
Fターム[3B154CA32]の内容
Fターム[3B154CA32]に分類される特許
1 - 20 / 21
シート材の裁断方法および自動裁断機
【課題】テーブル上に載置された柄入りのシート材を、パーツのパターンに沿って裁断する方法において、シート材の伸びや歪に応じて裁断用のデータを修正する。
【解決手段】
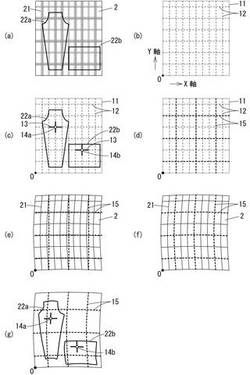
シート材2に対応する仮想平面11上に形成されたシート材の理論上の柄パターン12に、パーツのパターン22を配置すると共に、パーツ毎に柄合わせポイント14を設定する。次に、理論上の柄パターン12に基づいて基準パターン15を作成し、プロジェクタを用いてシート材2に基準パターン15を実寸で投射すると共に、基準パターン15の位置および形状をシート材2の柄に合わせて移動および変形させることにより、座標データを修正する。修正されたパーツのパターン22の座標データを、カメラで撮影したシート材2の画像に重ねて表示し、各パーツの柄合わせポイント14をシート材2の柄の対応する箇所に重ねて座標データを再度修正する。
(もっと読む)
積層物品の製造方法

【課題】積層体と該積層体に部分的に接合された表層シートを有する積層物品を製造するに際し、表層シートにたわみやしわが発生することを防止することができると共に、レーザー光による加工が、前記積層体における表層シートの対向面に対して悪影響を与えることも防止することができる、積層物品の製造方法を提供すること。
【解決手段】本発明の積層物品の製造方法は、複数のシートが積層一体化された積層体と、該積層体上に、部分的に接合された状態で配されている表層シートとを有する積層物品の製造方法であり、複数のシートが積層一体化された積層体6A上に表層シート7Aを重ねた構成を有する被加工体1Aにおける、表層シート7Aが積層体6Aに接合されていない部分76に対して、該表層シート7A側からレーザー光Rを照射し、該表層シート7Aのみに開孔加工、切断加工又はミシン目加工を施す工程を具備する。
(もっと読む)
防縮性の高い衣類の製造方法
【課題】 特殊な糸や薬剤を使わずに防縮性の高い編地衣料を製造する。
【解決手段】 巾方向を広げ且つ経方向に送り込み(オーバーフィード)を行った編地からなる衣類を形成し、次に加湿又は水分付与と、乾燥または熱処理工程を、同時または別個に行うことによって、衣類または衣類のパーツを巾方向に収縮させる。巾方向に広げたものが収縮して適切な編地密度の編地となるが、この編地からなる衣類は商業タンブル洗濯に対する高い防縮性を実現する。
(もっと読む)
自動開脚する先端出し切断機
【課題】ガーゼ・包帯・リボンなどのロール巻き布地の鋏を用いる切断機において、鋏が支点棒を中心として回転する際に、遠心力で開脚しすぎることを防ぐ。
【解決手段】鋏27に折り曲げ式アーム部1a、1bと受け皿を設置した切断機13cで、キックバネ28(または蝶バネ)を鋏の各刃の外側に溶接し、キックバネの丸い中心部分に鋏の支点棒を通す。これにより切断後に鋏が適度に開脚するとともに、次の切断のための先端出しの操作も容易になる。
(もっと読む)
織り地及び編み地のための柔軟化及び膨張化機械
本発明は「織り地及び編み地のための柔軟化及び膨張化機械」に関する。織り地及び編み地の製造の際に発生する張力を無くし、柔軟化し、膨張化によってボリュームを与え、幅/長さ及び重量(グラム)を調整するプロセスにおいて使用される機械的な柔軟化及び膨張化を行う機械である。 (もっと読む)
油剤付与装置および油剤付与方法
【課題】トウに油剤を均一に付与することができ、また、油剤付与中に単繊維に毛羽や糸切れが生じることを低減できる油剤付与装置および油剤付与方法を目的とする。
