
Fターム[3C058AA19]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の修正 (348)
Fターム[3C058AA19]に分類される特許
21 - 40 / 348
ホーニング装置
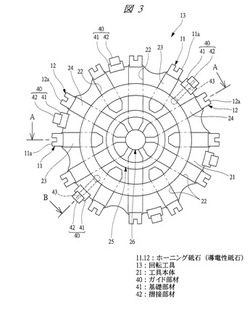
【課題】電解ドレッシングを行うホーニング装置の稼働コストを抑制する。
【解決手段】ホーニング装置の回転工具13には、シリンダボアを研削するホーニング砥石11,12が設けられるとともに、工具ガイドのガイド穴に摺接するガイド部材40が設けられる。ガイド部材40は、工具本体21に固定される基礎部材41と、基礎部材41に固定される摺接部材42とによって構成される。基礎部材41の材料としてはセラミックス材料が用いられ、摺接部材42の材料としては超硬合金材料が用いられる。このようにガイド部材40を構成することにより、ガイド部材40に絶縁性および耐摩耗性を向上させることが可能となる。これにより、ホーニング砥石11,12に対する電解ドレッシングを可能とした上で、ガイド部材40の摩耗を抑制することができるため、ガイド部材40の交換サイクルを延ばして稼働コストを抑制することが可能となる。
(もっと読む)
ガラス板の研磨方法

【課題】本発明は、フロート法によって製造されたガラス板を、FPD用ガラス基板として最適なガラス板に研磨するガラス板の研磨方法を提供する。
【解決手段】本発明は、フロート法により製造されたガラス板Gであって、厚さが0.7mm以下であり、1辺の長さが1000mm以上、ヤング率が65GPa以上のガラス板Gを研磨対象とする。このガラス板Gの非研磨面をガラス保持部材16によって保持し、ガラス板Gの研磨面にある高さ0.3μm以下のうねりを研磨具26によって研磨することにより0.05μm以下に低減させてフラットパネルディスプレイ用ガラス基板を製造する。研磨具26は、A硬度が20以上、D硬度が99以下、厚さが1.0〜2.5mm、厚さ分布が±0.05mm以内であることが好ましい。また、ガラス保持部材16は、圧縮率が10〜70%、圧縮弾性率が70〜98、A硬度が2〜20、厚さが0.3〜2.0mm、厚さ分布が±0.05mm以内であることが好ましい。
(もっと読む)
変形解析方法および変形解析装置
【課題】研磨中のドレッシングによる研磨部材表面が削り取られる現象を考慮することのできる変形解析方法および変形解析装置を提供する。
【解決手段】多数の微小要素で表現されるモデルを用いてコンピュータによりあるスカラー値の拡散と、前記スカラー値に依存する膨張による変形とを解く解析手法であって、予め所定の時間における各節点の変形量を解析し、前記各節点の変形量を元の形状における節点から差し引いた形状を初期形状として変形解析することを特徴とする変形解析手法。
(もっと読む)
パッドドレッシング装置及びパッドドレッシング方法
【課題】研磨パッドの表面を基準にドレッシングするための適度な弾性を有しつつ、長期に亘って交換することなく使用することができるようにする。
【解決手段】支持部32の下端には、束線バンド35で束ねられた弾性部材31が取り付けられている。弾性部材31は、線径が0.15mmで長さ25mmのタングステン線が30本ずつ1束に束ねられて構成されている。また、弾性部材31の各素線の先端部は丸切りのまま研磨パッド20に接触して研磨パッド20のドレッシングを行うようになっている。弾性部材31の各素線の先端部の線径を細くして研磨パッド20の切削幅を小さくすると共に、弾性部材31の各素線を束線バンド35で束ねることによって弾性部材31の剛性を高め、各素線の細い先端部に大きな圧力がかかるようにしている。従って、弾性部材31の先端部は研磨パッド20に有効な切り込み深さを与えることができる。
