
Fターム[2G053BA03]の内容
磁気的手段による材料の調査、分析 (13,064) | 調査、分析対象 (1,634) | 形態 (715) | 固体 (434) | 剛体 (138)
Fターム[2G053BA03]に分類される特許
21 - 40 / 138
人工空間を有する鋼板とその製造方法並びにこれを用いた漏洩磁束探傷装置の評価方法
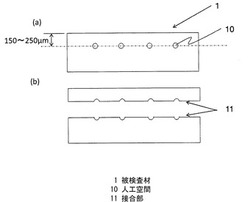
【課題】漏洩磁束探傷による内部欠陥検査装置の性能を評価する。
【解決手段】疑似介在物として、球相当直径が10μm〜90μmの人工空間に、気体、あるいはSiO2、Al2O3、ZrO2、TiO2、CaO、MgOないしこれらの混合物を充填し、その大きさと位置が既知であるものを鋼板表面から150〜250μmの位置に有する鋼板を用いて評価する。人工空間を有する鋼板は、第1鋼材と第2鋼材の一方又は両方に人工空間を形成し、双方を拡散接合により接合することによって鋼材中に人工空間を形成し、第1鋼材の接合面でない表面を削り、第1鋼材の表面と人工空間中心との距離が150〜250μmとなるようにして製造することができる。
(もっと読む)
測定装置

【課題】非接触距離センサによって棒体との間隔の変化を検出しこれに基づいて棒体の作動状態を測定する測定装置を提供する。
【解決手段】軸方向へ移動する棒体の表面に対して非接触状態で対向配置されて該表面との間の距離の変化を検出する非接触距離センサの検出信号に基づいて棒体の作動状態を測定する。係る構成によれば、上記距離の変化状態から、棒体の移動開始・停止位置とか、移動時間・時期を正確に判断することができ、延いては、棒体の軸方向への移動量や移動速度を取得できる。
(もっと読む)
磁気特性推定装置、磁気特性推定方法、及びコンピュータプログラム
【課題】 それぞれの結晶粒の構造が単磁区構造ではない場合であっても、軟磁性材料からなる鋼板の集合組織から、当該鋼板の磁気特性を正確に計算できるようにする。
【解決手段】 各結晶粒Aの<100>方向と磁界Hの方向とのなす最小角度αminを導出する。次に、<100>方向と磁界Hの方向とのなす最小角度αminを用いて、計算対象の鋼板に与えられる磁界Hの磁化容易軸方向の成分H<100>を導出し、それに対応する「磁化容易軸方向の磁束密度B<100>」を、「計算対象の鋼板の単結晶の<100>方向におけるB−H曲線」から導出する。次に、導出した「磁化容易軸方向の磁束密度B<100>」と、<100>方向と磁界Hの方向とのなす最小角度αminを用いて、磁界Hの方向の磁束密度B<100>Hを、各結晶粒Aの「磁界Hの方向の磁束密度B<100>H(M,I)」として導出する。
(もっと読む)
スポット溶接自動検査装置
【課題】溶接部位の検査時間を短縮しつつ、製品の品質のばらつきを抑制するスポット溶接自動検査装置を提供する。
【解決手段】スポット溶接自動検査装置20は、溶接検査機21、リカバリ溶接機22および検査用制御装置23を備えている。スポット溶接自動検査装置20は、第一溶接工程と第二溶接工程との間において、溶接検査機21によりスポット溶接機3により溶接された溶接位置の検査を行い溶接の良否を判定するとともに、判定結果が否である溶接位置に対してリカバリ溶接機22による再溶接を実施する。
(もっと読む)
残留オーステナイト量の測定方法
【課題】被検体に含まれる残留オーステナイトの量を、該被検体の製造工程内においてオンラインで安価に測定することができる残留オーステナイト量の測定方法を提供することを目的とする。
【解決手段】本発明の残留オーステナイト量の測定方法によれば、被検体に含まれる残留オーステナイト量を渦電流方式の測定装置を用いて測定することができるため、該被検体の製造工程内においてオンラインで安価に測定することができる。また、予め取得した電圧差ΔV、残留オーステナイト量、及び、球状炭化物量の関係式から得られるパラメータを利用して、2つ以上の励磁周波数におけるパラメータを求め、前記式に代入した連立方程式を解くことにより、良好で精度の高い測定を行うことができる。したがって、所定の熱処理が施された高炭素クロム軸受鋼製に含まれる残留オーステナイト量を、良好な精度で測定することができる。
