
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
61 - 80 / 653
ハニカム構造体成形口金用電極の製造方法
【課題】放電加工によって、多孔質隔壁の薄いハニカム構造体を得るための薄い(狭い)スリットを備えた口金を得ることが出来、放電加工中に破損せず変形もしない電極を、短時間で得られる手段を提供すること。
【解決手段】放電性材料からなり二の面を有する厚板状の電極基体を用意し、その電極基体の、流通セルに対応する位置に、複数の孔を開け、その孔に加工用電極を挿入し、孔の内側から電極基体の孔側面に向けて放電して、その電極基体の孔側面を、多孔質隔壁に対応する形状に加工をして、少なくとも何れかの面に、電極隔壁によって区画された複数の電極セルが表れてなるハニカム電極を得る、ハニカム構造体成形口金用電極の製造方法の提供による。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法

【課題】マルチワイヤ放電加工装置において加工速度の低下を抑制するとともに長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接して共通の放電加工電力を給電する回転電極200A,200Bと、を備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工するマルチワイヤ放電加工装置100であって、回転電極200A,200Bはワイヤ15の送り方向と同じ方向に向かって回転する。
(もっと読む)
放電加工装置
【課題】ワークに微細孔を放電により加工するための放電加工装置において、電極のたわみや振れを抑制し、加工孔径の加工バラツキを小さくして加工精度を向上させる。
【解決手段】ワークWに対向する電極11を電極ガイド2に挿通保持し、電極ガイド2の外周に中空の加工液ガイド3を設ける。加工液ガイド3内は、電極ガイド2の外周に環状の加工液溜まり32が設けられ、ワークWに対向するテーパ状の開口部34内に、電極ガイド2のテーパ状の先端部21を挿通して、両テーパ面間にワークW側へ縮径する加工液噴出路35を形成する。電極ガイド2の先端部21は、加工液ガイド3よりワークW側へ突出し、電極11の突出量を小さくして軸方向から加工液を供給する。
(もっと読む)
ハニカム構造体成形口金用電極
【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において簡便な構成によって加工速度を向上させる。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接し、ワイヤ15の送り方向と同じ方向に向かって回転して共通の放電加工電力を給電する回転電極200A,200Bと、放電加工電力を供給する共通の加工用の電源29とを備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工する。
(もっと読む)
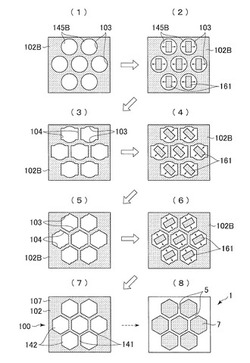
ハニカム構造体成形口金用電極の製造方法
【課題】隔壁の薄いハニカム構造体を得るための、狭いスリットを備えた口金を製造することが可能な電極であって、且つ、その狭いスリットの口金を得るための放電加工中に、破損せず変形もしない電極を、短時間で得られる手段を提供すること。
【解決手段】電極基体102Bの一の面107Bにおいて、ハニカム構造体の複数の流通セルに対応する位置に、流通セルと相補形状をなす加工用電極161を、複数、配置し、その複数の加工用電極161から電極基体102Bの一の面107Bに向けて放電をして電極基体102Bを彫り、その電極基体102Bに、流通セルと相似形状をなす複数の電極セルを形成し、一の面に、電極隔壁によって区画された複数の電極セルが表れてなるハニカム電極を得る、ハニカム構造体成形口金用電極の製造方法の提供による。
(もっと読む)
ワイヤ放電加工機、および、ワークを切断加工することで加工物を製造する方法
【課題】 本発明は上記点に鑑み、ワイヤ放電加工機でワイヤを自転させる技術において、従来よりも小規模な構成でワイヤを自転させる。
【解決手段】ワークを加工するためにワイヤ30が送られており、かつ、ワイヤ30が当該ワイヤ自転用ローラ26の外周面26bに押しつけられているとき、ワイヤ自転用ローラ26が回転することにより、外周面26bで、ワイヤ30を、ワイヤ30の送り方向に対して交差する方向に付勢することで、ワイヤ30の送り方向を回転軸としてワイヤを自転させる。
(もっと読む)
放電加工装置