【解決手段】複数の繊維からなるトウZに油剤を付与する油剤付与装置であって、一定方向に走行するトウZの幅を規制する堰12と、トウZに油剤を付与する油剤付与手段と、前記油剤付与手段によりトウZに吸収された油剤を絞り出す絞りローラ16とを有することを特徴とする油剤付与装置1。複数の繊維からなるトウに油剤を付与する油剤付与方法であって、一定方向に走行する前記トウの幅を堰により規制する工程と、前記トウに油剤を付与する工程と、前記トウに吸収された油剤を絞り出す工程とを含む油剤付与方法。
(もっと読む)
複合織凹凸調布帛
【課題】本発明は合理的な嵩高製品の製造を実施して、社会的な問題点である従来の生産者が取り扱う時に感じる縫製作業の手順が複雑で経費が嵩む点、又は嵩高体積を多くするため、高級羽毛材料を多量に投入する事による材料費が嵩むことを改善する点にある、そして地球温暖化防止対策として工場で不用になった残糸を焼却するより、活用するために発明した。
【解決手段】本発明の複合織凹凸調断熱布帛は製品加工するための縫製工程の短縮と織物工場で従来から生産中に発生していて残りの不要になった糸が ほとんど目的が無ければ焼却処分されていた、これは地球温暖化防止、エネルギー削減、織り工場の資源活用を実際に行う手段として発明されたものである。
(もっと読む)
切断ロービングを提供する為の装置及び方法、並びに、半完成状の織物製品を補強する為の設備
本発明は、特に航空や航空宇宙の分野において、エンドレス・ロービング(63)から所定長さの切断ロービング(69)を得る装置(11)及び方法並びに前記装置(11)を備えた設備(10)に関する。前記装置(11)は、ループ形状設定構造(23),ループ押し付け構造(24)及び切断構造(60)を有する。エンドレス・ロービング(63)はループ押し付け構造(23)によってループ形状設定構造に押し付けられ、所定長さの切断ロービング(69)を製造するために切断構造(60)によって切断され得るループ(67)が形成される。前記装置(11)及び前記方法は、針(15)によって拾い上げられ、半完成状の織物製品(13)の貫通孔(17)の中に繊維層に対して垂直(z)に引き込まれる所定長さの切断ロービング(69)を簡単に供給できる。 (もっと読む)
布地用プリント装置
【課題】 布保持体からはみ出す布地部分が多い布地にも、汚れることなく、容易に且つ綺麗にプリントでき、しかも布地の布保持体への取付けを簡単化できるようにすること。
【解決手段】 布地Wにプリント可能なプリントヘッド11を有するインクジェット式の布地用プリント装置1であって、プリントヘッド11をX方向(左右方向)へ移動させるヘッド移動機構20と、布地Wのうちのプリントを施すプリント領域の周囲を保持する布保持体5と、プリントヘッド11の下側付近において布保持体5をX方向と直交するY方向(前後方向)へ布送りする保持体移動機構30と、保持体移動機構30により布保持体5がY方向へ移動する移動スペースの下側に設けられた布地通路3であって、布保持体5で保持された布地Wのうちの布保持体からはみ出したプリント領域以外の布地部分Waの移動を許す為の布地通路3とを備えた。
(もっと読む)
裁断装置、裁断方法、裁断プログラム及び裁断プログラムを記憶したコンピュータ読み取り可能な記憶媒体
【課題】裁断用パターンがシート材からはみ出した位置等に設定されるのを防止することが可能な裁断装置を提供する。
【解決手段】裁断装置は、予め記憶している裁断用パターン55(図6(a))について、シート材の幅の変動に応じて、裁断用パターン55のシート材の幅方向に沿った幅方向寸法を変動させる補正をする(図6(b))。そして、裁断用パターン55が補正された場合、補正後の裁断用パターン55のとおりにシート材を裁断して裁断品を作製する。
(もっと読む)
布類展張方法および布類展張機
【課題】複数レーン幅での処理と各レーン幅での処理の切替が可能な布類展張方法および布類展張機の提供。
