と統合するための方法及びシステム
【課題】機械構成要素を測定するのに使用する測定装置を組立てる方法を提供する。
【解決手段】本方法は、三次元座標測定機(CMM)を準備するステップを含む。本方法はまた、超音波検査(UT)機能及びCMM機能を組合せて検査プローブを形成するステップを含む。検査プローブは、該検査プローブがCMM機能を使用して機械構成要素の外部境界を測定しかつほぼ同時にUT機能を使用して該機械構成要素の内部境界を測定するようにCMM上に取付けられる。
(もっと読む)
超音波表面粗さ測定方法と装置
【課題】簡単な構造で小型であり、可搬性に優れ、短時間で正確な表面粗さの測定が可能な超音波表面粗さ測定方法と装置を提供する。
【解決手段】固体部材12の表面に接触され超音波を送信する送信機14と、固体部材12の表面を伝播した超音波を受信する受信機16と、送信機14と受信機16とを一定間隔離して一体的に保持した本体部20とを備える。超音波が固体部材12の表面を伝播する伝播時間を測定し、既知の表面粗さと伝搬時間との関係から、伝搬時間を基に固体部材12の表面粗さを算出する。
(もっと読む)
ロール角検出装置
【課題】自動二輪車のロール角検出装置において、連続的なロール角の検出を可能にする。
【解決手段】路面Roに対向させて車体の中央に超音波送信器19を配置し、左右に超音波受信器を配置する。時刻データを符号化し、AM変調して超音波送信器19から超音波信号を送信し、路面Roで反射した超音波信号を左右の超音波受信器20、21で受信する。超音波信号に含まれる時刻データに基づいて、超音波送信器19から左右の超音波受信器20、21への超音波信号の伝達時間を求め、超音波信号の伝達距離から車体のロール角を演算する。時刻データを利用することにより、連続的なロール角の検出が可能となる。
(もっと読む)
杭体形状測定方法及び装置
【課題】杭体の測定孔から弾性波を発振させ、杭体外周面からの反射波を検出することによって杭体外周面までの距離を測定し、杭体の形状(場合によっては品質など)を推定(測定)するプローブとして、超磁歪素子を採用して杭体の形状などを測定する杭体形状測定方法及び装置を提供する。
【解決手段】プローブ4は超磁歪素子5とコンデンサ型マイクロホン6を組み合わせた構成とし、超磁歪素子5により弾性波を発振させ、コンデンサ型マイクロホン6により反射波を受振させ、同反射波のピークを検出することにより杭体1の断面形状等を測定する。
(もっと読む)
プレス成形中の割れ発生位置検知方法
【課題】音響センサを用いて、プレス成形中の割れ発生位置を直ちに検知することができるプレス成形中の割れ発生位置検知方法を提供する。
【解決手段】プレス金型の外面の複数位置に音響センサ1、2、3をそれぞれ取付けて、プレス成形中の割れ発生による音響波形を測定する。予めプレス成形品の複数の割れ懸念位置を決定するとともに、各割れ懸念位置から各音響センサ取付位置へのプレス成形中の音響伝播特性をCAE解析により求めておく。プレス中に測定された音響波形と、演算された音響伝播特性からそれぞれ特徴ベクトルを算出し、両方の特徴ベクトルを比較し、いずれの割れ懸念位置で割れが発生したかを判別する。
(もっと読む)
管の評価方法及び管の評価プログラム
【課題】 複数の地点の肉厚データを総合的に評価して管が正常であるか否かを自動的に判定できるようにする。
【解決手段】 内部超音波探傷法で管の各地点の肉厚を測定して、それを記憶装置に記録する。その記録データをコンピュータに読み込んで評価を開始する。所定の肉厚しきい値を割り込んでいる肉厚データに関して、軸方向の複数の肉厚データに基づいて軸方向の評価をして、正常であるか再評価が必要であるかを決定する。また、同様の肉厚データに関して、周方向の複数の肉厚データに基づいて周方向の評価をして、正常であるか再評価が必要であるかを決定する。さらに、最小肉厚部の応力を評価して、正常であるか再評価が必要であるかを決定する。再評価が必要であるとされた肉厚データについては、孔食評価を実施して、最終的に、管が正常であるか異常であるかを判断する。
(もっと読む)
1 - 20 / 40
[ Back to top ]