
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
21 - 40 / 653
ワイヤ放電加工装置
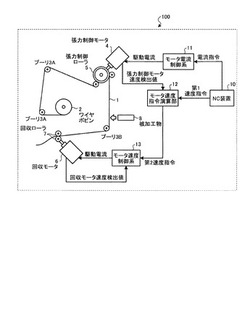
【課題】加工可能となる状態に至るまでに要する時間の増大を抑制しつつワイヤ走行開始時の断線を防止する。
【解決手段】ワイヤボビンからワイヤを引き出す回収モータと、回収モータとワイヤボビンとの間のワイヤの経路に配設され、ワイヤに対して回収モータとは逆の向きに力を付与する張力制御モータと、を備えるワイヤ放電加工装置であって、張力制御モータによるワイヤの送り速度または当該送り速度に相当する速度(張力制御モータ速度検出値)を検出し、回収モータの回転を開始してからワイヤの直線状態が実現するまでの間、張力制御モータ速度検出値に予め定められた設定差分値を加算して回収モータの速度指令を生成する。
(もっと読む)
ワイヤ電極の消耗を抑えるワイヤ放電加工機の放電加工電源装置

【課題】ピーク電流を小さくすることによりワイヤ電極の消耗を抑え、かつ、加工速度の低下を防ぐことが可能な放電加工機の放電加工電源装置を提供する。
【解決手段】第1のパルスS1a,S1bの出力を停止した後、第2のパルスS2を所定の時間間隔をもって出力する第1の回路と、第1のパルスS1a,S1bがスイッチング素子18,20のゲートに出力されている間、主直流電源10から電流i1を流す第2の回路と、第2のパルスS2が第3のスイッチング素子22に出力されている間、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i2を流すと共に、主直流電源10による電流ピーク値に応じた電圧を副直流電源12により印加する第3の回路と、第2のパルス出力S2が停止すると、第2の回路中のインダクタ30,32によって蓄積された誘導エネルギーによる電流i3を主直流電源10に帰還させる第4の回路とを有する。
(もっと読む)
鉄鋼材料の表面改質方法
【課題】母材としての鉄鋼材料の表面を改質することによって、剥離が起こらないようにし、耐食性を向上させることである。
【解決手段】 鉄鋼材料の表面に、Crを含む電極を用いた放電加工、及び電子ビーム加工を順次行って、Crが溶融拡散された改質層を形成することを特徴とする鉄鋼材料の表面改質方法。改質層を20μm以上形成することを特徴とする。
(もっと読む)
インペラの加工方法
【課題】インペラ材の材質に関わらず高性能なインペラの加工方法を提供する。
【解決手段】円盤状をなすディスクに径方向に延びるブレードが周方向に間隔をあけて複数設けられ、これらブレードの間に流路が形成されたインペラの加工方法であってインペラ材に対して放電加工を施すことにより流路を形成する流路放電加工工程S2と、該放電加工によって流路に形成された変質層を除去する第一研磨工程S3と変質層を除去した流路の表面にさらに研磨を施す第二研磨工程S4とを備える。
(もっと読む)
タービンエンジンのタービンノズルセグメントを補修する方法
【課題】内側及び外側バンド間に配置された少なくとも1つのベーンを有するタービンノズルを補修する方法を提供する。
【解決手段】本方法の実施形態は、内側バンドを外側バンドと分離するステップと、交換部品を内側バンドに固定するステップとを含むことができる。1つの実施形態では、本方法は、非翼形部形状を含み且つタービンノズルの作動に有用な冷却特徴要素を組み込んだベース特徴要素を備えたベーンを含む交換部品に対応している。
(もっと読む)
ワイヤ放電加工方法、プログラム生成装置、及びワイヤ放電加工装置
【課題】コアレス加工における加工時間を短縮できるワイヤ放電加工方法を得ること。
【解決手段】ワイヤ放電加工方法は、ワイヤ放電加工機により、被加工物における中子部分を徐々にスラッジ状にして前記被加工物から前記中子部分を除去するコアレス加工を行うワイヤ放電加工方法であって、中子部分における仕上げ加工代に近接する環状縁部領域がワイヤ径及び放電ギャップに応じたオフセットに応じて分割された複数の部分領域のそれぞれにおいて、内側から目標輪郭線へ略垂直に近づく第1の加工経路と前記第1の加工経路に続いて前記目標輪郭線に沿って進む第2の加工経路と前記第2の加工経路に続いて前記目標輪郭線から略垂直に内側へ遠ざかる第3の加工経路とを含む第1の加工パスで加工する第1の加工ステップと、前記仕上げ加工代において、前記目標輪郭線に沿った第2の加工パスで加工する第2の加工ステップとを備えている。
(もっと読む)
被加工物を傾けてテーパ加工を行うワイヤ放電加工機
【課題】ワイヤ電極を垂直に、あるいは、テーパ加工における弊害が起こらない、または、軽減できる程度に垂直に近い状態に張ってテーパ加工を行うことが可能なワイヤ放電加工機を提供すること。
