
Fターム[3C058AA13]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の位置決め機構 (322)
Fターム[3C058AA13]に分類される特許
101 - 120 / 322
切断研磨加工装置
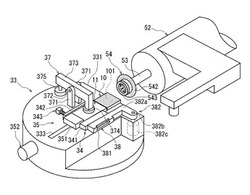
【課題】矩形基板を棒状基板に効率よく切断するとともに切断面を効率よく研磨することができる切断研磨加工装置を提供する。
【解決手段】矩形基板10を保持する保持テーブル機構と、矩形基板10を分割予定ライン101に沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する複合工具を備えた加工手段とを具備している。保持テーブル機構は支持基台32と矩形基板10を支持する保持面を備えており、保持テーブル33には送り治具11と、治具送り手段と、送り治具11に接合された矩形基板10を吸引保持する吸引保持手段と、送り治具11を保持面に押圧して送り治具11の動きを規制する押圧手段37と、送り治具11に接合された矩形基板10の自由端部を吸引支持する支持部材381と支持部材381を該保持面と直交する支持軸を中心として旋回せしめる旋回機構382を備えた基板端部支持手段38とが配設されている。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置

【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
クロス状に研削されたエッジを作成するための新規な研ぎ器
【課題】クロス状に研削されたエッジを作成するための新規な研ぎ器を提供する。
【解決手段】クロス状に研削されたエッジを作成するための研ぎ器は、略フラットな円環状の研ぎ部材を含んでおり、研ぎ部材は、リングまたはディスクからなり、複数の箇所においてナイフエッジを同時に、そして、連続的に研磨するために、中心軸回りに回転され、移動中のナイフエッジに対して保持されている。ディスクは、スプリングの抑制力に逆らってシャフトにスライド自在に取り付けられる。ディスクは略鉛直向きに配置されている。研ぎ器は、一対の軸外の円錐形状の回転式研磨材被覆ディスクを有する手動ステージを含む複数のステージを含んでおり、回転式研磨材被覆ディスクは、互いに平行ではなく、エッジにおいて交差してクロス状のパターンを形成する研磨線を両側のファセット上に有する。 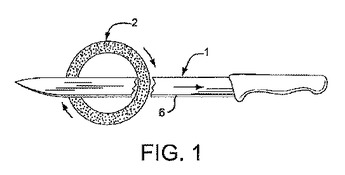 (もっと読む)
(もっと読む)
磁気粘弾性流体仕上げを使用して光学素子を処理する為の方法及びシステム
光学素子を仕上げ処理する方法は、上記光学素子と重なる複数の基準を有する光学マウント内に上記光学素子を取り付けるステップと、上記光学素子と上記複数の基準の為に第1計量マップを取得するステップとを含む。また、この方法は、複数の基準を伴わずに光学素子の為に第2の計量マップを取得するステップと、上記第1計量マップと上記第2計量マップとの間の差異マップを形成するステップと、上記第1計量マップと上記第2計量マップとを整列させるステップとを含む。上記方法は、上記異なるマップを使用して上記第2計量マップ上に数学的基準を配置し、第3計量マップを形成するステップと、上記第3計量マップを上記光学素子に関連付けるステップとを更に含む。さらに、上記方法は、上記光学素子をMRFツール内の取付け具に取り付けるステップと、上記取付け具に上記光学素子を位置決めするステップと、上記複数の基準を除去するステップと、上記光学素子を仕上げ処理するステップと、を含む。 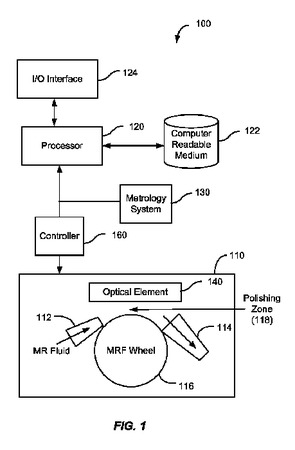 (もっと読む)
(もっと読む)
刃物研ぎ構造および同刃物研ぎ構造を用いた刃物研ぎ器