(もっと読む)
研磨パッド及び半導体装置の製造方法
【課題】半導体装置の製造コストを削減できる研磨パッド及び半導体装置の製造方法を提供する。
【解決手段】研磨パッド40は、第1のパッド部40aと、その周囲に配置される第2のパッド部40bとを有し、第1のパッド部40a及び第2のパッド部40bはそれぞれ個別に交換することができる。CMP装置に研磨パッド40(第1のパッド部40a及び第2のパッド部40b)を取り付けて半導体ウェハの研磨を実施し、総研磨時間が所定の時間に到達したら、第2のパッド部40bを交換用の第2のパッド部40cに交換する。
(もっと読む)
両面処理装置の2枚の加工ディスクの各々の上にそれぞれ平坦な加工層を設けるための方法
【課題】加工層のトリミングによって著しい量の材料を除去することなく、平坦性および平面平行度をさらに向上させる。
【解決手段】両面処理装置は、上部加工ディスク13、下部加工ディスク26、転動装置を含み、対称軸28を中心として回転可能に取り付けられ、下部介在層29を下部加工ディスク26の表面上に、上部介在層16を上部加工ディスク13の表面上に取り付けるステップと、3つのトリミング装置によって両方の介在層16、29を同時に平坦にするステップとを備え、各トリミング装置はトリミングディスクと、研削物質を含む1つのトリミング本体と、外側歯部とを含み、コロイド経路上で、圧力を受けて研削作用を有する物質を含まない冷却潤滑材の添加により、転動装置と外側歯部によって動かされ、介在層16、29から材料除去をもたらし、下部加工層32と上部加工層39を下部介在層29と上部介在層16に取り付けるステップを備える。
(もっと読む)
ドレッサ
【課題】研磨パッドの表面粗さを、より細かく調整できるドレッサを提供する。
【解決手段】ドレッサ1の円盤状のベース基材2の表面には、扇状領域に区分された第1,第2砥粒配置部5a,5bが円周方向に交互に設けられ、第1砥粒配置部5aには、粒径の大きな多数のダイヤモンド砥粒3aが保持され、第2砥粒配置部5bには、粒径の小さな多数のダイヤモンド砥粒3bが保持されている。かかるドレッサ1では、粒径の大きなダイヤモンド砥粒3aによって研磨パッドの表面を深く荒らしてスラリー保持性を高めると共に、粒径の小さなダイヤモンド砥粒3bによって研磨パッド表面を安定した表面粗さにドレッシング処理することができる。
(もっと読む)
研磨パッド用ドレッサー及びその製造方法及びガラス基板及びその製造方法及び磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は被研磨体の平面の表面うねりを抑制することを課題とする。
【解決手段】研磨装置を用いて台座10の上・下平面14、15を平滑に加工する。台座10の上平面14に微細なダイヤモンド砥粒を電着し、上平面14上に砥粒層18を所定パターンで形成し、本発明の研磨パッド用ドレッサー20が完成する。台座10の上・下平面14、15を平滑に加工しているため、ダイヤモンド砥粒が電着される平面精度が極めて高く、電着量を均一に制御することで砥粒層18の平面精度が高められる。台座10の上・下平面14、15の表面粗さは、Raが0.23μm以下であることが望ましい。
(もっと読む)
ドレッサ
【課題】研磨パッドの立ち上げ時間の短縮を図れるドレッサを提供する。
【解決手段】ドレッサ1のダイヤモンド砥粒を保持する保持材2の表面を、ドーム状に膨出させることによって、ドレッサ1の表面に凸部を形成し、新規な研磨パッドのドレッシング処理を行なう場合に、凸部の先端を構成する一部のダイヤモンド砥粒5が、研磨パッドの表面に高い接触圧で接触し、研磨パッドの表面に容易に切り込むことができ、これによって、ドレッシング処理に要する時間、したがって、研磨パッドの立ち上げ時間を短縮することができる。
