
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
41 - 60 / 653
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
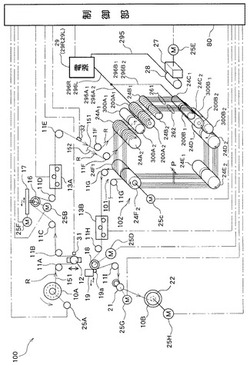
【課題】ワイヤ放電加工装置において加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A1〜24F1に間隔をあけて複数回巻き掛けられて複数条となり、複数の切断ワイヤ部分261を構成するワイヤ151と、ワイヤ151の各条に接し、ワイヤ151の送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1,200B1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各切断ワイヤ部分261,262とインゴット28との間で放電を行ってインゴット28を切断する。
(もっと読む)
無機繊維結合セラミックス部品及びその製造方法

【課題】信頼性や精度の高い複雑な形状も含みうる無機繊維結合セラミックス部品、及び短期間に低コストでクラックや欠け等の欠陥がなく、複雑形状の形成も可能な該部品の製造方法を提供する。
【解決手段】Si、M、C及びOを含む非晶質物質、並びにβ−SiC、MC及びCを含む結晶質微粒子とSiO2及びMO2を含む非晶質物質との集合体、のうち少なくとも1つからなる無機繊維と、Si及びOを含む非晶質物質、並びに結晶質のSiO2及びMO2を含む結晶質物質、のうち少なくとも1つからなる無機物質と、Cを主成分とする境界層と、から構成される無機繊維結合セラミックス、及び主としてSiCの焼結構造からなり、0.01〜1質量%のO、及び特定の金属原子を含有する無機繊維と、Cを主成分とする境界層と、から構成される無機繊維結合セラミックスを放電加工する無機繊維結合セラミックス部品の製造方法である。
(もっと読む)
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
【課題】ワイヤ放電加工装置の加工速度を向上させると共に長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された各ガイドローラ24A〜24Hに間隔をあけて複数回巻き掛けられて複数条となり、第1の上側、下側切断ワイヤ部分261A,261Bを構成するワイヤ151と、その各条に接し、その送り方向と同じ方向に向かって回転して共通の放電加工電力をワイヤ151の各条に給電する回転電極200A1〜200C1と、を含む第1の加工ユニット101と、同様の構成の第2の加工ユニット102とが左右に並べて配置され、各加工ユニット101,102の各ワイヤ151,152を巻き掛け方向に送りながら各加工ユニット101,102の各上側、下側切断ワイヤ部分261A〜262Bと各インゴット28A,28Bとの間で放電を行って各インゴット28A,28Bを切断する。
(もっと読む)
ワイヤカット放電加工装置
【課題】ジェットを供給しないでワイヤ電極を微小に上下動させてワイヤ電極を挿通する。
【解決手段】自動結線装置1は、送出ローラ10と下穴4との間に上下動装置30を有する。上下動装置30は、第2の圧縮空気供給路34から上方向に圧縮空気を供給して第2のワイヤガイド32を押し上げる。第2のワイヤガイド32は、ワイヤ電極2を保持した状態で浮上してワイヤ電極2を所定距離上方向に移動させる。また、上下動装置30は、第1の圧縮空気供給路33から下方向に圧縮空気を供給してワイヤ電極2を下方向に移動させる。圧縮空気供給装置35は、第1の圧縮空気供給路33と第2の圧縮空気供給路34に交互に圧縮空気を供給してワイヤ電極2を微小に上下動させる。
(もっと読む)
放電加工機
