
Fターム[2G051AA13]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 調査・分析対象 (8,670) | 連続的に移送される非連続固体 (1,023) | 容器 (483) | ビン (222) | 口部;天面 (53)
Fターム[2G051AA13]に分類される特許
1 - 20 / 53
缶口金の加締不良検出方法及び検出装置
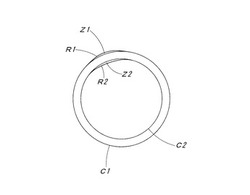
【課題】金属缶の天板部材に注出口として加締装着した口金について、加締装着を終えた段階で加締不良を迅速かつ確実に検出する手段を提供する。
【解決手段】天板部材11の口金2装着部分の全体に無影光を照射して稜線及び谷の輝度が同心円状に分布するように撮像し、画像処理装置4により、撮像した画像から、環状加締部3の稜線R1,R2を切り出し、稜線R1,R2に対応する近似真円C1,C2を演算して作定し、近似真円C1,C2と切り出し稜線R1,R2とに囲まれた領域Z1,Z2の面積を算出し、算出面積と設定した判定基準面積とを比較演算し、算出面積が判定基準面積以上である場合を加締不良と判定する。
(もっと読む)
欠陥検査装置

【課題】製造ラインを連続して搬送される開口を塞ぐシール部を有する被検査物に対して、特殊領域特定のために準備工程を必要とせず、検査時間の大幅な短縮が可能な、効率の良い検査性能に優れた検査装置を提供する。
【解決手段】容器を搬送する手段と、第一の光学手段と、第一の光学手段の容器搬送方向の下流に設けられた第二光学手段と、第一の特殊領域特定手段と、第一の特殊領域に基づいてシール部の液漏れ欠陥を検出する第一の検査手段と、前記エッジ座標と、第一の撮像手段と第二の撮像手段の取り付け角度の角度差と、第一の撮像手段と第二の撮像手段から得られた撮像画像における検査領域の中心座標から、第二の撮像手段によって得られた画像の第二の特殊領域を特定する第二の特殊領域特定手段と、第二の撮像手段によって撮像した画像の第二の特殊領域に基づいて容器の異物欠陥を検出する第二の検査手段と、を備えたことを特徴とする欠陥検査装置。
(もっと読む)
ボトル缶の口金部検査方法および検査装置
【課題】液漏れ等を生じるおそれのある傷等の凹凸形状を有するボトル缶のみを確実に検出でき、検査の処理時間を短縮できる生産性に優れたボトル缶の口金部検査方法及び検査装置を提供する。
【解決手段】主搬送路101に沿って連続的に順次搬送されるボトル缶30の撮像エリアα内のカール部32に対して白色光Wを照射して撮像を行い、得られた白黒検査画像から低輝度領域の有無を検知して低輝度領域が検知されたボトル缶30bを排除する1次検査工程と、1次検査工程によって排除されたボトル缶30bを主搬送路101から退避した副搬送路102に沿って順次搬送しながら撮像エリアα内のカール部32に対して、口金部31の円筒面略接線方向に沿って2色の照明光をそれぞれ異なる方向から照射して撮像を行い、得られたカラー検査画像の各光色の信号強度からカール部32における凹凸形状の有無を判別し、ボトル缶の良否を判定する2次検査工程とを備える。
(もっと読む)
ボトル缶のねじ部検査装置
【課題】ボトル缶のねじ部を正確かつ短時間で検査する。
【解決手段】ライナー付キャップを被嵌するために開口端を外方へ向かってカールさせたカール部1とカール部1の下方でキャップをねじ嵌合するねじ部2とからなる口金部3を有するボトル缶4を缶軸Xまわりに回転させながら、口金部3の一部を含むように設定された撮像エリアを撮像して口金部3におけるねじ部2の形状を検査する装置であって、ボトル缶4を保持して缶軸まわりに回転させる回転手段21と、撮像エリア内のボトル缶4のねじ部2に半径方向外方かつ缶軸方向下方から斜め上向きに照明光Aを照射するねじ部照明手段22と、撮像エリアにおける照明光Aの反射光A´を含む検査画像を連続的に取得する撮像手段24と、反射光A´の撮像結果に基づきねじ部2のねじ始まり部を検出し、ねじ始まり部を含むねじ部2の検査を行うねじ部検査手段25とを備える。
(もっと読む)
ボトル缶の口金部検査装置
【課題】ボトル缶の口金部検査において、液漏れ等を生じるおそれのある不良品のみを確実に検出する。