(もっと読む)
研磨パッド用表面処理剤及び研磨パッド用スプレー
【課題】 研磨パッドの貼り換え作業を行うことなく、研磨パッドの表面に熱硬化性樹脂からなる膜を薄く均一に形成することができる研磨パッド用表面処理剤及び研磨パッド用スプレーを提供する。
【解決手段】 ウレタン樹脂やエポキシ樹脂等の熱硬化性樹脂を溶剤に分散させた20℃における粘度が1000cP(センチポイズ)以下である分散液3からなる研磨パッド用表面処理剤を噴霧可能な容器2に高圧ガスと共に充填してなる研磨パッド用スプレー1。
(もっと読む)
半導体基板の研磨方法
【課題】 半導体基板上に設けられた膜の表面を、研磨パッドによって化学機械的に研磨するプロセス(CMPプロセス)における研磨速度のバラツキを低減し、プロセス制御が容易な半導体基板の研磨方法を提供すること。
【解決手段】 CMPプロセス時に、研磨パッド洗浄プロセスを追加し、洗浄された研磨パッドを用いて研磨を実施する。研磨パッド洗浄プロセスは、半導体基板の研磨前に実施する。研磨パッド洗浄プロセスにおいて、有機酸濃度が0.5〜10.0質量%のパッド洗浄液を用いる。
(もっと読む)
研磨装置
【課題】研磨パッドの寿命を正確に決定することができ、研磨パッドの交換頻度を少なくすることができる研磨装置を提供する。
【解決手段】本研磨装置は、研磨テーブル12を回転させるテーブル回転モータ70と、トップリング20を回転させるトップリング回転モータ71と、研磨パッド22をドレッシングするドレッサ50と、研磨パッド22の高さを測定するパッド高さ測定器60と、研磨パッド22の高さから研磨パッド22の減耗量を算出し、研磨パッド22の減耗量と、テーブル回転モータ70のトルクまたは電流と、トップリング回転モータ71のトルクまたは電流とに基づいて研磨パッド22の寿命を決定する診断部47とを備える。
(もっと読む)
2つの加工層をトリミングするための方法およびトリミング装置
【課題】結合砥粒を含むとともに、平坦なワークピースの同時両面処理のための研削装置の上側および下側加工板の相互に面する側上に適用される2つの加工層を、少なくとも1つのトリミング装置によってトリミングするための方法およびトリミング装置を提供する。
【解決手段】トリミング体8は、トリミング板9上にて、規定された幅を有する輪形の領域内に配され、トリミング板9の外歯部10は、トリミング板9に対して高さ調節可能であり、研削装置のすべての駆動部の回転方向が、トリミングまたは目立ての間に少なくとも2回変更され、2つの加工層の以前に測定した形状プロファイルに依って、下側および上側加工層からの材料除去が互いから独立して変動され得る。
(もっと読む)
定盤修正用ポリイソシアヌレート系ポリウレタン形成性組成物
【課題】耐久性のある定盤修正用砥石を提供する。
【解決手段】定盤修正用砥石材に使用するJISK6253に規定されるD硬度が60〜90度のポリウレタン樹脂を得るためのイソシアヌレート含有ポリウレタン形成性組成物であって、MDI(ジフェニルメタンジイソシアネート)系有機イソシアネート(A)、ポリオール(B)、三量化触媒(C)からなり、ポリオール(B)が、ポリテトラメチレンエーテルグリコール(B1)とポリブタジエンポリオール(B2)とを97.0/3.0〜99.8/0.2の重量比で配合するものであり、MDI系有機イソシアネート(A)とポリオール(B)との配合比おいてイソシアネート基を2.3〜3.6mmol/g過剰で配合する、定盤修正用砥石材用イソシアヌレート含有ポリウレタン形成性組成物。
(もっと読む)
金属リング研削方法及び金属リング研削装置
【課題】金属リングの研削加工に際し、研削ブラシの偏磨耗が発生するのを防止する。