【課題】被加工物および加工電極の材質や形状、加工液の種類やその状態、あるいは機械の個体差等による誤差を生ずることなく、加工安定度の指標を与える放電間隙の状態を推定し、加工不安定の抑制制御が行える放電加工装置を得ること。
【解決手段】加工開始直後に印加される最初の加工パルスによる放電周期において取得された極間電圧は、放電間隙が加工屑等の影響がなくクリアな状態であるときに取得されたものであるから、それを基準極間電圧として記憶し、その基準極間電圧と加工中の極間電圧との差分を算出し、差分が閾値を超えたとき、放電間隙が加工不安定の状態にあると推定し、加工屑の排出制御と加工屑の発生抑制制御の少なくとも一方の加工不安定の抑制制御を行う。
(もっと読む)
放電加工方法
【課題】危険物を使用せず加工精度および加工効率が向上する放電加工方法を提供する。
【解決手段】工具電極11と工作物2との間に介在する含水加工液12は、水分が3質量%以上40質量%以下、導電率が100μS/cm以下、40℃における動粘度が0.5mm2/s以上30mm2/s以下である。工具電極11と工作物2との間に、含水加工液12を介在させた状態でパルス電圧を印加する。パルス電圧に同期してパルス電圧より高い電圧値の重畳電圧を印加し、工具電極11と工作物2との間に100V以上2000V以下の加工電圧を印加し、放電加工する。高電圧重畳回路15から流れる電流は、加工に影響がない小さい電流値とする。
(もっと読む)
形状加工を行う放電加工装置及び方法
【課題】形状加工を行う放電加工装置及び方法を提供する。
【解決手段】磁性体材料からなる軸状電極(1)を、所定の一軸(O1)周りに旋回運動させるように、前記一軸(O1)に対して円周方向に所定間隔で配設された前記複数の電磁石(3)を順次個別に励磁するステップと、パルス電源ユニットにより、前記軸状電極(1)と被加工物(4)との間に間歇的な電圧パルスを印加して繰り返し放電を発生させるステップと、被加工物(4)に所定形状の穴又は所定形状のキャビティを加工するステップとを具備する放電加工方法。
(もっと読む)
放電加工装置
【課題】電極の送り方向に垂直な平面内で電極と被加工物とを相対的に揺動させながら被加工物を加工する際における加工速度を向上できる放電加工装置を得ること。
【解決手段】放電加工装置は、被加工物を加工する際に、電極揺動指令に従って、電極の送り方向に垂直な平面内で前記電極と前記被加工物とを相対的に揺動させる揺動手段と、基準揺動軌道からの実際の電極位置の差を算出する算出手段と、前記差が小さくなるように前記電極揺動指令を変更する変更手段とを備え、前記揺動手段は、前記変更手段により変更された前記電極揺動指令に従って、前記電極と前記被加工物とを相対的に揺動させる。
(もっと読む)
回転工具の加工方法およびワイヤ放電加工機
【課題】回転工具の最外径の寸法を精度よく設計値に合わせる。
【解決手段】工具素材に刃部14が設けられた回転工具10を、水平方向に延在する回転軸線L0を中心として回転割出装置20に割出可能に取り付け、刃部14の上面の加工点Pに沿ってワイヤ電極9を移動させ、ワイヤ電極9からの放電エネルギーによって刃部14を加工する。このワイヤ放電加工機を用いた回転工具の加工方法は、回転割出装置20に取り付けられた回転工具10の刃部14の上面位置を測定する測定工程と、測定工程における測定結果に基づき、刃部14の上面の加工点Pが回転軸線L0と同一高さとなるような目標割出位置を導出する割出位置導出工程と、割出位置導出工程で導出された目標割出位置に回転工具10を割り出すとともに、回転工具10の刃部14の上面の加工点Pに沿ってワイヤ電極9を移動させ、刃部14を加工する加工工程とを含む。
(もっと読む)
放電加工機
【課題】加工液としての水を満たした加工槽内で、ワーク全体に亘り、広範囲に防錆効果をもたらす、放電加工機を提供する。
【解決手段】加工液を貯留する加工槽及び加工槽内に加工すべきワークを保持するワーク台を有し、加工液中のワークと電極との間に電圧を印加して発生する放電により加工を行う放電加工機において、加工槽の底部または壁部に面状に広がる絶縁体を介して設けられた防食用電極と、陽極が防食用電極に接続され、陰極が前記ワークに接続される防食用電源とを具備する。
(もっと読む)
放電加工機
【課題】電極に接続された給電線の弛みを軽減させた放電加工機を提供する。
【解決手段】ワークと電極との間に電圧を印加して発生する放電により加工を行う放電加工機が、加工中に電極と共に移動する移動部24と、一端が放電加工機の固定部分16aに接続され、他端が電極に接続されて給電する給電線26と、一端が放電加工機の固定部分に連結され、他端が給電線の中間部分80cに連結された第1弾性部材30と、一端が移動部24に連結され、他端が給電線26の中間部分80cに連結された第2弾性部材32と、を具備し、給電線が第1弾性部材30及び第2弾性部材32によって吊り下げられている。
