
Fターム[2G051BA01]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 光源 (5,299) | 複数使用 (1,532)
Fターム[2G051BA01]の下位に属するFターム
対称配置 (234)
Fターム[2G051BA01]に分類される特許
101 - 120 / 1,298
凹凸検査システム、凹凸検査方法及びシート製造方法
【課題】 検査対象における欠陥の形状が凹状又は凸状のいずれであっても検出可能とするとともに、光透過性を有しないものや低いもの、表面に光沢を有するシートなどについても検査の対象物とする。
【解決手段】 検査対象物の被検査面に対して光を照射し、その反射光を利用して被検査面の凹凸を検査する凹凸検査システム1であって、被検査面に対向する位置に配置されて当該被検査面に光を照射する同軸落射照明22と、被検査面に対して斜め方向から光を照射する斜方照明21とを用いて光を照射し、その被検査面を撮像して得られた画像にもとづいて凹凸の有無を検査する。
(もっと読む)
印刷半田検査装置

【課題】半田の撮像画像の欠落を無くすことが可能な印刷半田検査装置を提供することにある。
【解決手段】印刷半田検査装置の撮像素子70は、走査方向の垂線に対してなす角θが0度を超え90度未満となるように傾けられ、その撮像領域の長手方向とスリット照明の長手方向が平行となるように照射し走査したとき、そのときの角度を存在率の低いもしくは存在しない長方形や楕円形等の前記半田の回転角度に設定されている。これにより、照射光の長手方向中心軸と、半田の短手方向中心軸を平行にならないようにし、明るさが落ち込む場所が非常に長くなる現象の発生を防ぎ、また、サチュレーション部の欠落画像の補間を可能となる。
(もっと読む)
証券印刷用オフセット印刷機
【課題】 オペーレータの負荷を低減させるととも生産性を向上させ、かつ用紙の品質検査の精度を向上させる。
【解決手段】 用紙2の品質検査を行う用紙品質検査部5は、用紙2に印刷イメージを施すオフセット印刷部6の用紙搬送方向上流側に設けられている。用紙品質検査部5で不良と判定され、その不良紙が複数枚連続した場合、給紙装置4による給紙を停止するとともに、オフセット印刷部6のゴム胴36の胴抜きを行い、かつ不良紙パイル9に排出するように制御する。
(もっと読む)
金属缶端巻締め外観検査方法、金属缶の外観検査方法、金属缶端巻締め外観検査装置、および容器の口部検査装置
【課題】缶の巻締め部の巻締め厚さを全周にわたって精度よく計測できる金属缶端巻締め外観検査方法を提供する。
【解決手段】外観検査装置を用いた金属缶端巻締め外観検査方法は、巻締め部上方に配設したリング照明装置2からの照明光により巻締め上端両側の反射映像をリング照明装置2の中心と同軸上に配設したカメラ4で撮像し、入力映像をディジタル多階調画像に変換し、巻締め上端両側の二重のリング状画像を得、リング状画像の中心から放射状に二重のリング外側端とリング内側端とのリング幅を適宜な間隔で全周計測し、各リング幅寸法があらかじめ設定した上下限の閾値範囲外のとき、金属缶が不良品であると判別する。
(もっと読む)
印刷物の検査方法及び検査装置
【課題】搬送時に得られた画像を基準画像として高速処理を単独カメラユニット毎に実現する通常検査処理と、予め製作してある画像を基準画像として複数カメラユニットの画像を合成処理する版検査処理を併用する検査方法を提供する。
【解決手段】表面、又は裏面、又はその両面に印刷が施され、搬送される印刷物の検査方法であって、印刷物表面または/および印刷物裏面に照明を照射する照明段階と、前記印刷物の搬送と同期を取るかまたは所定時間間隔で、前記印刷物を撮像する撮像段階と、前記撮像段階にて得られた前記印刷物の画像データを用いて、前記印刷物に存在する欠陥を判定する画像処理・欠陥判定段階と、を有し、前記画像処理・欠陥判定段階は、搬送時に得られた画像を基準画像として処理を実現する通常検査段階と、予め製作してある画像を基準画像として処理を実現する版検査処理段階と、を有することを特徴とする印刷物の検査方法。
(もっと読む)
リード端子の異物検査装置
【課題】ICのリード端子上に付着した異物が透過率の高い物の場合には、リード端子と異物との濃淡値の差が小さく判別し難い。濃淡値の差が少ない異物でも検出可能な検査装置を提供する。