【解決手段】ボトル缶を缶軸まわりに回転させる回転手段と、第1照明光を撮像エリア内のカール部に照射する第1照明手段と、第1照明光とは異なる光色の第2照明光を撮像エリアを挟んで第1照明光の反対側から撮像エリアのカール部に照射する第2照明手段と、撮像エリアのカール部に対して第1照明光および第2照明光とは異なる光色の第3照明光を第1照明光および第2照明光に交差するように照射する第3照明手段と、撮像エリアに向かって配置されカール部における各反射光を含む検査画像を取得する撮像手段と、第3照明光の反射光によりカール部のエッジ位置を検出しこのエッジ位置を基準としてカール部を特定し、検査画像内の第1照明光および第2照明光の各反射光の撮像結果に基づき凹凸形状の検出を行う凹凸認識手段とを備えるボトル缶の口金部検査装置。
(もっと読む)
透明体ボトルの外観検査装置及び外観検査方法
【課題】 ペットボトルの開口部の欠陥の有無を高精度に判定することができる検査装置の外観検査装置を提供する。
【解決手段】 透明体ボトルの外観検査装置1は、開口部101を有する透明体ボトル100に対し、前記開口部101に交差する第1光路から第1の周波数の光を照射可能な第1光源部3と、前記第1光路とは反対方向かつ前記開口部に交差する第2光路から第2の周波数の光を照射可能な第2光源部4と、撮影光軸が前記開口部に直交するように配置され、前記第1光源部及び第2光源部から照射された光を判別してそれぞれ撮像可能なエリアカメラ2と、前記エリアカメラ2により撮像された前記第1光源部3からの光による第1画像及び第2光源部4からの光による第2画像に基づいて、前記開口部の欠陥の有無を判定する欠陥判定部6と、を備える。
(もっと読む)
ボトル缶の口金部検査装置
【課題】ボトル缶のネジ部において、ねじ山とは区別して傷等の形状を検出する。
【解決手段】ボトル缶の口金部における凹凸を検出する装置であって、前記ボトル缶の缶軸に平行に延びるように前記口金部に設定されたライン状の検査エリアを撮像するカラーラインセンサカメラと、前記カラーラインセンサカメラを挟んで横方向に並ぶように配置され、前記検査エリアに対して横方向から、互いに異なる色の照明光を照射する2つの照明手段と、前記カラーラインセンサカメラおよび前記照明手段に対して前記ボトル缶を前記缶軸中心に回転させる回転手段と、を備える。
(もっと読む)
光学検査装置
【課題】 食品を包装するフィルム状の包装袋を有する被検査物の噛み込みやシワに起因するシール不良等をシール部の折れ曲がりの影響を受けることなく、極めて良好に検査できる実用性に秀れた光学検査装置を提供する。
【解決手段】 搬送機構に設けられる間隙部10においてこの搬送機構により搬送される被検査物7に照明光を照射する照明部3と、前記間隙部10の下方から前記被検査物7を撮像する撮像部2と、該撮像部2で撮像した前記被検査物7の撮像データをもとに画像処理を行う画像処理部と、該画像処理部で行った画像処理の結果を表示する表示器8とを備えた光学検査装置1であって、前記照明部は搬送機構の上方に設けるとともに、前記照明部3の発光面9が間隙部10の間隙距離よりも搬送流れ方向に広く設ける。
(もっと読む)
物品の欠陥検査装置、及び、物品の欠陥検査方法
【課題】検査対象物品の色に応じた最適な検査手段、方法により、誤判定を無くすための技術を提案する。
【解決手段】検査対象となる物品(実施例では瓶2)を撮像するための少なくとも一つの撮像装置11a・11b・11c・11d・11eと、前記物品に対して光を照射するための少なくとも一つの照明装置12と、を有し、前記光が照射された前記物品を前記撮像装置11a・11b・11c・11d・11eにて撮像し、撮像された画像に基づいて前記物品の欠陥を判定するための反射系検査部10を有する、物品の欠陥検査装置1であって、前記照明装置12は、検査対象となる物品(瓶2)に対して照射する光の色を変更できる構成とする。
(もっと読む)
金属缶端巻締め外観検査方法、金属缶の外観検査方法、金属缶端巻締め外観検査装置、および容器の口部検査装置
【課題】缶の巻締め部の巻締め厚さを全周にわたって精度よく計測できる金属缶端巻締め外観検査方法を提供する。
【解決手段】外観検査装置を用いた金属缶端巻締め外観検査方法は、巻締め部上方に配設したリング照明装置2からの照明光により巻締め上端両側の反射映像をリング照明装置2の中心と同軸上に配設したカメラ4で撮像し、入力映像をディジタル多階調画像に変換し、巻締め上端両側の二重のリング状画像を得、リング状画像の中心から放射状に二重のリング外側端とリング内側端とのリング幅を適宜な間隔で全周計測し、各リング幅寸法があらかじめ設定した上下限の閾値範囲外のとき、金属缶が不良品であると判別する。