(もっと読む)
パルス励磁検査装置及びパルス励磁検査方法
【課題】被検体内部深くまで検出磁場を透過させ、高精度で被検体の探傷を行うパルス励磁探傷装置の提供。
【解決手段】被検体に入射する磁場を発生する励磁コイル、及び被検体からの前記応答磁場を誘導電流又は誘導電圧として検出する検出コイルを具備するプローブと、励磁コイルに対し、0.1秒以上1秒以下のパルス幅のパルス電流を通電することにより、励磁コイルにより被検体に入射する入射磁場を発生させるロングパルス生成手段を備えた。ロングパルス磁場は低周波成分を多く含み、保温材などの表皮材をよく透過するとともに、被検体内の表皮効果の影響を受けにくく、被検体の深部にまで到達する。従って、被検体には、被検体の深部からの応答磁場も発生し、これをプローブの検出コイルにより検出することにより、被検体の深部の検査も精度よく行うことが可能となる。
(もっと読む)
軸状ワークの検査装置
【課題】軸状ワークを、外周の径方向張り出し部をテーブルで受け支えて吊り下げ姿勢で搬送しながら選別のための検査を行う検査装置について、検査の高速化と高精度化を図ることを課題としている。
【解決手段】回転テーブル2、吸着装置10、回転駆動機構20、ワーク突き上げ機構30、および検査機40を有し、吸着ヘッド11とワーク突き上げピース31が検査部5に対向して配置され、回転テーブル2が間欠的に回転して外周の切欠き溝に受け入れたワークWを検査部5に移動させ、検査部において、ワーク突き上げ機構30がワークWをそのワークの頭頂部が吸着ヘッド11に吸着・保持される位置まで下から突き上げ、回転駆動機構20が吸着ヘッド11と一緒にワークWを回転させて検査機40による検査が行われるようにした。
(もっと読む)
被加工物の加工表面の欠陥検出装置
【課題】被検査面である加工表面が曲面形状である場合に、高精度に加工表面の欠陥を検出できる被加工物の加工表面の欠陥検出装置を提供する。
【解決手段】回転体60を左右スライド体50に回転可能に支持する。センサ支持体70が、回転体60の回転軸L2に対して直交するX2方向に移動可能となるように回転体60に支持される。センサ80は、センサ支持体70に支持される。距離センサ90は、X2方向におけるセンサ80による被検査面Fに対する接触荷重の相当値を検出する。制御装置100は、X2方向が被検査面Fのうちセンサ80に接触する位置の法線方向に一致するように回転体60を移動すると共に、センサ80による被検査面Fに対する接触荷重が設定された範囲内となるように被検査体支持体20と左右スライド体50とを相対移動する。欠陥検出処理部110が、制御装置100により位置決めした後にセンサ80から出力される信号により加工表面の欠陥を検出する。
(もっと読む)
磁気信号計測装置
【課題】磁気信号による磁性材料の異物検査では、検査材から大きな磁気信号が発生するため、微弱な異物からの信号を検出するのが困難であった。検査材を着磁後、逆方向のキャンセル磁場を印加することで検査材の磁化を消失させ、異物の磁気信号を検出しやすくする。
【解決手段】試料を着磁後、検査材の磁化が丁度消失する逆方向のキャンセル磁場を印加する。通常、異物と検査材の磁気特性が異なるので異物の磁気信号は消失せず検出可能である。検査材から発生する大きな磁気信号を低減できるため、微弱な異物からの磁気信号を高感度に計測できる。
(もっと読む)
センサ、検査装置、および検査方法
【課題】より効率的に、より正確に被検体の良否を判定するための電磁気特性を検出する。
【解決手段】センサ11は、励磁コイル71と検出コイル72からなる。励磁コイル71は、被検体13の内部に、被検体の長さ方向に対して略垂直の磁界を生じさせる。検出コイル72は、励磁コイル71により生じた磁界による磁束の変化に応じた電圧を生じさせる。センサ11は、被検体13の周を囲むか、被検体13から取り外せるように、巻きほどくことなく被検体13に着脱自在とされている。被検体13の錆の有無を判定するための電磁気特性を検出する。
(もっと読む)
歯車の表面計測装置
