
Fターム[2G053BA03]の内容
磁気的手段による材料の調査、分析 (13,064) | 調査、分析対象 (1,634) | 形態 (715) | 固体 (434) | 剛体 (138)
Fターム[2G053BA03]に分類される特許
41 - 60 / 138
金属線材をモニタする装置
本発明は、タイヤ(14)の細線(42a,42b;100;102)をモニタする査装置(18)であって、細線(42a,42b;100;102)中に磁束(P1,P2;P)を誘導する部材(68,70)と、誘導部材(68,70)を保持すると共に磁束(P)を細線(42a,42b;100;102)中に導くアーム(82,84)を備えた全体としてU字形のホルダ(67)とを有し、アームは、装置の位置合わせ方向を定め、装置は、アーム相互間に設けられていて、細線(42a,42b;100;102)を通って流れる磁束(P1,P2;P)を受け取る少なくとも1つの部材(74)を更に有することを特徴とする装置(18)に関する。受け取り部材は、細線(42a,42b;100;102)を通って流れる磁束だけを測定するよう寸法決めされ、作動中、位置決め方向は、細線(42a,42b;100;102)に平行である。  (もっと読む)
(もっと読む)
非破壊検査方法と非破壊検査装置
【課題】コンクリートの被りの深さに拘わりなく鉄筋の屈曲部の破断を確実に検出することのできる非破壊検査方法と非破壊検査装置を提供する。
【解決手段】コンクリート体1内に設けられるとともに屈曲部2aを有する鉄筋2をそのコンクリート体の外側から磁石により磁化し、この後そのコンクリート体1上の磁束密度を測定することによって屈曲部2aの破断の有無を検出する非破壊検査方法であって、鉄筋2を磁石により長手方向に沿って磁化させ、この後、コンクリート体1の表面上を鉄筋2の長手方向に沿って磁気センサ10を移動させて、鉄筋2の長手方向成分の磁束密度を測定することにより屈曲部2aの破断Hの有無を検出する。
(もっと読む)
橋梁床版の亀裂検出方法

【課題】橋梁で使用される全ての橋梁床版を対象にでき、交通への影響が少なく、しかも、少ない手間とコストにより橋梁床版の金属部材の亀裂を検出できる橋梁床版の亀裂検出方法を提供すること。
【解決手段】鋼製床版1の舗装3の表面の赤外線熱画像を撮影し(ステップS1)、この赤外線熱画像を用いて、デッキプレート2の探傷候補位置を特定する(ステップS2)。続いて、特定された探傷候補位置で、渦流探傷装置を用いて舗装3の上面側からデッキプレート2の損傷位置を特定する(ステップS3)。この後、特定された損傷位置で、フェイズドアレイ探傷装置を用いて舗装3の下面側からデッキプレート2の亀裂7Aの位置及び大きさを検出する(ステップS4)。
(もっと読む)
検査装置および検査方法
【課題】微小な析出相であっても精度良く検出できる検査装置および検査方法を提供する。
【解決手段】一方が被検査材の柱状組織の延伸方向に平行な方向に一様渦電流を流すことができ他方が被検査材の柱状組織の延伸方向に直角な方向に一様渦電流を流すことができる第一のコイル111および第二のコイル112と、被検査材に円形の渦電流を流すことができる第三のコイル121および第四のコイル122とで構成され、被検査材のある位置に第三のコイル121および第四のコイル122により渦電流を流した場合に渦電流探傷器14により検波された不平衡電位から、第一のコイル111および第二のコイル112により二つの一様渦電流を流した場合の渦電流探傷器13により検波された不平衡電位を減算処理する演算処理手段154とを備える。
(もっと読む)
アライメントシステム
磁気的穴探知装置は、GMRセンサ手段を含むテスト磁場検出器を備え、穴の位置特定位置に対して配置された第1および第2磁場検出器(GMRとしてもよい)を含むテスト磁場検出器を備えることができ、それら検出器が、磁気軸を有し、その各々が、穴の位置特定位置から検出器への半径に対して直角に配置される。装置は、地球または周囲磁場の補正を含むことができる。 (もっと読む)