【課題】 水と油を混合して得られる加工液に減少量分の水を供給することができる放電加工機を提供する。
【解決手段】ワークWと加工電極Eを水と油を混合して得られる加工液に浸漬する加工槽5を備えワークWの放電加工を行う放電加工機1において、加工液の重量を測定する測定装置30と、加工液に水を供給する水供給装置40と、測定装置30により測定された加工液の重量に基づいて該加工液中の水の減少量を演算する演算手段72および該演算手段72により演算された減少量に基づいて水供給装置40を動作させる制御信号を生成する制御信号生成手段74を有する制御装置50と、を備える。
(もっと読む)
ワイヤ放電加工装置
【課題】 加工送り速度を制御し、被加工物の加工面が凹または凸形状となる太鼓形状の形成を防ぎ、ワイヤ走行方向の加工精度である真直精度を向上させる。
【解決手段】 ワイヤ電極と被加工物間に発生した放電パルスを検出する放電パルス検出装置と、検出した放電パルスが短絡パルスか否かを判別する短絡パルス判別装置と、所定時間内に発生した短絡パルスの連続個数を計数する計数装置と、所定時間内に発生した短絡パルスの平均連続個数を算出する演算装置と、基準となる短絡パルスの連続個数を記憶する記憶装置と、計数した短絡パルスの平均連続個数と基準となる短絡パルスの連続個数とを比較する比較装置と、基準となる短絡パルスの連続個数と計数した短絡パルスの平均連続個数とに基づいて、加工送り速度を変更する加工送り速度制御装置を有する。
(もっと読む)
金属加工方法
【課題】金属材料内部に短時間で複雑な形状の通路を形成する金属加工方法を提供する。
【解決手段】金属材料の内部に、前記金属材料の一端から他端へ貫通する通路を形成する金属加工方法であって、前記通路を形成する範囲に対し、前記金属材料の一端と他端とを連通する貫通孔8を設ける第一工程と、当該貫通孔8の内面の一部を覆う電気絶縁層を設ける第二工程と、前記電気絶縁層を設けた前記貫通孔8に放電ワイヤW1を挿通させる第三工程と、前記放電ワイヤW1に通電し、該放電ワイヤW1と前記貫通孔8の内面における前記電気絶縁層が存在しない非絶縁部9との間で放電を行い、前記非絶縁部9の加工を行なう第四工程とを備える。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
被加工物の上面検出機能を有するワイヤカット放電加工機
【課題】上,下ワイヤガイドと被加工物を相対移動させてワイヤ電極と被加工物を接触させて被加工物の上下の面の位置を正確に検出する機能を備えたワイヤカット放電加工機を提供する。
【解決手段】ワイヤ電極と被加工物を接触させて、接触したときの上,下ワイヤガイドの位置を検出し記憶し(SA01)、接触後一定距離をとり(SA02)、上ワイヤガイドと被加工物を相対移動させ、ワイヤ電極と被加工物を接触させ、接触したときの上ワイヤガイドの位置を検出し記憶し(SA03)、位置Aへ戻り(SA04)、下ワイヤガイドと被加工物を相対移動させ、ワイヤ電極を被加工物に接触させ、接触したときの下ワイヤガイドの位置を検出し記憶し(SA05)、下位置Aへ戻り(SA06)、ワイヤ電極と被加工物が接触した位置の座標値を算出し、算出した座標値から被加工物の板厚を算出し、処理を終了する(SA07)。
(もっと読む)
放電加工装置
【課題】ユーザにかかる負担を抑えつつ、電極の再利用の効率化を図ることのできる放電加工装置を得ること。
【解決手段】放電加工装置は、被加工物を形彫放電加工するための電極が装着される複数の電極装着部と、電極装着部に取り付けられる電極ごとの再利用条件として電極が被加工物の加工に使用される使用回数の上限値を記憶する再利用条件記憶部5と、再利用条件を設定する設定部26と、再利用条件に応じて電極を再利用して被加工物を加工させる加工プログラムを生成する生成部1と、を備える。
(もっと読む)
放電加工装置
【課題】仕上げ加工電源を用いた群パルス印加方法であっても、放電のむらを防ぎ、加工の安定化、加工速度の向上が図れる放電加工装置を得ること。