【解決手段】投入チャックにより布類の一辺の両端角部を把持して上方に移送し、左右に配置されたレールに沿って移動自在な一対のサーボチャックからなる展張装置が投入チャックから布類を受け取り、当該一対のサーボチャックを左右に離間せしめて布類を展張し、展張した布類を水平移動装置により搬送装置に受け渡す布類展張方法および布類展張機であって、前記投入チャックが等間隔で偶数配されたレーンを複数設けることで布類を各レーンで並列的に上方に移送し、各レーンと1対1で対応する複数の展張装置が、各レーンの中央位置において、投入チャックからそれぞれ布類を受け取り、当該位置で前記離間を開始し、その際一対のサーボチャックそれぞれの移動速度および移動距離を制御することでレーン幅または機枠幅の布類を展張することを特徴とする。
(もっと読む)
動く細長い固体の被検製品において異物を検出するための方法および装置
動く細長い固体の被検製品(9)、例えば糸において異物を検出するための装置(1)は、被検製品(9)からの静電信号を記録するためのセンサ(2)を含む。センサ(2)は、被検製品(9)上に元々既に存在していた過剰電荷からの静電信号を記録するのに適している。装置(1)は、被検製品(9)からの他の信号、例えば容量信号を記録するためのセンサ(2)をさらに含む。さらに、静電信号、および他の信号を評価して異物を検出するための評価手段(7)が存在する。静電信号と他の信号とを組み合わせることにより、選択性が改良される。誤った応答は減少し、信頼性および感度を高くすることができる。 (もっと読む)
短繊維の製造方法
【課題】 切断長が1mm以下、特に、0.1mm未満の短繊維をミスカットすることなく、大量且つ簡易に作製することができる短繊維の製造方法を提供する。
【解決手段】 繊維軸方向に沿って平行に引き揃えられた長単繊維群からなる繊維束1を熱収縮チューブ2によって被覆後に加熱して熱収縮させ、収縮後の熱収縮チューブで被覆された繊維束1を型枠内で圧縮成形して前記単繊維群を更に高密度に密集させ、高密度に密集させた繊維束3を切断長が0.01mm以上、1mm未満の短繊維に切断することを特徴とする短繊維の製造方法。
(もっと読む)
極短繊維の製造方法及び製造装置
【課題】 特に0.1mm未満の切断長を有する極短繊維をミスカット無く安定して得るための方法と切断装置1台当たり生産能力を上げる装置を提供することにある。
【解決手段】 互いに引き揃えられた長単繊維群からなる繊維束を埋包材によって埋包して作製した固化された被切断材(1)から極短繊維を製造するための方法と装置であって、該装置は前記固化された被切断材(1)を切断刃(2)に対して切断に要求される量だけ精密送りする精密送り手段(4)を複数個備えて、該精密送り手段(4)によって送られた複数本の被切断材(1)の端面を薄片状に切断刃(2)によって切断して0.1mm未満の切断長を有する極短繊維を製造するための方法と装置である。
(もっと読む)
布地用エンボス形成装置
【課題】 普通の布地においても容易にエンボス形成ができるようにするとともに、エンボス形成部の周囲を押えてエンボスにシワがよらないようにしエンボスがきれいに形成できるようにしエンボス形成布地の品質向上を図る。
【解決手段】 間欠的に送られる熱可塑性の布地Wの送り方向に直交する幅方向に延び布地Wを支持する支持部30と、支持部30上の布地Wに対して進退動可能に設けられ進出時に布地Wを押圧して布地WにエンボスBを形成する複数の押圧ピン40とを備え、支持部30を、布地Wを支持するダイ31と、ダイ31に列設され押圧ピン40の先端部が没入する穴を有したダイボタン33とを備えて構成し、押圧ピン40を進退動可能に保持するホルダ41を設け、このホルダ41の端部に布地Wをダイ31の支持面に対して押える押え部60を設けた。
(もっと読む)
パターン化された布製品