(もっと読む)
缶の管理装置および缶の管理方法
【課題】缶の巻締め部の巻締め厚さを全周にわたって精度よく計測でき、全数の缶の巻締め部の部位毎、巻締機のヘッド毎にT寸法のばらつきや推移を管理することができる缶の管理装置を提供する。
【解決手段】巻締め部を有する缶の管理装置100は、巻締め部20の上方に配設したリング照明装置2と、リング照明装置2からの照明光により巻締め上端両側の反射映像をリング照明装置2の中心と同軸上に配設し撮像するカメラ4と、入力映像をディジタル多階調画像に変換し、巻締め上端両側の二重のリング状画像を得、リング状画像の中心から放射状に二重のリング外側端とリング内側端とのリング幅を、プルトップ方向の基準線から適宜な間隔で全周にわたって計測し、該計測値を記憶部に記憶するT寸法管理装置6とを有する。缶の管理装置100は、缶の全数について巻締機のヘッド毎の各計測値を管理する。
(もっと読む)
ガラス壜の照明装置及び検査装置
【課題】ガラス壜の口天面の欠けを検出するためのリング照明を最適な位置に設置でき、口天面と口側面とを同一の検査ステーションで検査できるガラス壜の照明装置及び検査装置を提供する。
【解決手段】ガラス壜1の胴部を対向する無端状の搬送ベルト4,4で挟持してガラス壜1を直線搬送経路に沿って搬送している間にガラス壜1を撮像してガラス壜1の壜口部の欠陥を検査する検査装置に設置される照明装置において、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の下方に配置され、ガラス壜1を壜底部側から照明する壜底照明5と、前記搬送ベルト4,4により挟持されて搬送されるガラス壜1の壜口部の下方であって前記搬送ベルトの上方に配置され、斜め下方から壜口部を照明するベルト上照明6とを備えた。
(もっと読む)
ペットボトルのリーク検査および外観検査装置
【課題】ペットボトルのリーク検査と外観検査を行うためのメインロータを1つにすることができ、ヘッドにおいて空気漏れがないペットボトルのリーク検査および外観検査装置を提供する。
【解決手段】ペットボトル1を支持して搬送するメインロータ4と、ペットボトル1の口部1mをシールして気体をボトル内に供給する容器押えヘッド35と、円形軌道の半径方向外側に配置された1台の照明LED1と円形軌道の半径方向内側に配置された少なくとも2台のカメラCAM1−a,CAM2−aとからなる第1検査ステーションS1と、円形軌道の半径方向内側に配置された1台の照明LED2と円形軌道の半径方向外側に配置された少なくとも2台のカメラCAM3−a,CAM4−aとからなる第2検査ステーションS2とを備え、検査ステーションS1,S2によりペットボトル1の胴部全周を検査可能である。
(もっと読む)
ビン検査装置、並びにビン入り飲食品の製造方法及びビン入り飲食品
【課題】検査対象のビンの中に、正常品のビン(充填時に設定した形状のビン)とは異なるビン(異種ビン:設定外の形状のビン)が含まれているときに、異種ビンが存在することを簡単に検知することに適したビン検査装置を提供する。
【解決手段】立設されているビンに対して上側から装着される検査ヘッドと、予め定められている鉛直方向の異なる位置に設置されていて、前記ビンに対して上側から装着されている状態の前記検査ヘッドの方向に向けて、それぞれ水平方向に検査光を発射する複数個の光電センサとを備えており、前記複数個の光電センサから鉛直方向の異なる位置で、水平方向に発射される複数本の検査光が前記検査ヘッドの上端側で遮光されるか否かを利用して、前記検査ヘッドが装着されたビンが正常品のビンであるか否かを把握するビン検査装置。
(もっと読む)
管端開先加工部の検査方法及び装置
【課題】 管端部の開先加工部の表面健全性を速やかに検査する。
【解決手段】 暗空間形成容器内側の暗空間に、検査対象管1の管端部に設けた開先加工部2を配置し、照明装置で照明された周方向の一部におけるルート面3と開先面4のR部分4a及び斜面部分4bを、撮影装置で一緒に撮影する。得られた画像9上の開先加工部2のルート面3と開先面4のR部分4aと斜面部分4bに対応する個所に、それぞれの明るさの差を基に、ルート面用計測領域10aと開先面R部分用計測領域10bと、開先面斜面部分用計測領域10cを設定する。各計測領域10a,10b,10cについて個別のコントラスト変換を行い、個々の濃淡変化、色の濃さが、予め正常な表面健全性を備えた開先加工部を有する管について同処理を実施したときの濃淡の変化、色の濃さの基準値に比して或るしきい値を越えると、開先加工部2における表面健全性に不良があると判定させる。