【課題】本発明は、研磨材の研ぎ角が変えられる刃物研ぎ構造および同刃物研ぎ構造を用いた刃物研ぎ器を提供する。
【解決手段】本発明は、研ぐべき刃物50の刃付部52が通る通路17に配置される研磨材21a〜21dの研磨面23を、通路から離れる方向に弧を描いて曲成する曲面部25を有して形成し、研磨材には、当該研磨材を通路から接離する方向に変位可能として、当該研磨材の変位により研磨材の研ぎ角を可変可能とする可変機構30を設けた。同構成によると、研磨材を変位させて、曲面部のうち、研ぐべく刃物の刃付角度θ1,θ2に相当する弧部分を通路に合わせると、刃物の刃付部に適した研ぎ角γ°に調整される。
(もっと読む)
刃物研ぎ器
【課題】本発明は、曲線状の刃付部を再現することが可能な刃物研ぎ器を提供する。
【解決手段】本発明は、刃物30の刃付部31が通る通路6と斜めに交差する一対の法面がなす研磨材3の研磨面14に、法面方向に凹むように曲成する曲面部14aを形成した。同構成によると、外側に膨らむ円弧を描く曲線形状の刃付部31を研ぐと、研磨面14には刃付部31の曲線形状に沿う曲面部14aを有しているので、同刃付部31は形状をできるだけ損なわずに研げる
(もっと読む)
異物研磨装置
【課題】基板上の異物を良好に研磨することができる異物研磨装置を提供する。
【解決方法】基板90上に形成された異物92を研磨する異物研磨装置100であって、この異物研磨装置100は、異物92を研磨する研磨テープ10と、研磨テープ10の研磨領域10aを形成する研磨ヘッド20と、研磨ヘッド20を構成する少なくとも3つのローラヘッド22と、ローラヘッド22のそれぞれを上下方向に昇降させるローラ移動装置30とを備えている。
(もっと読む)
電極の研磨装置およびその自動システム
【課題】研磨時の電極の振れを抑制でき、溶接機が複数台設置されている場合にも各溶接機の電極の研磨作業に迅速に対応可能となる電極の研磨装置およびその自動システムを提供する。
【解決手段】表裏に砥粒面が形成されたヤスリ3と、電極軸方向と直交する方向にヤスリ3を直線往復動させるシリンダ4と、固定電極から受ける反力によりヤスリ3の電極軸方向の移動を許容するフローティング機構5と、可動電極の先端周りが挿通し、研磨時の可動電極の振れを抑制する可動電極ガイド孔6が穿設された可動電極ガイド部材7と、を備えた研磨装置1を、三次元の動作をするロボットアームR1に取り付け、ロボットアームR1によりヤスリ3を固定電極に圧接するとともに加圧シリンダにより可動電極をヤスリ3に圧接させて両電極を研磨する。
(もっと読む)
異物研磨装置
【課題】基板上の異物を良好に研磨できることができる研磨装置を提供すること。
【解決方法】基板90上に形成された異物92を研磨する異物研磨装置100であって、異物92を研磨する研磨テープ10と、研磨テープ10に張力を生じさせるように配置された一対のローラ20と、一対のローラ20の間の距離を変化させることによって、一対のローラ20間に位置する研磨テープ10の研磨領域10aを調整する調整機構30とを備えた異物研磨装置100である。
(もっと読む)
射出成形機の金型押さえ具補修装置
【課題】 摩耗した長尺の金型押さえ具の金型当り面の全面を熟練者でなくても均一に且つ迅速に研磨できる射出成形機の金型押さえ具補修装置を提供する。
【解決手段】 金型押さえ具8の下方位置に金型当り面8aの長手方向に沿って設けた左右移動用レール2aと、その左右移動用レール2aに移動自在に設けた左右移動ベース3と、その左右移動ベース3を手動で移動させる左右移動ハンドル2cと、左右移動ベース3に上下方向へ移動自在に設けた上下移動ベース4と、その上下移動ベース4を手動で移動させる上下移動ハンドル3eと、上下移動ベース3に前後方向へ移動自在に設けた前後移動ベース5と、その前後移動ベース5を手動で移動させる前後移動ハンドル5iと、前後移動ベース5に備えたモーター6と、そのモーター6の出力軸に軸着した金型押さえ具8の金型当り面8aを研磨する円盤状の砥石7とで構成する。