【解決手段】 複数のリード端子を有するICをワーク台にセットし、カメラおよび照明光源をリード端子上に設置する。照明光源は、矩形の開口部と開口部を挟んで対向する一対の第1光源列および一対の第2光源列とを備えており、点灯制御装置にて第1光源列と第2光源列の点灯が切換え可能とする。また、画像処理装置は第1光源列を点灯し第2光源列を非点灯としたときのリード端子列の撮像画像を記憶する第1メモリ、第2光源列を点灯し第1光源列を非点灯としたときのリード端子列の撮像画像を記憶する第2メモリを備え、それらの合成画像と異物が無い状態の画像のメモリ回路とを照合する判定することで、異物の有無を検出する。
(もっと読む)
光学式粒状物選別機における試験サンプルの製造方法
【課題】仮に試験サンプルが良品側へ混入することがあっても、人への健康被害を起こす可能性が極めて小さい光学式粒状物選別機における試験サンプル及びその製造方法を提供する。
【解決手段】小石粒を不良品試験サンプルとなし、予め整粒された米粒を良品試験サンプルとなして、これら不良品試験サンプルと良品試験サンプルとを所定割合で混合して調製した。小石粒を原料とし、該小石粒を篩機に通して粒径選別するとともに、該粒径選別された小石粒を光学式粒状物選別機に通して光学的に複数群に選別し、さらに、該複数群に選別された小石粒を粒状物品位検査装置に供給して小石粒の特徴づけを行う一方、該特徴づけられた小石粒を拾い集めて不良品試験サンプルを作製し、該不良品試験サンプルを、予め整粒された米粒からなる良品試験サンプルと所定割合で混合し調製した。
(もっと読む)
傷検査装置、傷検査システム、及び傷検査方法
【課題】傷検査装置、傷検査システム、及び傷検査方法において、検査対象の表面を短時間で検査すること。
【解決手段】移動途中のフィルム2の表面に、強度が所定の周波数で変化する検査光Lをライン状に照射する光照射部8と、検査光Lの照射によりフィルム2から出た散乱光Mを集光する鏡12と、鏡12で集光された散乱光Mの強度に応じた出力信号SMを出力する光電変換部15と、出力信号SMの周波数と検査光Lの周波数とが同一であるか否かを示す周波数比較信号SFを出力する周波数比較部32とを有する傷検査装置による。
(もっと読む)
基板検査装置および基板検査システムならびに基板検査結果の確認用画面の表示方法
【課題】部品およびはんだに対する3次元計測結果に基づく検査の結果や検査対象部位の状態を、ユーザが容易に確認できるような表示を行い、検査結果の確認作業を支援する。
【解決手段】基板上の部品およびはんだに、それぞれ異なる手法の3次元計測を実施し、それぞれの計測により得た3次元情報をはんだ付け部毎および種別毎に読出可能に蓄積する。そして、これらの蓄積情報に基づき、はんだ付け部位毎に部品とはんだとの関係を表す画像を生成し、この画像を含む画面を検査結果の確認用の画面として表示する。好ましい確認用画面では、はんだの3次元情報が表す立体形状を部品のはんだへの接合面の近傍位置で切断した場合に得られるはんだの断面を正面として、このはんだの断面と部品との関係を示す画像(YZ図またはXZ図)が表示される。
(もっと読む)
はんだ付け検査方法、およびはんだ付け検査機ならびに基板検査システム
【課題】はんだ印刷検査の際の画像では状態を判別しにくい箇所の特徴を精度良く推定し、この推定結果を反映した判定処理により、はんだ付け状態の検査精度を高める。
【解決手段】はんだ印刷検査機10は基板上のランドのクリームはんだの体積を計測して検査を行い、計測値を含む検査結果情報を検査データ管理装置102に送信する。はんだ付け検査機30は、リフロー後基板の画像から検査対象のはんだ付け部位の特徴データを検出すると共に、管理データ管理装置102との通信により、検査対象のはんだ付け部位に対応する箇所に対してはんだ印刷検査機10で計測されたクリームはんだの体積を取得する。そしてこの体積を用いて、部品の近傍であって特徴データを計測しにくい箇所の特徴を推定し、その推定結果を特徴データに補完してリフロー後はんだのぬれ上がり高さを算出し、高さの良・不良を判定する。
(もっと読む)
円筒形被検査体の表面欠陥検査装置