コイルを使用して、細長い物体を検査するための検査方法および検査装置
【課題】 フィードスルーコイルを使用して、細長い物体を検査するための検査方法であって、この検査方法により、特に、ワイヤまたは細い棒等の比較的細い検査試料でも、高い欠陥信号レベル、それと同時に、低い干渉レベルによる検査が可能になる検査方法を提供する。
【解決手段】 細長い物体を検査するための検査方法であって、細長い物体が、少なくとも1つのフィードスルーコイルを有するフィードスルーコイル構造を介してフィードスルー方向に移動される検査方法において、前記フィードスルーコイル構造が前記物体の前記フィードスルー方向に対して横方向に移動可能であるように固定され、かつ前記物体の前記フィードスルー方向に対して横方向に生じる前記物体の横方向移動に従うことができるように、前記通過している物体に案内される。
(もっと読む)
PEC(pulsededdycurrent)を利用した欠陥測定装置とこれを利用した測定方法
【解決手段】
本発明はPEC(pulsed eddy current)を利用した欠陥測定装置に関し、詳細にはPECを利用した欠陥検出装置において、欠陥か否かを判別するための対象物体と、上記対象物体の表面に近接させてPEC信号を上記対象物体に照射して返送される上記対象物体の欠陥と無欠陥信号の受信を受けるPEC照射装置と、上記PEC照射装置がケーブルで連結されて上記PEC照射装置で受信される返送PEC信号の入力を受けてPEC信号を時分割してグラフ上に表示するプログラムが保存され、結果値を表示装置に表示する測定装置と、上記測定装置と連結されて上記測定装置から出力される結果を表示する表示装置と、上記測定装置と連結されて測定される対象物体に照射されるPEC信号の位相(phase:測定されるPEC信号を時分割して任意の位置を選択した値)と周波数(frequency:入力されるPEC信号の周波数値)及びゲイン(gain:返送されるPEC信号の時間軸範囲)を設定する入力装置を含んで構成されることを特徴とするPECを利用した欠陥測定装置に関する。
(もっと読む)
ブレースの非破壊検査方法
【課題】 容易且つ安価に滑らかなブレース形状を把握することができるブレース形状の非破壊検査方法を提供する。
【解決手段】 ブレース形状の非破壊検査方法は、住宅1を補強するブレース形状の非破壊検査方法であって、内部にブレース4を配置した外壁8に、予めマーキング材9をマーキングしたアクリル板7を設置し、電磁誘導方式の探査装置10により前記マーキング材9に沿って、ブレース4の形状を探査し、その探査結果を表示装置11に表示する。
(もっと読む)
低周波電磁誘導式の欠陥測定装置
【課題】本技術は、低周波電磁誘導法を利用して、検査モジュールを被検査物の外表面を走査させて、腐食欠陥、特に腐食欠陥の大きさと深さを定量的かつ高精度に測定・評価できる腐食欠陥測定装置を提供する。
【解決手段】該構造体Hの外表面を走査する走行体10を備え、該走行体10が、マグネット輪を備えた車輪を有する2つの走行体本体11と、該走行体本体11同士を接続する支持フレーム20とを備え、低周波電磁誘導により被構造物の欠陥を検査する複数個の検査モジュール1が略円弧状に連接され、かつ該支持フレーム20に接続されており、走行本体11を該構造体Hの外表面に吸着させた状態で走行させることで、検査モジュール1で該構造体Hの欠陥を測定する。
(もっと読む)
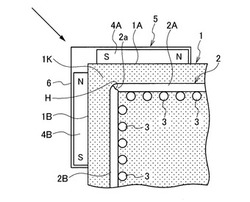
非破壊検査装置及び非破壊検査方法
【課題】磁位差計の手法を用いることにより、リフトオフの影響をとり除くことができるとともに、ニヤサイド亀裂、ファーサイド亀裂及び内部亀裂を比較的低コストかつ短時間で安定して評価できる小型軽量化が可能な非破壊検査装置を提供する。