向上を可能とする種々の化学薬品の適用を含んだ新規なパターン化システムを使用してバターン詳細、鮮明度並びに色範囲の領域に所望の視覚的な向上を与えるようにして基質に種々の染料を選択的に与えることによりパターンが形成された布である。一実施の形態では、パターン化システムは、特定的に開発された新規な技術を使用して確認され、測定された所望のパターンアットリビュトの独特な組合せを表す床覆物として有用なパイル表面加工された布基質を製造することが可能である。  (もっと読む)
(もっと読む)
カーテンたたみ装置
【課題】 正しい折り目にそってカーテンを均一に折りたたむことの可能なカーテンたたみ装置を提供する。また、設定データの入力回数の低減を図る。
【解決手段】 カーテンを複数の折込み片で一面側と他面側とから挟み込んでカーテンのひだを折り込む折込みユニット20を備えたカーテンたたみ装置1において、カーテンの裾部に設けられた複数の裾クランプ機構41…および複数の折込みスタッド機構42…、これら複数の裾クランプ機構41…と複数の折込みスタッド機構42…とを開閉駆動する開閉手段とを備え、複数の折込みスタッド機構42…が複数の裾クランプ機構41…と交互に交差するようにカーテンの一面側から複数の裾クランプ機構41…の間にカーテン裾を引き込むとともに、前記開閉手段が閉じていくように構成されている。また、折込みスタッド機構42…の前後移動量によりカーテンのひだ間隔が算出されるようになっている。
(もっと読む)
伝動ベルト用帆布、これを用いた伝動ベルト、及び伝動ベルト用帆布の製造方法
【課題】 伝動ベルト用帆布の継ぎ合わせ部に関し、背面プーリ上で異音や振動を生ずることなく、また一定走行後にも帆布の剥離を生ずることなく、同時に帆布の継ぎ合わせ部においてジョイント強度が高く、かつ継ぎ合わせ部でクラックを生じにくい構造を有する帆布を提供する。
【解決手段】 綿繊維と熱可塑性合成繊維との混紡糸により形成された伝動ベルト用帆布であって、複数枚の帆布を長尺となるように継ぎ合わされてなり、該継ぎ合わせ部において、相隣る両帆布は互いの熱可塑性合成繊維が溶着し、かつ互いの綿繊維が糸の形状を保ちつつ係わり合っていることを特徴とする伝動ベルト用帆布を使用する。
(もっと読む)
デニム・織物を仕上げ加工するための装置
未仕上げ製品から出発して、仕上げ幅、斜行度および緯糸密度を、予め設定された目標値にもたらそうとするデニム・織物を仕上げ加工するための装置が記載される。当該装置は、全ての3つの目標値を調整するために連続運転ができるように設計されるようにする。本発明によれば、ラックまたはループドライヤのような伸張装置と収縮装置とが、デニム・織物の連続的な通過走行のために相前後して接続される。伸張装置のすぐ後方に、特に同時に収縮装置の後方に、ただ1つの測定装置が、有利にはデジタルカメラを備えた光学式の検出器として、設けられる。測定装置は、同時に、仕上げ幅、斜行度および緯糸密度の実際値を求めるために設計され、目標値を調節するための装置に、調整ループを成して制御接続しているようにする。 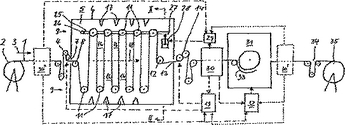 (もっと読む)
(もっと読む)
ウェブ屈曲装置および方法
ウェブ(330)を屈曲する装置および方法が開示されている。ウェブは、小さな調整可能なギャップにより分離された、ローラまたはベルト(331、312、321、322)といった2つの共回転部材を通過する。ウェブは、第1の回転部材周囲を移動し、ギャップ近傍で剥れ、小半径で自身に湾曲し、第2の共回転部材に再付着する。半径位置を感知し、2つの部材の相対速度を制御する、閉ループ制御システムで小半径の位置を固定する。ウェブの歪みを小半径のサイズで調整する。これは、調整可能なギャップおよび半径位置により制御される。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]