(もっと読む)
ホーニングヘッドの砥石台
【課題】砥石の面圧をほぼ一定に保持することに加えて、軸線方向に対して平行からずれた部分の内面形状にも砥石が倣うことのできるホーニングヘッドの砥石台を提供する。
【解決手段】ホーニングヘッドの砥石台は、ホーニングヘッド10のホルダ11に対して、外側に砥石15を備えた複数の砥石台12が放射方向へ拡開可能に装着される。砥石台12を、前記放射方向内側に位置する支持部13と、砥石15を有し、前記放射方向外側に位置する砥石部14とに分割して構成する。支持部13に対して砥石部14を、ホルダ11の軸線方向に間隔を隔てて配置される1または複数のコイルばね16を介して揺動可能に取り付ける。
(もっと読む)
回転鋸の研削装置
【課題】チップの逃げ面に回転鋸の回転方向に延出する研削条痕を形成したり、チップのすくい面を鏡面にしたりすることができる回転鋸の研削装置を得る 。
【解決手段】回転鋸(3)を割出し回転させる鋸刃送り装置(27)と、回転鋸(3)を前後及び左右方向に移動させる鋸移動装置(22)とを設け、回転鋸(3)の研削部位を中心として回動される回動台(30)に砥石ヘッド(40)を設けるとともに、砥石ヘッド(40)の主軸(41)を回動台(30)の回動円の半径線に対して直交する方向に配置し、砥石ヘッド(40)を回動台(30)の回動円の半径方向と回動円の接線方向とに移動させる砥石移動装置(M5,M6)と、回動台(30)の回動円の半径線を中心として旋回させる砥石旋回装置(M7)とを設ける。
(もっと読む)
バリ取り装置
【課題】変速機ケースの内面に形成されるバリ等を適切に除去することが可能なバリ取り装置を提供する。
【解決手段】変速機ケース40の内面に設けられた円環状の加工溝41に形成されたバリを除去するバリ取り装置10である。このバリ取り装置10は、変速機ケース40の内側を変速機ケースの主軸Xに対して平行に出入りする回転可能な軸部1と、軸部1に接続され、軸部1の径方向に移動可能なバリ取り材保持部2と、バリ取り材保持部2により保持され、加工溝41に接触した状態で加工溝41に形成されたバリを除去するバリ取り材3と、を有する。
(もっと読む)
欠陥修正方法及び装置
【課題】テープ使用効率が改善され、ランニングコストが大幅に安価になる欠陥修正装置及び方法を実現する。
【解決手段】突起欠陥53を修正又は除去する欠陥修正装置であり、ワーク13を保持するステージ14と、研磨処理を行う研磨ユニットと、研磨ユニットを、ステージ14のワーク13に対して、研磨テープ42の走行方向と直交する方向に移動させる移動手段とを具える。研磨ユニットは、研磨テープ走行手段44と、研磨ユニットに対してテープ走行方向と直交する方向に移動可能に装着され、研磨テープ42をワーク13表面に対して当接させるヘッドチップ46と、ヘッドチップ46を、研磨ユニットに対してテープ走行方向と直交し、前記方向とは反対向きの方向に相対移動させる移動手段と50、51を有する。研磨処理中、突起欠陥53に対して研磨テープ42だけがテープ走行方向と直交する方向に変位し、ヘッドチップ46は静止状態に維持される。
(もっと読む)
丸鋸研削装置
【課題】事前計測で研削時間の短縮を図りつつ高低刃にも対応することを可能にする。
【解決手段】レーザビーム発射装置と受光素子とによって構成される透過型光センサを「連続出力モード」として遮光量最大となる刃(刃先の最も高い刃)を割り出し((A)→(B))、次に、当該刃を右方向へ移動させて遮光量ゼロとなる移動量から最大径を算出し((C)→(D))、再び左方向へ移動させて各刃がレーザビームを横切る状態にすると共に光センサの出力を「コンパレータモード」に切り替えた状態で丸鋸軸を回転させて検出信号を得ることで各刃の一歯毎のピッチを算出し((E)→(F)→(G))、最大径の刃の刃先を研削加工位置にセットした状態でギャップエリミネータの出力から砥石と刃先の接触直前の状態を検出し、加工プログラムに従って一歯毎に研削加工を実行する((H)→(I)→(J))。