【課題】簡単な構成で円筒形被検査体の表面に発生する欠陥を検査できる円筒形被検査体の表面欠陥検査装置を提供することを目的とする。
【解決手段】断面点状の光3を出射する照明手段2、点状の光3を円筒形の被検査体1の中心と垂直で表面から所定距離離反した直線上に配列した断面線状の光9に変換し線状の光9を被検査体1の長さ方向に照射する光変換手段4、線状の光9を受け、線状の光9を被検査体1の中心11に向けて反射する反射手段5、被検査体1の欠陥7から反射される乱反射光8bは受光せず、欠陥の無い表面から反射される正反射光8aを受光し正反射光8aの各位置での受光量を検出する検出手段6aとから成る検査ユニットを被検査体1の全周に配置し、被検査体1の全周から検出した正反射光8aの各位置での受光量から被検査体1表面の欠陥7及びその位置を判定する判定手段10を設ける。
(もっと読む)
はんだ付け検査方法、および基板検査システムならびにはんだ付け検査機
【課題】リフロー工程を実施する前の検査対象部位の状態の違いによって異なる検査基準を適用することにより、はんだ付け状態の適否を精度良く見分ける。
【解決手段】はんだ印刷検査機10は基板上のランドのクリームはんだの体積を検査し、はんだ付け検査機30はリフロー後はんだのぬれ上がり高さを検査する。またはんだ付け検査機30には、ぬれ上がり高さの計測値を判定するための複数とおりの判定基準値を含む検査プログラムと、これらの判定基準値を選択するための選択ルールとが登録される。この選択ルールには、検査対象のはんだ付け部位をはんだ印刷検査機10が計測したときに求めたクリームはんだの体積によっていずれの判定基準値を選択するかが定義されている。はんだ印刷検査機10は、検査データ管理装置102から検査対象のはんだ付け部位に対応するクリームはんだの体積を読み込み、これに基づき判定基準値を決定する。
(もっと読む)
ガラス基板の欠陥検査方法、ガラス基板の欠陥検査装置、及びガラス基板の製造方法
【課題】従来よりもガラス基板の欠陥の検査感度を向上可能であり、かつ、欠陥を検査する時間を短縮できるガラス基板の欠陥検査方法及び欠陥検査装置、並びに、前記欠陥検査方法又は前記欠陥検査装置を用いたガラス基板の製造方法を提供する。
【解決手段】本ガラス基板の欠陥検査方法の一形態は、第1主平面及びその対向面である第2主平面を有するガラス基板に、複数方向から光を順次照射し、前記ガラス基板の画像を順次撮像する順次撮像工程と、前記順次撮像工程で順次撮像した各ガラス基板の画像に基づいて、前記ガラス基板の前記第1主平面及び前記第2主平面の欠陥の有無を検査する欠陥検査工程と、を有する。
(もっと読む)
外観検査装置
【課題】分解性及び組立性に優れた外観検査装置を提供する。
【解決手段】被検査物Kを一列に整列して供給する整列供給装置と、供給された被検査物Kを搬送する搬送装置20と、その搬送路上に設定された撮像領域内に達した被検査物Kの画像を撮像する第1撮像ユニット40と、撮像領域と第1撮像ユニットとの間の光学路をつなぐ第1光学ユニット60と、被検査物Kの画像を解析してその良否を判別する画像処理装置と、判別結果にしたがい、被検査物Kを良品と不良品とに選別する選別装置とを備える。第1撮像ユニット40と第1光学ユニット60とが、底部プレート7を挟んで対峙するようにそれぞれ底部プレート7に着脱自在に接続されている。
(もっと読む)
異物検出装置
【課題】カメラの台数を最小限に抑えることでコストの増大を抑制しつつ、かつ精度のよい画像を短時間に撮像することができる異物検出装置を提供する。
【解決手段】異物検出装置10は、一升瓶Bを搬送する搬送路Rをコンベアにより形成した搬送手段20と、一升瓶Bを撮像するカメラである撮像手段36と、一升瓶Bを撮像手段36の反対側から照光する照明手段37と、撮像手段36および照明手段37を往復移動させる揺動手段38と、撮像手段38により2回撮像する制御手段と、搬送手段20により搬送される一升瓶Bの上部を押圧して一升瓶Bと共に移動する保持手段40のジョイント部41とを備えている。保持手段40が一升瓶Bを押圧することで、一升瓶Bが搬送路Rと保持手段40との間で固定されるので、安定した状態で一升瓶Bを撮像することができる。
(もっと読む)
ウェーハの欠陥検出方法
【課題】ウェーハ上の欠陥の誤検出を抑制する欠陥検出方法を提供する。