(もっと読む)
テラヘルツ波を用いた容器シール部の検査方法
【課題】容器のシール部に異物が噛み込まれているか否かを検査するための検査方法について、容器のシール部にテラヘルツ波の周波数帯を照射して透過させることにより、異物の有無を確実に検査できるようにする。
【解決手段】サンプルのシール部(standard)に、テラヘルツ波の周波数帯を照射して各周波数での透過率をそれぞれ測定し、高い透過率のピークを示した周波数(0.8661THz)を予め特定してから、被検査のシール部(water)に、サンプルの場合と同様にテラヘルツ波の周波数帯を照射して各周波数での透過率をそれぞれ測定し、サンプルで予め特定した周波数(0.8661THz)の付近で、透過率のピークを示した周波数を検出して、この被検査容器で検出した周波数と、予め特定した周波数(0.8661THz)とを比較して、両方の周波数に位相差が有ると、被検査容器のシール部に異物が噛み込まれていると判断する。
(もっと読む)
ガラス壜の検査方法、検査装置、および検査システム
【課題】ガラス壜の壜口部に存在し得る重要な欠陥を安定した精度で確実に検出する。
【解決手段】本発明の検査方法では、ガラス壜Bの壜口部B1に向けて光源16から赤外光を照射し、そこで反射した赤外光を撮像手段(17)に取り込んで壜口部B1を撮像する。そして、撮像された画像に基づいて、壜口部B1の欠陥の有無を判定する。上記光源16から照射される赤外光のピーク波長は、800〜900nmの範囲内の値であることが好ましく、より好ましくは、820〜850nmの範囲内である。
(もっと読む)
透明な多層成形物の検査装置および検査方法
【課題】多層に構成された部分を有する透明な成形物について、多層中の特定の層の有無や、層構成の異なる位置、または層のムラを安定的に精度よく検出可能な検査装置および検査方法を提供する。
【解決手段】少なくとも2層に構成された部分を有する、透明な検査対象物1を検査する検査装置20は、検査対象物1に照射する、第1の波長λ1の光と第1の波長λ1とは異なる第2の波長λ2の光を放射する面光源31と;第1の波長λ1と第2の波長λ2の光が照射された検査対象物1を撮影する撮像装置41と;第1の波長λ1と第2の波長λ2の光のそれぞれについて、撮像装置41により撮影された画像データから各画素の濃度値を抽出し、画素毎に第1の波長λ1の光と第2の波長λ2の光について画素濃度の比を求める演算装置51とを備える。さらに検査装置20では、演算装置51が前記画素濃度の比の変化量に基づいて、検査対象物1の良/不良を判断する。
(もっと読む)
ガラス壜の検査装置
【課題】不良と判定されたガラス壜を適正かつ確実に排出する。
【解決手段】本発明の検査装置は、ガラス壜の状態を検査する検査装置本体1と、検査装置本体1で検査されたガラス壜Bを所定方向に搬送する下流側コンベア3と、上記検査装置本体1により不良と判定されたガラス壜Bを上記下流側コンベア3から取り除く排出機5とを備える。上記排出機5は、センサ値に基づくフィードバック制御が可能なリニアサーボ式のアクチュエータ50と、このアクチュエータ50により進退駆動される突き当て部56とを有し、上記不良と判定されたガラス壜Bに上記突き当て部56が突き当てられることにより、上記下流側コンベア3からガラス壜Bが排出される。
(もっと読む)
缶の凹凸検出装置
【課題】検査用搬送装置の増設等が不要であり、検査コストの増大を抑えながら、迅速に欠陥品を検出できる缶の凹凸検出装置を提供する。
【解決手段】缶20の側方から、口金部21の天面21aに対して略水平に第1照明光を照射する第1照明手段30と、缶20の上方から、口金部21の天面21aに対して略垂直に第2照明光を照射する第2照明手段40と、缶20の上方に配置され、口金部21の天面21aを撮影し、この天面21aにおける反射光を検出する撮影装置50とを備え、第1照明手段30は、口金部21の外周側に、その周方向に略等間隔をおいて3個以上配置され、各第1照明手段30から照射される第1照明光は、各光軸が口金部21の側方から天面21a上に略水平にかつ口金部21の円筒面接線方向に沿うように、各光軸が互いに一致しないように照射される。
(もっと読む)
1 - 20 / 53
[ Back to top ]