
Fターム[3C043CC03]の内容
Fターム[3C043CC03]に分類される特許
41 - 60 / 368
工作物表面位置変動測定方法および研削盤
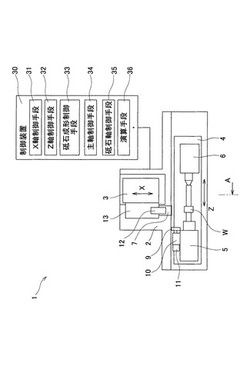
【課題】研削盤の機上で、工作物系の固有振動数と工作物の形状精度を短時間に測定できる簡便な方法を提供する
【解決手段】砥石車7を回転した状態で、研削液ノズル12から研削液を供給し工作物Wと砥石車7を接近させると動圧力を発生する。この動圧力は砥石車7と工作物Wの隙間の変動に応じて変動し、砥石車7と砥石台3を介して砥石台送り8の駆動モータに伝わる。駆動モータには作用した力に対する抵抗力を発生するために駆動電流が流れる、その電流値を動圧力に換算し、動圧力の大きさと隙間の関係から所定の計算をすることで工作物表面位置の変動を測定する。工作物表面位置の変動の周期を測定することで工作物支持系の固有振動数と工作物Wの外径形状を測定する。
(もっと読む)
研削装置および電子部品の製造方法

【課題】ワークの研削中に、ワークの位置ずれを抑制し、正確にワークの研削を行うことが可能な研削装置と、その研削装置を用いた方法を利用する電子部品の製造方法を提供すること。
【解決手段】搬送方向に回転移動するキャリアの収容空間に、ワークを一個ずつ収容する工程と、ワークが収められた収容空間を、搬送方向に回転移動させながら、回転するキャリアからワークにエアを吹き付け、ワークを、静止しているストッパ側壁に押し付ける工程と、ワークにエアを吹き付け、ワークをストッパ側壁に押し付けている状態で、ワークを収めた収容空間を、搬送方向に移動させ、研削領域で、研削手段を収容空間に入り込ませて、ワークの外周面に当て、ワークを回転させながら加工して凹溝を形成し、コアを作る工程とを有することを特徴とする。
(もっと読む)
研削方法および研削盤
【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
センターレス研削盤
【課題】研削砥石1の外径、調整車2の外径、ワーク5の外径に応じて行う調整車2の設定、調整を簡素化でき、加工精度が安定できるようにする。
【解決手段】ベッド10上に水平スライド機構Aを介してテーブル11を配置し、そのテーブル11にγ旋回スライド機構Bを介して旋回台13を配置し、その旋回台13に横スライド機構Cを介してアッパスライド12を配置し、そのアッパスライド12に調整車2を配置する。水平スライド機構Aは、ワーク5の研削時にテーブル11をベッド10に対して水平方向に相対移動させることでワーク5の外径に合わせて調整車2を移動させる。γ旋回スライド機構Bは、旋回台13をワーク5の軸心w周りに回転移動させる。横スライド機構Cは、アッパスライド12を旋回台13に対して相対移動させる機能を有する。γ旋回スライド機構Bの有する機能により、旋回台13を回転移動させることで、ワーク5の調整車2に対する心高角γが調整可能でかつ、心高角γが常に一定であるセンターレス研削盤とした。
(もっと読む)
化成処理性に優れた高張力鋼板の製造方法およびその製造装置
【課題】化成処理性に優れた高張力鋼板の製造方法およびその製造装置を提供する。
【解決手段】質量%で、Siを0.5%以上含有する高張力鋼板を連続焼鈍後に、表面研削処理と酸洗処理を行うにあたり、前記表面研削処理時には、連続焼鈍前の高張力鋼板の急峻度に応じて、研削体の回転数、圧下量及び研削体に供給されるクーラント流量のいずれか1つまたは2つ以上を調整し、さらに前記表面研削処理後の鋼板が酸洗設備に到達するまでの時間を60秒以内とすることを特徴とする化成処理性に優れた高張力鋼板の製造方法。
(もっと読む)
希土類磁石のマルチ切断加工方法
【課題】希土類磁石のマルチ切断において、切断砥石ブレードの有効径が小さく、かつ薄い回転切断砥石ブレードを用いて、高さのある希土類磁石ブロックを高精度に切断する。