【解決手段】ウェーハの表面全体に照射光を走査し、該照射光の散乱強度にて前記ウェーハの表面上の欠陥をLPDとして検出するに当たり、散乱強度に関して初期値を設定し、該初期値の下でLPDの数を検出し、該検出数が基準値以下であれば初期値を閾値とする一方、検出数が基準値を超える場合は、初期値を増加させてLPDの検出を繰り返し、LPDの数が基準値以下となった際の当該初期値を閾値とし、次いで、該閾値の下でLPDの数の検出を繰り返し行い、ウェーハ表面への照射光の散乱強度が閾値以上であり、かつウェーハの同一位置にて2回以上検出された、LPDの数および位置を以て、ウェーハにおける欠陥の数および位置を判定する。
(もっと読む)
液面浮遊異物検査方法及び装置
【課題】大掛かりな搬送装置を用いて異物を移動させたり異物を液中に引き込んだりする必要がなく、液面と容器内面が接触して盛り上がった箇所にある異物を精度良く検出することができる液面浮遊異物検出装置及び方法を提供する。
【解決手段】容器1内に充填された液体の液面又は液面付近に浮遊した異物を検出する検査方法において、容器1の首部または肩部の斜め上方に配置された照明3から、照明光を前記容器1内の液面Sに照射し、容器の側方に配置されたカメラ4によって、前記液面又は液面付近からの光を撮像し、前記カメラ4には、液面又は液面付近に異物が存在する場合には異物からの反射光が入射し、異物が存在しない場合には入射する光がない。
(もっと読む)
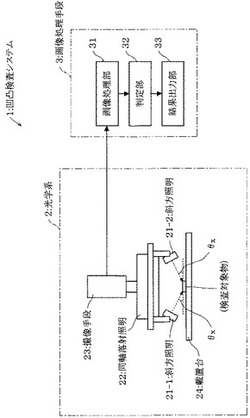
シート材端部の観察評価装置及び方法
【課題】シート材の端面を幅方向及び厚み方向から観察する際、いずれの方向も、観察される画像が視野から外れず、常に合焦状態で観察する。
【解決手段】シート材端部の観察装置1又は方法において、観察部3はシート材10の幅方向端部を視野に含む第1の観察手段31と、厚み方向端部を視野に含む第2の観察手段32とを備え、端部位置検出部は、第1の観察手段の観察視野内の基準点とシート材の幅方向端部との幅方向位置ずれ量を検出する幅方向端部位置ずれ量検出部と、第2の観察手段の観察視野内の基準点とシート材の厚み方向端部との厚み方向位置ずれ量を検出する厚み方向端部位置ずれ量検出部とを備え、移動部はシート材の幅方向に相対移動可能な幅方向移動機構42と、厚み方向に相対移動可能な厚み方向移動機構41とを含み、制御部9は検出したシート材端部の位置ずれ量に基づいて、幅方向及び厚み方向移動機構を制御することを特徴とする。
(もっと読む)
樹脂製キャップの検査装置
【課題】樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる照明撮像系を備えた樹脂製キャップの検査装置を提供する。
【解決手段】樹脂製キャップ1の天面1a側に配置され、樹脂製キャップ1の天面1aに投光する天面側照明20と、樹脂製キャップ1の天面1aの裏面側に配置され、樹脂製キャップ1の天面1aの裏面に投光する裏面側照明22と、樹脂製キャップ1の天面1a側に設置され、天面1aからの光を撮影するカメラ21とを備え、カメラ21に、天面側照明20から樹脂製キャップ1の天面1aに投光され天面1aで反射した反射光を入射し、かつ裏面側照明22から樹脂製キャップ1の天面1aの裏面に投光され天面1aを透過した透過光を入射させる。
(もっと読む)
ラベル検査方法及び装置
【課題】容器に貼付されたラベルの良否がラベラ内で検査できるラベル検査装置を提供する。
【解決手段】自転しながら公転軌道3aを公転する容器2にラベル7を貼付するラベラ1と、ラベラ1の公転軌道3aを挟んで対向し、かつラベルの正面方向またはラベルの側面方向に設置された少なくとも一対の撮像手段12a〜12dと、撮像手段12a〜12dが撮像した容器2の画像をから容器2に貼付されたラベル7の特徴点を計測する画像計測演算手段と、ラベル7の良否を判定する基準値が設定された良否判定基準値設定手段と、画像計測演算手段が計測した特徴点と基準値とを比較演算してラベル7の良否を判定する良否判定演算手段とから構成したもので、ラベラ1内に撮像手段12a〜12dを設置するだけでよいため、既存のラベラにも容易かつ安価に実施することができる。
(もっと読む)
101 - 120 / 1,298
[ Back to top ]