(もっと読む)
高硬度材の加工装置及び加工方法
【課題】高硬度材でなる工具やワークを比較的簡単に加工できる複合加工装置と加工方法を提供する。
【解決手段】主軸台1にレーザ加工ヘッド3と機械加工ヘッド5を取り付け、テーブル13上には研削装置15を取り付け、主軸台1とテーブル13との間でX、Y、Z、B、C軸方向の相対移動が可能な送り軸装置を設ける。工具素材35をテーブル13に取り付けてレーザ加工ヘッド3によって荒加工後、工具素材35を機械加工ヘッド5の主軸9に取り付けて回転させ、研削装置15の砥石車19を回転させながら工具素材35に接触させ、X、Y、Z、B、C軸を移動させて工具素材35の先端刃部を整形仕上げし、刃付け加工する。
(もっと読む)
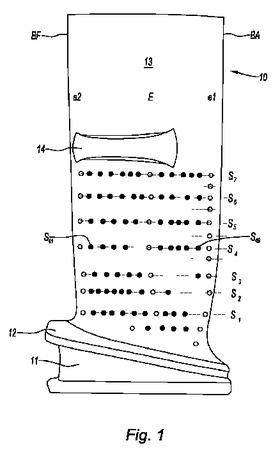
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
走行基板の研磨方法
【課題】プレストンの経験式におけるプレストン係数を簡易な方法で求めることができ、このプレストンの経験式から基板の研磨量プロファイルを得ることにより、複数個の研磨ヘッドの最適な研磨条件を容易に決定することができる研磨方法を提供する。
【解決手段】水平に走行する基板上に複数個配設した円盤状の各研磨ヘッドの研磨面を前記基板に圧着し、各研磨ヘッドを基板面に垂直な回転軸で回転させると共に、各研磨ヘッドを基板の走行方向と直交する水平方向に往復運動させ、かつ各研磨ヘッドの回転中心部に設けた研磨液供給孔から研磨液を、研磨面に装着した研磨パッドを介して走行する基板へ供給することにより、前記基板を連続的に鏡面研磨する方法であって、特定の手順で選定した研磨条件にて研磨する方法。
(もっと読む)
平坦なワークの機械加工方法
本発明は、両面機械加工ツールの内で平坦なワークを機械加工する方法に関し、上下定盤を有し、少なくとも1個の定盤が回転駆動され、当該定盤のそれぞれは円形の加工面を有し、それら加工面は、円形の加工間隔を制限し、少なくとも1個のキャリアが当該加工間隔内に位置決めされ、当該キャリアは、少なくとも1個のワークが加工面の間で両面機械加工されるよう加工間隔に少なくとも1個のワークを案内する。本発明によれば、定盤間の距離は、加工間隔の少なくとも2つの半径方向に離間された測定位置で測定され、測定された当該距離から、前記定盤間の距離が、加工間隔で機械加工される少なくとも1個のワーク厚みを示す加工間隔の位置を測定位置から次第に半径方向に離間された位置として求め、当該加工間隔内で機械加工された少なくとも1個のワーク厚みが、この方法で求められた距離から求められる。 (もっと読む)
研削装置
【課題】複列円すいころ軸受の外輪の超仕上げを1度に行うことができる研削装置を提供する。
【解決手段】研削装置1は、いずれも超仕上げ砥石を保持するための第1の砥石保持装置2および第2の砥石保持装置2と、保持される超仕上げ砥石7の研削面16が向く側に対して第1の砥石保持装置を前進および後退させ、かつ第2の砥石保持装置を、第1の砥石保持装置の前進または後退に同期させて保持される超仕上げ砥石の研削面が向く側に対して後退および前進させる移動装置6と、を有し、第1の砥石保持装置の前進方向と第2の砥石保持装置の前進方向とが、180度逆方向であって互いに遠ざかる方向であり、第1の砥石保持装置および第2の砥石保持装置が一体に振動するように形成される。
(もっと読む)
101 - 120 / 322
[ Back to top ]