【課題】内歯歯車についても全数検査を行うことができる、歯車の表面計測装置の提供。
【解決手段】、ベース12と、水平移動可能できる第1スライダ13と、鉛直軸53廻りに回転する回転軸50と、歯車18を支える歯車支持部材20と、第1スライダ13を移動させる第1スライダ移動機構17と、支柱23と、昇降できる第2スライダ24と、アーム25と、アーム25を昇降させる第2スライダ昇降機構31と、歯車18の表面硬度を検出するセンサ機構26と、センサ機構26で検出された情報を表示記録する表示記録機構32とからなる表面計測装置10であって、歯車支持部材20は、内歯歯車を支持する内歯歯車支持部材20である。
【効果】センサ機構26を昇降可能に支持する。上方からアーム25を降下させ、センサ機構26を歯車18の表面に臨ませる。センサ機構26を内歯歯車18の表面に臨ませることで、内歯歯車18の硬さを測定できる。
(もっと読む)
渦流式センサによる厚板の表面欠陥検出方法
【課題】厚板等被検材の先尾端付近に存在する不感帯を最小にした表面欠陥検出方法を提案する。
【解決手段】厚板の表面欠陥を、渦流式センサを用いて検出する方法であって、前記渦流式センサは、E型形状の強磁性体の3本の脚部にコイルを巻き、中央の脚部を励磁コイル、外側の2つの脚部を検出コイルとしたE型センサから構成し、そのE型センサを複数個、前記被検材の搬送方向に沿って互いに離間配置すると共に、隣接するE型センサどうしを前記被検材の搬送方向から見て隙間なく配置し、さらに、各E型センサの各コイルを構成する磁極面と厚板との距離を20〜30mmに調整して、前記渦流式センサの励磁コイルに交流電圧を印加して前記被検材に渦電流を発生させ、この渦電流に2つの検出コイルに生じる誘起電圧を検出し、それらの検出信号の差分信号に基づいて欠陥の検出を行う。
(もっと読む)
コンクリート柱の鉄筋腐食検査方法
【課題】コンクリート柱内の鉄筋の腐食の有無を正確に知ることができるコンクリート柱の鉄筋腐食検査方法を提供すること。
【解決手段】鉄筋を有するコンクリート柱の外周周りを囲む検査コイルに交流電流を流して、検査コイルのインダクタンス及び抵抗を測定し、この測定されたインダクタンス測定値と、予め作成しておいたところの鉄筋に関するパラメータを変化させたときの検査コイルのインダクタンスと抵抗との関係を示すデータベースとから抵抗算出値を算出し、前記抵抗算出値と前記測定された抵抗測定値とを比較することにより、前記コンクリート柱内の鉄筋の腐食の有無を判別する。
(もっと読む)
渦流計測用センサ、及び、渦流計測用センサによる検査方法
【課題】外径が大きく変化するような高周波焼入れ部品を検査する場合であっても、プローブ型コイルにおける強い磁界により高い検出精度で焼入れ深さ/硬度測定試験を行うことができ、さらにエッジ効果を低減させることが可能となる、渦流計測用センサ、及び、渦流計測用センサによる検査方法を提供する。
【解決手段】本実施形態に係るプローブ型の渦流計測用センサ100は、励磁部20と検出部30とを有し、励磁部20は、柱状の磁性体からなるメインコア21と、メインコア21の周囲に周方向に巻きつけられたソレノイドコイルであるメインコイル22と、を備える主励磁部、及び、主励磁部の周囲に、メインコア21の軸心方向と同一の軸心方向となるように配設された柱状の磁性体からなるサブコア25を備え、それぞれが独立して主励磁部に対する軸心方向位置を可変に構成された複数の副励磁部、を具備する。
(もっと読む)
外部磁気擾乱を最小化した△E測定装置
本発明は、外部磁気擾乱を最小化した△E測定装置に関し、より詳細には、地球磁場と磁性体機構物及び機器によるバイアス効果を除去し、磁気音響共鳴法を利用して磁場下でのヤング率の変化(△E)を測定する△E測定装置に関する。本発明によると、3軸ヘルムホルツコイルを用いて外部磁気擾乱を最小化する空間を提供し、これに複数のコイル構造を有する△E測定装置を挿入することにより、外部磁気擾乱を最小化することができる。 (もっと読む)
磁化損失の測定を利用した超電導線材のスレッシュホールド電流密度の推定方法