【解決手段】非破壊検査装置は、被検体の内部を透過する透過磁束の2点間における磁位差を、被検体の外部から測定するためのピックアップコア8、第4コイル9、第2積分器10、第2パワーアンプ11、及び第3コイル12とを備え、
被検体と相対的に移動させたときに、測定する磁位差の変化を検知することで、被検体の内部の欠陥の存在を検知するためのA/Dコンバータ13及びマイクロコンピュータ1を備える。
(もっと読む)
鋼帯の合否判定方法
【課題】製缶時における非金属介在物に起因した不良発生を確実に防止したうえで、缶用鋼板の歩留りを向上させることができる鋼帯の合否判定方法を提案する。
【解決手段】鋼帯に内在する非金属介在物を探傷し、その探傷結果に基いて鋼帯を合否判定する方法において、上記鋼帯を長手方向および/または幅方向の複数の領域に分割し、それぞれの領域において前記合否判定を行うことを特徴とする鋼帯の合否判定方法。
(もっと読む)
磁歪材料を含む接着により結合された接合部における歪みの測定
接着により結合された接合部の歪みを感知することが、接合部に歪み波を誘導すること、及び接合部における局所的磁気特性の変化を感知することを含んでいる。  (もっと読む)
(もっと読む)
周期性欠陥検出装置及びその方法
【課題】欠陥の発生周期が変わっても用いることができ、また、最終圧延ロールだけでなく異なる径の複数のロールで発生する周期性欠陥を高精度で判定することができる帯状体等の周期性欠陥検出装置及びその方法を提供する。
【解決手段】センサ4と、領域長さが領域より短い小領域を複数、周期性欠陥の並び方向に、隣り合う距離間隔がすべて等しくなるように離して、位置を決定し、それら複数の小領域の位置に対応した信号をセンサ出力から選択する小領域選択手段(72、74)と、小領域選択手段で選択した複数の信号間で、信号パターン相互の類似性の評価指数を算出する評価指数算出手段76と、小領域の位置と距離間隔を変更して、小領域選択手段と評価指数算出手段の演算処理を繰り返す設定値変更手段(73、75)と、評価指数が予め設定された値より高い場合に、距離間隔を周期と判定する周期判定手段77とを備える。
(もっと読む)
歯車強度検査装置
【課題】本発明は、厚さの薄いワークであっても測定結果に誤差のでない歯車強度検査装置を提供することを課題とする。
【解決手段】この歯車強度検査装置は、検出コイル33に向かって延びる支持板25と、支持板25を介して配置される所定の大きさの球体27とが配置される。
【効果】球体27を用いて検出コイル33のぶれを防止することにより、精度の高い測定結果を得ることができる。加えて球体27は、支持板25を介して配置される。球体27をより検出コイル33の近くに配置することができ、薄い歯車15であっても精度の高い測定結果を得ることができる。
(もっと読む)
歯車強度評価装置及び歯車強度評価法。
【課題】真空浸炭処理された歯車の強度評価法の信頼性を高めることができる技術を提供することを課題とする。
【解決手段】歯車支軸16に支えられている歯車15と、疑似歯車支軸23に支えられている疑似歯車24は噛み合っている。歯車15が矢印(1)のように駆動すると、疑似歯車24が矢印(2)のように従動して回転する。この結果、歯先25の各々に埋設した検出コイル26で連続的に自動検出できる。
【効果】歯車に噛み合う疑似歯車の歯先の各々に検出コイルを埋設し、これらの検出コイルで検出した情報をスリップリング機構で外部へ取り出す。疑似歯車が測定対象の歯車と回転しながら連続的に歯底を測定するので、測定を能率良く行うことができる。加えて、歯底の全数検査を行うので、強度評価の信頼性を高めることができる。
(もっと読む)
判定基準データを作成する装置、方法、及びプログラム
【課題】 多数の製品から実測した多数の計測値を必要とすることなく、渦流センサによる製品の良品判定に用いる判定基準データを作成する。