【解決手段】加工用電極と被加工物との間に群パルスを印加して加工を行う放電加工装置において、前記群パルスの印加による前記加工用電極と前記被加工物との間の極間状態を検出する極間状態検出手段と、前記極間状態検出手段が検出した極間状態に基づき前記群パルスの印加パターンを制御する制御手段とを備える。
(もっと読む)
半導体ウェハの切断方法
【課題】切断面のエッジ部におけるバリの発生を防止できる半導体ウェハの切断方法を提供する。
【解決手段】ワイヤ放電加工による半導体ウェハ3の切断において、ワイヤ2を半導体ウェハ3内へ入れる過程では、ワイヤ2から半導体ウェハ3に与える単位面積当たりの放電エネルギーを次第に小さくして、放電ギャップGを大きくする。ワイヤ2を半導体ウェハ3の外へ出す過程では、ワイヤ2から半導体ウェハ3に与える単位面積当たりの放電エネルギーを次第に大きくして、放電ギャップGを次第に小さくする。これにより半導体ウェハ3の切断面のエッジ部をR形状にする。
(もっと読む)
ワイヤ放電加工における工作物切り残し加工方法
【課題】このワイヤ放電加工における工作物切り残し加工方法は,工作物からの切り抜き物の落下を防止し,切り残し部を再度の放電加工で加工することなく,溶着部を外力で破壊して切り抜き物を切り離し,加工時間を短縮して加工効率を向上させる。
【解決手段】この工作物切り残し加工方法は,工作物6の所定の加工形状の少なくとも一箇所において,ワイヤ電極5と工作物6との間に印加する電気加工条件を加工サイクルから溶着サイクルに変更し,ワイヤ電極5の一部を溶融して工作物6と切り抜き物26とをワイヤ電極溶融物で溶着させ,切り抜き物26を工作物6にワイヤ電極5による溶着部20で保持し,工作物6から切り抜き物26が脱落するのを防止する。
(もっと読む)
放電加工液処理装置、および放電加工液処理方法
【課題】加工液中の電極粉と被加工物粉とを確実に分別して収集することで、処理コストの低減を図ることができる。
【解決手段】加工液W0に対して分級処理を施すことで、加工液W0を、電極粉14を主体とする第1処理液W1、被加工物粉13を主体とする第2処理液W2、及び電極粉14と被加工物粉13とが混在する第3処理液W3に分離する分級部2と、第1処理液W1に対してフィルタ処理を行う第1フィルタ部3と、第2処理液W2に対してフィルタ処理を行う第2フィルタ部4と、第3処理液W3に対して磁選処理を施す磁選部5と、磁選処理後の第3処理液W3´に対してフィルタ処理を行う第3フィルタ部6と、第1フィルタ部3、第2フィルタ部4及び第3フィルタ部6から液体を回収して加工槽12に還元させる加工液供給槽7とを備え、加工槽12内の加工液W0から被加工物粉13及び電極粉14を回収する放電加工液処理装置1を提供する。
(もっと読む)
加工状態を検出するワイヤ放電加工機
【課題】極間電圧の検出回路のばらつきの影響を受けにくいワイヤ放電加工機。
【解決手段】極間電圧を測定し、放電状態の判別を行う実験から、単位時間あたりの放電割合と開放割合は、単位時間あたりの開放割合に応じてほぼ決定され、しかも、この関係性は機械によってほとんどかわらない。このことから、明確に判別可能な開放状態のみを検出することで、単位時間あたりの放電回数と短絡回数を推定できる。1印加サイクル中に台形波状の電圧を極間に印加し電圧印加後に休止時間を設け、検出回路のばらつきの影響を受けにくい休止時間中に開放状態を判定する。検出された開放状態の印加サイクル回数に対する開放割合と、電源電圧や1印加サイクルの平均電圧から、極間の平均電圧を求める。このようにして求めた放電回数や、開放割合より求めた平均電圧を指標とした従来の送り制御を適用することで、高周波加工においても、高精度加工を実現できる。
(もっと読む)
ワイヤ放電加工機におけるワイヤ自動供給方法
【課題】このワイヤ自動供給方法は,ワイヤ電極の断線時に,供給側のワイヤ電極をソースボビンに巻き上げた長さ以上になるまで,該ワイヤ電極の切断廃棄を繰り返し,再度のワイヤ電極のワイヤ送り系への供給を確実に迅速にスムーズに達成する。