【解決手段】ワーク保持部100により金属リングWを保持して円周方向に沿って回転させ、加工ヘッド200により研削ブラシ211を、金属リングを横切るような周回軌道に沿って移動させることにより金属リングの端縁の研削加工を行うに際し、研削加工が行われていないときに、次の研削加工に先立って、ブラシ回転手段210a、210b、270、280により、研削ブラシを長さ方向の軸の周りに所定角度だけ回転させるようにする。
(もっと読む)
CMP装置及びドレッサの固定方法
【課題】ドレッサの片削れが防止され、研磨パッドの研磨特性を良好に維持できると共に、ドレッサの長寿命化を実現されたCMP装置及びドレッサ固定方法を提供する。
【解決手段】本発明に係るCMP装置は、研磨パッド上に載置されて該研磨パッドの研磨面をドレッシングするドレッサと、該ドレッサを保持するドレッサ支持部とを備えたCMP装置において、互いに平行でかつ研磨パッドの研磨面に対して平行な少なくとも2本のレーザー光がドレッサの下方でかつ前記研磨面の上方の位置を進行するように、平面視して前記ドレッサから離間した位置に配置する第1のレーザー光発光器と、前記第1のレーザー光発光器から発光されたレーザー光を平面視して該レーザー光が前記ドレッサを通過した後に受光し、その光量を検出する第1の受光器と、を備えたことを特徴とする。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
ドレス方法、研磨方法および研磨装置
【課題】パッドの表面を正確に平坦化するドレス方法を提供すること。
【解決手段】ドレス方法が、ドレスステップを含んでいる。ドレスステップでは、基板の被研磨面が押し当てられて前記基板の化学的機械的研磨を行うパッドをドレッシングするドレッサに対し、前記パッド面内での位置と、当該位置毎の前記パッドの表面状態に関するパッド表面状態情報と、に基づいて、前記パッド面の位置毎に、ドレス制御を行う。そして、前記パッド表面状態情報は、前記パッドに所定の部材を押し付けた際の、前記部材にかかる圧力に基づいて測定される。
(もっと読む)
研磨ベルト移動制御システム
【目的】 研磨ベルトをロール交換する際の作業性を向上することができる研磨ベルト移動制御システムを提供する。
【解決手段】 研磨ベルト20をロール交換するときには、研磨ベルト20の巻き取りを開始してから使用済の研磨ベルト20と未使用の研磨ベルト20とを結合するベルト結合部材91が巻取装置60の位置に移動するまで、自動的に研磨ベルト20の巻き取りを行わせ、ベルト結合部材91が巻取装置60の位置に移動した時点で研磨ベルト20の巻き取りを停止する。これにより、従業員は、研磨ベルト20の巻き取りが開始されてから結合部分(ベルト結合部材91)が巻取装置60の位置に移動するまでの間、その場に居合わせる必要がなくなり、結果として、研磨ベルト20をロール交換する際の作業性を向上することができる。
(もっと読む)
研磨布のドレッシング方法およびドレッシング装置
【課題】バッチごとにほぼ一定した研磨速度が得られ、精度よくワークの研磨が行え、また修正砥石を用いるドレッシングの回数を減らせることから、作業性よく、また研磨布の寿命も長くできる研磨布のドレッシング方法を提供する。
【解決手段】回転する定盤14、15の研磨布上にワークを押接し、研磨布上に研磨液を供給しつつワーク表面の研磨を行った後の、該研磨布の表面状態を砥石を用いて調整する研磨布のドレッシング方法において、ワーク研磨後、研磨布上に高圧洗浄水を供給して研磨布を洗浄する洗浄工程中で、目立て砥石26を研磨布の径方向に研磨布の凹凸面に追従させて移動させて研磨布の目立てドレッシングを行う工程を含むことを特徴とする。
(もっと読む)
21 - 40 / 348
[ Back to top ]