【解決手段】薄板円板状又は薄板ドーナツ円板状の台板の外周縁部に砥石外周刃を備える切断砥石ブレードを回転軸にその軸方向に沿って所定の間隔で複数配列し、上記複数の切断砥石ブレードを回転させて希土類磁石103を切削してマルチ切断加工する際、希土類磁石103上面側から下方に向けて切削操作を開始し、希土類磁石103を分断することなく一旦切削操作を停止し、希土類磁石103の天地を反転させ、該反転前後で形成される切削溝の位置が上下で一致するように希土類磁石103を配置して、反転後の希土類磁石103上面側から下方に向けて切削操作を再開し、反転前後で形成される切削溝を連通させて切断する。
(もっと読む)
円筒研削盤
【課題】円弧運動の切込みを行う円筒研削盤の数値制御演算を簡易なものにする。
【解決手段】第一線f1回りにワークを回転される主軸23と、第二線f2回りに回転する砥石軸42と、縦向き支持軸12a、12bと、主軸23を縦向き支持軸12a回りへ揺動自在に支持する軸支持手段102を備えている。ワーク切込駆動手段105は、縦向き支軸66中心に水平面内で揺動し、縦向き支軸66から軸支持手段102のある一点との間の距離を設定する。
(もっと読む)
複合研削盤による研削方法
【課題】ワークを挟持する方向を入れ替えることなく、且つよりシンプルな構造の研削盤にてワークの両端部近傍の研削が可能である、複合研削盤による研削方法を提供する。
【解決手段】一対の主軸装置を用い、一対のセンタ部材21、31にてワークWを挟持するステップ(A)、2つのセンタ部材を主軸回転軸ZWの一方側にスライドさせるステップ(B)、他方側用砥石TBをワークの他方側の端部近傍WTbに対向させるステップ(C)、一方側の駆動ピン23を回転させて他方側用砥石にてワークの他方側の端部近傍を研削するステップ、他方側用砥石を離間して一方側の駆動ピンの回転を停止して2つのセンタ部材を主軸回転軸の他方側にスライドさせるステップ(D)、一方側用砥石TAをワークの一方側の端部近傍に対向させるステップ(E)、他方側の駆動ピン33を回転させて一方側用砥石にてワークの一方側の端部近傍WTaを研削するステップ、とを有する。
(もっと読む)
研削方法および研削盤
【課題】研削面の加工変質状態を検出し、砥石車を適正な状態で無駄なく使用し、不良工作物を製造しない研削方法および研削盤。
【解決手段】研削加工中に工作物Wの研削面の加工変質状態を検出できる加工変質検出装置9を砥石台3に設け、工作物Wの研削加工面の加工変質層の厚みを仕上げ研削工程の前に渦電流サンサ12で計測し、加工変質層の厚みが仕上げ研削工程の半径研削量に達する前に、砥石車7の整形工程を実施し砥石車7の切れ味を復元させる。
(もっと読む)
研削盤
【課題】ワークの研削動作が停止された後に、回転砥石の水切り動作及びクーラント供給装置による洗浄用のクーラントの供給を設定時間だけ自動的に適正に行い、研削作業能率を向上することができる研削盤を提供する。
【解決手段】回転砥石21によるワークの研削加工が終了した後に、回転砥石21を予め設定された第1の設定時間h1だけ空回転させて、回転砥石21に含浸されているクーラントを遠心力によって外部に飛散させる。この回転砥石21が空回転を開始した後、クーラント供給装置を洗浄状態にして第2の設定時間h2だけ継続して運転し、クーラント循環経路に残留している研削屑の洗浄分離を行った後、自動的にクーラント供給処理装置の洗浄運転を停止する。
(もっと読む)
鋼片研削方法および鋼片研削装置の制御装置
【課題】スイング式の鋼片研削装置において45度研削を行う場合、鋼片の被研削面全体を均一に研削する。