本発明は磁化損失の測定を利用した超電導線材のスレッシュホールド電流密度の推定方法に関する。本発明は、(a)前記超電導線材に外部磁場を印加する段階と;(b)前記外部磁場の印加による前記超電導線材の磁化損失を測定する段階と;(c)前記測定された磁化損失を正規化して、前記正規化された磁化損失に基づいて前記超電導線材の完全浸透磁場を算出する段階と;(d)前記算出された完全浸透磁場に基づいて前記超電導線材のスレッシュホールド電流密度を算出する段階を含むことを特徴とする。これによって、超電導線材に直接電流を印加しない状態で積層型超電導線材のような並列型超電導線材のスレッシュホールド電流密度を測定することができる。 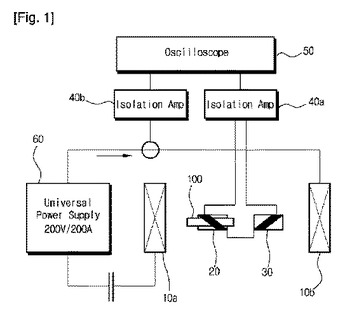 (もっと読む)
(もっと読む)
表面硬化深さの渦電流検査
【課題】部品の表面硬化深さを検査する多周波渦電流(MFEC)検査システムを提供する。
【解決手段】MFEC検査システムは、多周波励起信号を発生するように構成された発生器と、部品の一方の側に配設されるように構成された渦電流プローブとを具備する。渦電流プローブは、ドライバ及びピックアップセンサを具備する。ドライバは、多周波励起信号を受信して、部品中に渦電流を誘導するように構成される。ピックアップセンサは、部品の局所領域内で誘導された渦電流を検出して、多周波応答信号を発生するように構成される。MFECシステムは、多周波応答信号を受信して、部品の局所領域の表面硬化深さを判定するために処理を行うように構成されたプロセッサを更に具備する。パルス渦電流検査システム及び渦電流検査方法も提示される。
(もっと読む)
誘導測定用の装置ならびに方法
【課題】特に渦電流測定あるいは漏れ磁束測定を使用して被検体内の欠陥を非破壊および非接触式に検出するための装置ならびに方法、または管部材内を通流する液体中の導電性の粒子を検出するための同様な装置ならびに方法を低コストに提供する。
【解決手段】デジタル化された受信コイル信号の曲線形状を信号処理ユニットによって監視することにより受信コイル信号によるA/Dコンバータ段の過励振が判定された場合にA/Dコンバータ段によって切除された受信コイル信号の部分をデジタル化された受信コイル信号内に数学的近似法によって再生する。
(もっと読む)
検査装置
【課題】検査対象物が曲率構造体であり、かつその表面に凸部等が存在する場合にも、その影響を吸収しながら検査可能な検査装置を提供する。
【解決手段】検査部12を支持する支持部14に連結部20、22を介して一対の走行部16、18を揺動可能に連結する。走行部16、18は相互間を直接連結する機構を持たないため、前後方向に延びる軸線について、独立かつ自由に旋回し、配管寺の検査対象物の表面形状に応じて適宜姿勢を変えることができ、また同調構構を持たないため、軽量かつ小型で簡易な駆動部を構成できる。またアーム26、38の脇に取り付ける落下防止機構50a、50bの位置を調整可能とする。それぞれのアームの上方向に旋回する動きは、その調整範囲内で制限され、走行部16、18が検査対象物から大きく離脱することを制限できるため、検査装置10の落下を防止できる。
(もっと読む)
丸棒材の切削及び検査のための装置
【課題】容易かつ精度よく、丸棒鋼32の切削及び検査がなされる装置2の提供。
【解決手段】装置2は、フレーム4、第一レール6、第二レール8、駆動部10、従動部12、切削機14、ボールネジ16、ナット18、検出器20及び測定機22を備えている。駆動部10と従動部12とにより、丸棒鋼32が回転させられる。切削機14は、第一レール6に沿って移動しうる。切削機14は、バイト54を備えている。このバイト54により、丸棒鋼32の表面が切削される。ボールネジ16とナット18とにより、検出器20が移動しうる。この検出器20により、丸棒鋼32の表面疵が検出される。測定機64は、第二レール8に沿って移動しうる。測定機22は、投受光部64を備えている。投受光部64からは、丸棒鋼32に向けてレーザービームが発せられる。このレーザービームにより、丸棒鋼32の寸法が測定される。
(もっと読む)
21 - 40 / 138
[ Back to top ]