【解決手段】 このワイヤ自動供給方法は,ワイヤ電極5の断線時に,ソースボビン7に供給側のワイヤ電極5を巻き上げ,巻き上げた以上の長さになるまでワイヤ電極を繰り出してワイヤ電極を1回の所定量の切断長さで切断して廃棄することを繰り返して供給に寄与するワイヤ電極5の先端部を真直状態にするものであって,ワイヤ電極5の切断廃棄回数は,ワイヤ電極5の巻き上げた量Xを予め決められたワイヤ電極5の切断長さLで除した値(X/L)の整数回数Nに1回を加えた合計の回数(N+1)に設定されている。
(もっと読む)
放電加工装置及び原子炉内構造物補修装置
【課題】
本発明は、原子炉内に存在するような狭隘部でも適用可能な放電加工装置を、または前記放電加工装置を用い、原子炉内狭隘部において補修作業が実施可能な原子炉内構造物補修装置を提供することにある。
【解決手段】
本発明は、放電加工装置であって、中実円柱の構造を有する放電加工電極、前記放電加工電極を回転可能に支持する内筒を有する金属製ブッシュ、前記放電加工電極を固定し回転させる駆動部及び前記金属製ブッシュと前記駆動部を内部に保持する枠体を具備する電極本体部と、前記金属製ブッシュに電力を給電する手段と、を有することを第1の特徴とする。また、本発明は、前記放電加工装置を固定する台座を原子炉内で遠隔で移動させ、原子炉内のノズル構造物内部の部材を放電加工することを第2の特徴とする。
(もっと読む)
ワイヤ放電加工機におけるワイヤ自動供給方法
【課題】 このワイヤ自動供給方法は,コモンローラを用いずに,その機能を廃ワイヤクランプに持たせ,装置を簡素化して,ワイヤ電極の自動供給時間を短縮する。
【解決手段】 このワイヤ自動供給方法は,ソースボビン7からのワイヤ電極5の先端側を切断するためのカッタ14とその下方に出入可能に配設されたワイヤ電極5を廃棄するための廃ワイヤクランプ15を有し,アニールローラであるワイヤ供給ローラ10と廃ワイヤクランプ15の挟持部30とを絶縁して本体ヘッド1にそれぞれ支持すると共に通電可能にそれぞれ結線する。ワイヤ電極5をワイヤ供給ローラ10と廃ワイヤクランプ15で挟持し,ワイヤ供給ローラ10,ワイヤ電極5,及び廃ワイヤクランプ15に通電してワイヤ電極5をアニールし,ワイヤ電極5のくせ取りをして真直状態にする。
(もっと読む)
放電加工機
【課題】回路に生じる浮遊容量やインダクタンスの影響により最小放電エネルギーが決定される、従来型の放電加工機に比べ、より高精度に放電エネルギーの制御が可能な放電加工装置を提供する。
【解決方法】給電電極200・工具電極150・工作物300を配置し、給電電極200は工具電極150と間隙をもつ対向面を保有し、給電電極200より工具電極150への給電を静電誘導給電で行うことで、回路に生じる、浮遊容量や、インダクタンスの影響を無視でき、給電電極200と工具電極150の間に形成される容量C1Aと、工具電極150と工作物300の間で形成される容量C2Aにより放電エネルギーが決定される。
(もっと読む)
ワイヤカット放電加工装置
【課題】ジェットを供給しないでワイヤ電極を微小に上下動させてワイヤ電極を挿通する。
【解決手段】自動結線装置1は、下穴4よりも上方に設けられる送出ローラ10と送出ローラ10と下穴4との間に設けられる上下動装置30を有する。上下動装置30は、ワイヤ電極2を送行経路に沿って下方向と上方向とに所定の圧力の圧縮空気を供給してワイヤ電極2を微小に上下動させる。上下動装置30は、第1のワイヤガイド31と第2のワイヤガイド32を有し、第1の圧縮空気供給路33から密閉空間30Bに供給される圧縮空気でワイヤ電極2を下方向に微小に移動させ、第2の圧縮空気供給路34から密閉空間30Cに供給される圧縮空気でワイヤ電極2を上方向に微小に移動させる動作を繰り返す。
(もっと読む)
41 - 60 / 653
[ Back to top ]