【解決手段】 判定基準データを作成する装置は、既存製品の計測部位に関して、良品判定範囲と、所定範囲数の計測値に基づく仮の良品判定範囲を記憶している記憶手段と、対象製品の計測部位に関して、所定範囲数の計測値に基づく仮の良品判定範囲を決定する決定手段と、既存製品の計測部位に関する仮の良品判定範囲から対象製品の計測部位に関する仮の良品判定範囲への変化量を用い、既存製品の計測部位に関する良品判定範囲を補正することによって、対象製品の計測部位に関する判定基準データを作成する作成手段を備えている。
(もっと読む)
ワーク強度測定法及びその測定装置
【課題】表面処理されたワークの強度を測定する測定機構の故障率を低減し、寿命を長くすることができ、さらに毎測定ごとに精密に測定する技術を提供することを課題とする。
【解決手段】固定された測定機構29に対して歯車15をスライド機構20で進退させる。測定機構29の移動による振動がないため、安定した状態を保ち、故障率を低減できる。
【効果】固定した測定機構に対して、ワークを進退させる。測定機構が固定されて振動しないので、測定機構の故障率を低減できる。
(もっと読む)
鋼製ワークの検査装置
【課題】信頼性の高い鋼製ワークの検査装置を提供することを課題とする。
【解決手段】鉄芯23で支持され鋼製ワーク15の近傍に置かれて鋼製ワーク15に渦電流を発生させる励磁コイル29と、鉄芯23で支持され鋼製ワーク15の近傍に置かれて渦電流で発生する磁界の変化を測定する検出コイル33とからなる鋼製ワークの検査装置40において、鉄芯23から延ばされ先端が鋼製ワーク15に接触して、この鋼製ワーク15から検出コイル33までの距離を一定にする当て部材28を備えていることを特徴とする。
【効果】鋼製ワークから検出コイルまでの距離を一定にする当て部材を備えている。当て部材が鋼製ワークに接触することにより、鋼製ワークから検出コイルまでの距離を一定にすることができる。距離が一定になることにより測定結果に誤差が出ない。即ち信頼性の高い鋼製ワークの検査装置ということができる。
(もっと読む)
非破壊検査装置及び非破壊検査方法
【課題】部材の応力集中部から亀裂を検出しなくてもその応力集中部の応力拡大係数を更に高い精度で、更に簡便に測定でき、その応力集中部に亀裂が実際には生じていなくてもその応力集中部の疲労の程度を評価できる非破壊検査方法を提供する。
【解決手段】まず、試料の応力集中部で表面の磁束密度分布を測定する。次に、その応力集中部から亀裂の進展が予想される方向に沿って磁束密度分布が下に凸の曲線形状を示すことを検出する。その磁束密度分布がその曲線形状を示すときはその応力集中部からその曲線形状の頂点までの距離を求める。その距離とその応力集中部の応力拡大係数との間の線形関係に基づき、その距離からその応力拡大係数を決定する。上記の磁束密度分布が上記の曲線形状を示していないときは上記の応力集中部がまだ疲労を生じていないと判断する。
(もっと読む)
鋼材の浸炭深さ測定方法および測定装置
【課題】鋼管内表面の浸炭深さを非破壊で、かつ精度良く測定する方法の提供
【解決手段】 表裏面(以下、各表面を「第1表面」および「第2表面」という。)を有する鋼材の浸炭深さを下記の工程に従って測定する方法である。
工程1:鋼材の第1表面の炭素濃度Coを測定する工程
工程2:鋼材の第2表面から第1表面までの合計炭素量ACtを測定する工程
工程3:下記式に基づいて鋼材の第2表面の浸炭深さdiを求める工程。
di2=2{ACt−(Co−Cb)2/(2×Ko)+Cb×t}/Ki
di2=2{ACt−(Co−Cb)2/(2×Ko)+Cb×t}/Ki
但し、diは鋼材の第2表面の浸炭深さ(mm)、ACtは測定によって得られた鋼材の第2表面から第1表面までの合計炭素量(g)、Coは測定によって得られた鋼材の第1表面の炭素濃度(質量%)、Cbは母材の炭素濃度(質量%)、Koは鋼材の第1表面の浸炭に関する定数、Kiは鋼材の第2表面の浸炭に関する定数、tは鋼材の厚さ(mm)である。
(もっと読む)
41 - 60 / 138
[ Back to top ]