【解決手段】スラブSの平面Ssの研削加工に際して、斜角制御手段124により研削砥石16が砥石斜角45度に位置させられる場合に、当接位置制御手段126により平面Ssに対して研削砥石16が当接させられると、研削砥石16が平面Ssに接する位置によっては平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じたり接する位置によってその傾きが異なる可能性があることに対して、揺動角度補正手段128によりスラブ厚みTと砥石径Dとに基づいて平面Ssに対して研削砥石16の回転軸心Cgが平行になるように第3軸心C3まわりの研削砥石16の揺動角度が補正されるので、平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じ難くなり、研削砥石16とスラブSとの当たり方が一定に保たれ易くなる。
(もっと読む)
研削盤
【課題】一対の砥石台の回転砥石を含む加工領域のみを有効に封鎖して、加工領域からのクーラント液等の飛散を防止できる研削盤を提供する。
【解決手段】ベッド11上にワークWをクランプして回転させるための一対のワーク支持装置12,13を設ける。ベッド11上に一対のサドル14をワークWの回転軸線に沿ってそれぞれ移動可能に設ける。各サドル14上には、それぞれ回転砥石16c及びその駆動機構16dを備えた砥石台16をサドル14の移動方向と直交する方向へ移動可能に支持する。両ワーク支持装置12,13のクランプ部12a,13a及び回転砥石16cが加工領域Tの内側に位置するとともに、両ワーク支持装置12,13の軸受部12b,13b及び両砥石台16の軸受部16bと駆動機構16dが加工領域Tの外側に位置するように、加工領域Tを密閉状に区画するための固定カバー21及び伸縮カバー22よりなる区画構造体20を設ける。
(もっと読む)
センタレス研削用把持具およびそれを用いた樹脂製シールリングの製造方法並びにその方法により製造された樹脂製シールリング
【課題】製造における工数を増大させることなく、シール性に優れた高精度な寸法を有する樹脂製シールリングを提供することを目的とする。
【解決手段】複数個の円環状の無端樹脂製シールリング(3’)を円筒状把持具(30)に挿入し、センタレス研削機(40)に設置し、シールリング(3’)の外周面(3b)を研磨することによって、高精度な寸法を有する有端樹脂性シールリング(3)を製造することができ、削り出しによる加工の手間を省き、加工コストの低減を図る。
(もっと読む)
ワーク周面研削盤及びワーク周面研削方法
【課題】ワークを変形させること無く、ワークの周面を短時間に一定の加工精度で研削することが可能な低コストの研削処理技術を提供する。
【解決手段】単一の回転軸R1を中心に回転可能に構成され、ワークの周面(外輪2の内周面2m)に研削処理を施す一対の砥石(第1及び第2の砥石6,8)と、双方の砥石を回転軸に沿って互いに接近又は離間させる方向に相対移動させると共に、各砥石を同時に回転させる回転制御機構とを具備し、ワークを回転させた状態において、回転させた一対の砥石を、当該ワークの周面を横断する方向に沿って互いに接近又は離間させながら当該周面に接触させることで、ワークの周面に対する研削処理を行う。
(もっと読む)
クーラント供給装置
【課題】外径研磨と内径研磨のいずれの場合にもクーラント供給が可能であり、クーラント供給装置の取換えが不要なクーラント供給装置を提供する。
【解決手段】クーラント供給装置1は、ワークWの内周面P1および外周面P2の研磨を行う砥石SにクーラントLを供給する。クーラント供給装置1は、第1アーム2と、第2アーム3とを備えている。第1アーム2には、内径研磨用噴射口8が形成されている。第2アーム3には、外径研磨用噴射口13が形成されている。
(もっと読む)