【解決手段】XYZの座標系に対して、Y軸回りに45°回転させ、X’Y’Z’の座標系を新しく設ける。被加工物もY軸回りに回転しており、機械のテーブル面(XY平面)から45°傾くことになる。このX’Y’Z’の座標系で45°傾いた加工面を有する直線ブロックABを加工する加工プログラムを運転すると、直線ブロックABは、テーブル面(XY平面)に対して垂直な面となる。そして、この座標系の変換を行うために、通常の加工プログラムに対して「G134W1」、「G134W0」を追加する。
(もっと読む)
細穴放電加工装置
【課題】電極ガイド穴と電極外径とを精密測定可能かつ安価な電極ガイド内径測定手段と電極外径測定手段の両方又は一方を備えた細穴放電加工装置の提供。
【解決手段】電極ガイド81のガイド穴内部に出入可能な円柱状測定子87を設け、電極ガイドのガイド穴内径部と前記円柱状測定子とで電気的極間を構成し、該円柱状測定子と前記電極ガイドとを電極ガイドの直径方向に相対的に接近離反可能に設け、前記円柱状測定子と前記電極ガイド穴の内径部との接触位置を検出して前記電極ガイドの内径を測定する電極ガイド内径測定手段85を設けたことを特徴とする細穴放電加工装置。
(もっと読む)
放電加工用ワイヤ
【課題】一方向等の特定方向の加工のための放電加工用ワイヤにおいて、ワイヤ張力を増大させても剥離物が生じず、高精度な加工を実現することのできるようにする。
【解決手段】ワイヤ表面にワイヤ長手方向に連続する放電域Aと非放電域Bを有する放電加工用ワイヤ10とし、非放電域は、フェノール樹脂、エポキシ樹脂、ポリイミド樹脂等の熱硬化性樹脂等からなるハードセグメントと、ポリビニルブチラール樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミド樹脂、SEBS等の、熱硬化性樹脂と同種類または異種類のエラストマーからなるソフトセグメントとが、混合または化学的結合により混ざり合ってなる、厚み0.1〜6μm、ショアD硬度60〜90の絶縁層12により形成する。
(もっと読む)
ワイヤ電極切断機能を備えたワイヤカット放電加工機
【課題】ワイヤ電極を切断する際にワイヤ金属粉の発生を防止することにより、通電電極の損傷を防止すると共に自動結線の成功率低下を防止する。
【解決手段】上ダイスガイド24の上方であってワイヤ電極11の走行経路に設けられたワイヤ電極11を挟持するチャック部電極20と、該チャック部電極20よりも下流側に設けられたディテクト22と、ワイヤ電極11に所定の張力を与えるブレーキローラ18などから構成される張力付与部を備え、チャック部電極20およびディテクト部22の電極を介してワイヤ電極11に通電して加熱すると共に、前記張力付与部により張力を与えることによりワイヤ電極11を切断する機能を有するワイヤカット放電加工機において、チャック部電極20とワイヤ電極11が接触する部分を冷却する媒体を供給するエアパイプを備えたワイヤ電極切断機能を有するワイヤカット放電加工機。
(もっと読む)
放電式ワイヤソー装置及び放電加工方法
【課題】放電式ワイヤソー装置を用いた切断加工において、切り粉の排出性を向上させることによって、加工精度を上げると共に断線率を下げる。
【解決手段】放電式ワイヤソー装置1は、複数のワイヤガイド2に螺旋状に巻き付けられた切断用ワイヤ3と被加工物Wとの間に電圧を印加しながら、切断用ワイヤ3に対して被加工物Wを切断送りすることにより、被加工物Wに対して切断加工を行う。放電式ワイヤソー装置1は、ワイヤガイド2と共に切断用ワイヤ3を揺動させる揺動手段91と、被加工物Wが円弧状の加工形状を持つように、被加工物Wを保持する保持手段51の位置を切断用ワイヤ3の揺動角度に応じて制御する制御手段8とを備えている。
(もっと読む)
噴射ノズルの噴射口先端凹部の細孔放電加工方法および装置
【課題】 噴射ノズルの噴射孔長さの高精度加工が可能な細孔放電加工方法および装置の提供。
【解決手段】 次の工程からなることを特徴とする噴射ノズルの噴射口先端凹部の細孔放電加工方法。1.基準球35との接触を検出して加工電極Dの原点を設定する。2.基準加工物を被加工物クランプ装置に装着し、3.接触検出手段を用いて基準加工物の表面位置の座標を検出し、4.その座標データを記憶する。5.被加工物クランプ装置に被加工物である噴射ノズルを装着し、6.噴射ノズルの加工部の表面位置の座標を検出し、7.工程6で検出した加工部の表面位置のZ軸座標と工程4で記憶したZ軸座標との差を求め、この差に基づいて噴射ノズルの噴射口先端凹部のZ軸加工送り量を補正して放電加工を実施する。8.基準加工物に複数個所の加工部がある場合、その複数個所の加工部に対して前記工程3〜7を実行する。
(もっと読む)
導電性半導体ウェハーの製造方法
【課題】ウェハー加工の工程数を大幅に減らすことができ、製造に要する時間とコストを大幅に低減できると共に、半導体ウェハーに新たな機能を付与することもできる導電性半導体ウェハーの製造方法を提供する。