(もっと読む)
放電加工用電極線
【課題】高い導電性を備え、かつ軟質銅材においても高い屈曲寿命を有する放電加工用電極線を提供する。
【解決手段】本発明に係る放電加工用電極線は、希薄銅合金材料からなる放電加工用電極線であって、前記希薄銅合金材料が、Ti、Mg、Zr、B、Nb、Ca、V、Ni、Mn、及びCrからなる群から選択される添加元素を含み残部が不可避的不純物からなる軟質希薄銅合金材料であり、2mass ppm以上12mass ppm以下の硫黄と、2mass ppmを超える量の酸素とを含む。
(もっと読む)
放電加工油基材
【課題】 加工精度を保ちつつ加工速度を向上させ、従来の炭化水素系より優れた放電加工油を提供すること。
【解決手段】下記一般式(1)で表される脂肪酸エステル
【化1】
[式中、脂肪酸由来のR1は炭素数が7〜13の飽和の直鎖又は分岐鎖からなる鎖式炭化水素基を示し、一価アルコール由来のR2は炭素数が1〜13であり、飽和の直鎖又は分岐鎖からなる炭化水素基、又は脂環式炭化水素基を示す。]
において、R1とR2の炭素数の和が12〜20であり、且つ、40℃における動粘度が2.0〜6.0mm2/sであることを特徴とする放電加工油
(もっと読む)
ワイヤ放電加工装置
【課題】 ワイヤ電極の断線を防止しながらも加工効率の向上を図ることができるワイヤ放電加工装置を提供する。
【解決手段】 ワイヤ電極Eのテンション制御を行いつつ所定の加工条件42に基づいてワイヤ電極EとワークWとの間に形成される極間に所定の電圧を印加しワークWの放電加工を行うワイヤ放電加工装置1において、予め定められた放電加工の電気的なエネルギー量を示すデータとワイヤ電極Eが断線に至る限界のテンションを示すデータとの相関関係と、検出された放電加工の電気的なエネルギー量を示すデータと、に基づいてワイヤ電極Eが断線に至る限界のテンションを演算する限界テンション演算手段86と、限界のテンションに基づいてワイヤ電極Eのテンション制御を実行するテンション制御実行手段88と、を有する。
(もっと読む)
定温制御と差温制御とを自動的に切り替える機能を備えたワイヤカット放電加工機
【課題】加工液温度を冷却するための制御方法を自動的に切り替える機能を有するワイヤカット放電加工機。
【解決手段】被加工物を放電加工する放電加工部を内部に有する加工槽2と、加工槽2の加工液を回収および貯留する汚水槽4と、汚水槽4の加工液をフィルタFでろ過した後の加工液を貯留する清水槽5と、加工液を上下ワイヤガイド3へ供給する供給路と、清水槽5の加工液を冷却し加工槽2、汚水槽4、清水槽5、及び前記供給路のうちの少なくとも1つ以上に供給して定温制御と差温制御の機能を有する冷却装置6と、を有するワイヤカット放電加工機30において、機械であるワイヤカット放電加工機30の周囲温度と加工液温度に応じて温度を予め設定することで加工液温度を調整して加工液温度を一定に保つ定温制御と、機械の周囲温度に応じて加工液温度を周囲温度に追従させる差温制御とを自動的に切り替えるワイヤカット放電加工機。
(もっと読む)
マルチワイヤ放電加工装置及びマルチワイヤ放電加工方法並びに炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において、切断ワイヤ部分の共振を抑制し、効率よく炭化ケイ素の薄板を切り出す。
【解決手段】放電加工中に放電発生が停止した際に、高周波パルス電力の通電再開からの放電が検知されていた時間と放電が検知されない時間の合計時間である積算時間STが切断ワイヤ部分の振動の周期を固有周期tsより第一の離調時間Δts1だけ短くなった際に通電を停止し、その後一時停止時間Δtpだけ通電停止を継続し、高周波パルス電力の通電再開からの経過時間が切断ワイヤ部分の振動の周期を固有周期tsより第二の離調時間Δts2だけ長くなった際に高周波パルス電力の通電を再開する。
(もっと読む)
放電加工装置
【課題】工具電極の高精度な取り付けを必要とせずに高精度な放電加工を実現できる放電加工装置を提供すること。
【解決手段】放電加工装置は100、工具電極2が取り付けられる把持部を有し、工具電極2を並進3軸および回転3軸の全6軸で位置姿勢変更を可能なとする加工ヘッド1と、工具電極2の回転角毎の電極位置を検出する電極位置検出器3と、この電極位置検出器3により検出された、工具電極2の回転軸方向の複数個所における電極位置に基づいて工具電極2の位置誤差を算出する電極位置誤差計算装置4と、工具電極2の位置指令に対して回転角毎に位置誤差の補正をしつつ加工を行う制御装置5とを備えている。
(もっと読む)
61 - 80 / 653
[ Back to top ]