ドレッサ付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できるドレッサ付き複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、第一研削砥石車26aを備える砥石ヘッドと第二研削砥石車26bを備える砥石ヘッドの一対で研削加工するドレッサ付き複合平面研削装置1であって、前記研削砥石車26a,26bはワークテーブル31後端の略中央部に据え付けたロータリードレッサ40で寸法精度よくドレス成形可能である。砥石車の交換が不要であるのでワークの研削加工時間が短縮できる。
(もっと読む)
ワーク支持装置付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと第一研削砥石車26aの直径方向と第二研削砥石車26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の第一砥石軸の中心点25aと第二砥石軸の中心点25bから等距離の位置に砥石車26a,26bを配置してなり、ワークテーブル31上にワーク軸チルト機構を備えるワーク支持装置33を搭載した複合平面研削装置1。砥石車の交換をすることが不要であり、研削加工時間を短縮できる。ワークをチルト機構32により傾斜させることによりV溝研削加工やR面研削加工も可能である。
(もっと読む)
圧延ロール研削装置
【課題】再研削の効率を向上させこの再研削による製品精度を飛躍的に向上させることができる画期的な圧延ロール研削装置を提供すること。
【解決手段】複数個が突き合い夫々の外周面に設けた型溝1に合致する形状に圧延する圧延ロール2を研削する圧延ロール研削装置であって、前記突き合う一組の圧延ロール2の双方を砥石4で研削する研削機構5を備え、この研削機構5の砥石4を移動制御して前記双方の圧延ロール2を研削した後、この圧延ロール2の研削結果を測定検査するワーク測定検査部6を備えると共に、このワーク測定検査部6の検査結果に応じて前記ワーク保持部3に前記双方の圧延ロール2を保持したまま移動させて前記研削機構5で再研削するワーク保持部移動機構7を備えた圧延ロール研削装置。
(もっと読む)
棒状の被加工物を研削する心なし円筒研削盤及び棒状の被加工物を心なし円筒研削する方法
心なし円筒研削盤において、被加工物(1)は、調整ディスク(3)、研削ディスク(5)及び受け板(7)よりなる研削間隙(15)内に存在している。調整ディスク(3)は、調整ディスク(3)の回転軸線周りに回転方向(11)で回転し、これにより被加工物(1)を回転方向(13)で回転駆動する。研削ディスク(5)は、研削ディスク(5)の回転軸線(6)周りに回転方向(12)で回転駆動されている。被加工物(1)は、被加工物(1)の長手方向軸線の方向で、それぞれ同軸的に相前後して配置されている調整ディスク(3)及び研削ディスク(5)の複数のセットを通走する。調整ディスク(3)及び研削ディスク(5)は、それぞれの軸線に沿って軸方向の中間スペースを有する。調整ディスク(3)は、研削ディスク(5)間の中間スペースに係合し、研削ディスク(5)は、調整ディスク(3)間の中間スペースに係合するので、側方のオーバラップ領域(19)がディスク(3,5)間に形成される。その結果、下方にずらされた研削間隙(15)が生じる。研削間隙(15)は、下向きに拡幅しており、調整ディスク(3)及び研削ディスク(5)における被加工物(1)の確実な支持を保証する。1つの共通の基準平面(14)と三角形(21)とは、本願の利点を明確に表している。小さな直径の被加工物(1)も、下方にずらされた研削間隙(15)内で確実に締め付けられているので、高い切りくず排出量での研削が可能である。 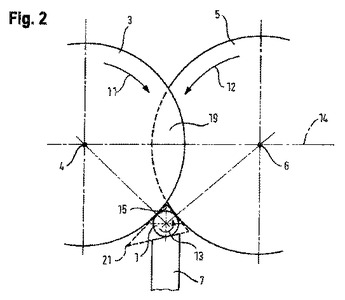 (もっと読む)
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
41 - 60 / 368
[ Back to top ]