【解決手段】導電性半導体からなるウェハブランク1を加工して半導体ウェハー2の形状に整形する導電性半導体ウェハーの製造方法において、加工電極13,14に、整形する半導体ウェハー2の形状に応じた座繰り部15,18を形成し、その加工電極13,14をウェハブランク1に近接させて放電加工し、ウェハブランク1を半導体ウェハー2の形状に整形する方法である。
(もっと読む)
放電加工用電源装置
【課題】電極間へのエネルギーの注入と極間状態に応じた電極間の電圧調整を独立に制御することができ、安定した加工状態を得ながら極間状態をモニタリングすることが可能な放電加工用電源装置を得ること。
【解決手段】放電加工用電源装置は、第1の期間において、スイッチング素子をオンにすることで直流電源から第1のインダクタンス素子にエネルギーを供給するエネルギー蓄積動作を行い、前記第1の期間に続く第2の期間において、前記スイッチング素子をオフにすることで極間の放電状態に応じて前記第1のインダクタンス素子と第2のインダクタンス素子と前記極間との間で直列共振動作を行い、前記放電加工用電源装置は、前記エネルギー蓄積動作と前記直列共振動作とを交互に繰り返し、交流電圧を極間に発生させて前記被加工物の加工を行う。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
ガスタービン動翼及びその製造方法
【課題】チップシュラウドを冷却空気で冷却する構造を有するガスタービン動翼を備えたガスタービンの出力及び/又はエネルギー効率を向上させる。
【解決手段】ガスタービン動翼1が、翼形部3と、翼形部3の先端に接合された内周面4bと、外周面4cを有するチップシュラウド4とを具備する。翼形部3は、チップシュラウド4に冷却空気を供給するように構成されている。チップシュラウド4は、その内部空間を介して供給された冷却空気7を外部に放出するように構成されている。チップシュラウド4は、供給された冷却空気7の全量のうち、50%よりも多い流量の冷却空気をガスタービン動翼の回転方向と反対方向の速度成分を持つように放出するように構成されている。
(もっと読む)
ワイヤ放電加工装置、ワイヤ放電加工方法、薄板製造方法および半導体ウエハ製造方法
【課題】短絡や放電頻度の減少による加工精度や加工速度の低下を改善したワイヤ放電加工装置を得る。
【解決手段】実施の形態のワイヤ放電加工装置は、互いに並列に離間しつつ被加工物8にそれぞれ対向する複数の切断ワイヤ部2aを有するワイヤ電極2と、パルス状の加工用電圧を発生させる加工用電源6と、複数の切断ワイヤ部に電気的に接続され、複数の切断ワイヤ部と被加工物との間に加工用電圧を印加して放電を生じさせる複数の給電子7A,7Bと、放電により被加工物に形成される複数の切断溝に向けて複数の切断ワイヤ部に沿って加工液を噴出すると共に複数の切断ワイヤ部が通過可能な噴出口が当該被加工物に対向するよう形成されたノズル80と、被加工物の上に接触して設けられ、被加工物に向けてそれぞれ開口し複数の切断ワイヤ部をそれぞれ1本ずつ収納可能な複数のスリット101を有する加工液案内部100を備える。
(もっと読む)
ワイヤ放電加工機およびワイヤ放電加工機における噴流の供給方法
【課題】通電体におけるワイヤ電極の断線を防止することができるワイヤ放電加工機およびワイヤ放電加工機における噴流の供給方法を提供する。
【解決手段】走行するワイヤ電極Eが貫通するワイヤ通路61,71,81と、ワイヤ電極Eと接触して給電する通電体82と、ワイヤ通路61,71,81の一部を含みつつワイヤ電極Eが極間に供給されるようにガイドするワイヤガイド72と、を備えるワイヤガイドアッセンブリ50を有するワイヤ放電加工機1であって、所要の噴出口93を介してワイヤ通路81と連通し該ワイヤ通路81に噴流を供給する供給路90と、を備え、噴出口93を、通電体82側からワイヤ電極Eに向けて設ける。
(もっと読む)
絶縁性ジルコニアの放電加工方法及びこの方法に用いる工具電極
【課題】被加工物である絶縁性ジルコニアに対する大面積の放電加工を行う際、表面粗さを低減し且つ均質な加工表面を得ることのできる、絶縁性ジルコニアの放電加工方法及びこれに用いる工具電極を提供する。
【解決手段】被加工物1たる絶縁性ジルコニアの放電加工方法であって、この放電加工に用いる工具電極2は、前記被加工物1との対置面に複数のスリット3が設けられ、また、この放電加工中に前記工具電極2を揺動すると共に、前記被加工物1の被加工面5に対して平行に移動させることで前記被加工物1たる絶縁性ジルコニアの加工表面の性状を良好にする。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
21 - 40 / 653
[ Back to top ]