
Fターム[3C060BA01]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 穴あけ、型抜き加工の形態 (1,032) | パンチ、ダイスによるもの (420)
Fターム[3C060BA01]の下位に属するFターム
対向部が粘弾性体のもの (7)
Fターム[3C060BA01]に分類される特許
1 - 20 / 413
紙葉類穿孔装置及びこれを備えた後処理装置
シート穿孔装置と画像形成装置
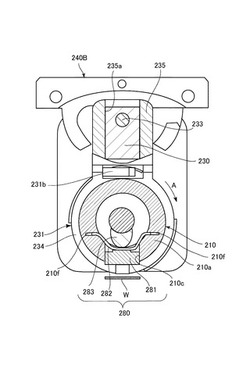
【課題】パンチ屑を強制的に排出すること。
【解決手段】シート穿孔装置は、ダイ孔210cを有して回転駆動されるダイ210と、ダイ孔に入出してシートに孔をあけるパンチ230と、ダイ孔に設けられて、ダイが回転してパンチから離れた状態でダイ孔から突出可能な屑プッシャ281と、ダイの回転径方向の内側に位置して、ダイとの相対回転によって移動体をダイ孔から突出させるプッシャカム283と、を備え、屑プッシャは、プッシャカムによってダイ孔から突出して、ダイ孔内のパンチ屑を排出するようになっている。
(もっと読む)
皮革穿孔装置、皮革穿孔方法及び皮革シート

【課題】
穿孔位置周縁の皮革を固定して穿孔することにより、パンチ孔の形状を損なうことなく、またパンチ孔内の毛羽立ちを極めて少なくした皮革シートを形成する皮革穿孔装置を提供する。
【解決手段】
皮革穿孔装置1は、受け孔22が形成された受け金型21と、受け金型21との接合時に受け孔22と連通する収納孔32が形成された押圧金型31と、押圧金型31の収納孔32に収納されるパンチングピン5を備えた移動部材45とを有し、押圧金型31の収納孔32の周囲には押圧突起35が設けられ、受け金型21と押圧金型31の間に皮革3を配置せしめ、皮革3に押圧金型31の押圧突起35を圧接し、移動部材45の一方への移動によりパンチングピン5が押圧突起35から突出して皮革3にパンチ孔9を形成する。
(もっと読む)
繊維強化複合材料の加工方法
【課題】バリの発生や毛羽の発生を最小限に抑え、端面の処理の必要が無く、尚且つ高い寸法精度を維持した状態でトリミングおよび/または打抜することが可能な繊維強化複合材料の加工方法を提供することを目的とする。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂とからなる成形体を固定しながら、50℃〜200℃に加熱・保温された抜刃を用いてトリミングおよび/または打抜を行う成形体の加工方法であって、上記成形体を固定する部分は、当該抜刃が当該成形体に接触する部分を基準にして300mm以内の範囲であり、かつ、上記成形体の単位面積あたり0.3MPa〜100MPaの圧力で固定することを特徴とする、成形体の加工方法。
(もっと読む)
シート穿孔装置と画像形成装置
【課題】パンチとダイとを回転させて、シートを搬送しながらシートに孔をあけるとき、孔の間隔を変えることのできるようにする。
【解決手段】シート穿孔装置は、シートを順送した後、逆送する正逆転ローラ対63によってシートが順送されている際及び逆送されている際に、正逆回転して同一のシートに孔をあけるパンチ61及びダイ62と、パンチ及びダイに対する順送時のシートの位置を検知するカウンタと、カウンタのシート位置情報に基づいて、正逆転ローラ対の順送から逆送への変更と、パンチ及びダイとの正回転から逆回転への変更とを行うCPUと、を備え、CPUは、カウンタのシート位置情報に基づいて順送時のシートに対する孔あけが完了したことを判断した後、正逆転ローラ対とパンチ及びダイとの変更のタイミングを異にして行い、シートに対する孔あけ位置をシートの順送時と逆送時とにおいて異にする。
(もっと読む)
皮革製品の製造装置および皮革製品の製造方法
【課題】裂傷を生じさせることなく皮革から貫通孔が開いた皮革製品を製造する。
【解決手段】皮革製品の製造装置は穴開け棒10と平板B(台座)とを備える。穴開け棒10は先端面11が皮革Lへの押し当て方向P1に対して垂直に設定され、外側面12の先端面11に対する角度が垂直または垂直よりも鋭角に設定される。平板Bは皮革Lとの当接箇所で対向する先端面11との間に皮革Lを挟み込んで穴開け棒10に皮革Lを挿通させることなく押し潰させる。皮革Lから貫通孔が開いた皮革製品を製造する皮革製品の製造方法は、皮革Lを表面L1側が露見するように平面状に広げる第1の手順と、穴開け棒10の先端面11を皮革Lの表面L1に対して平行にした状態で穴開け棒10を皮革Lの表面L1に対して垂直に押し込み、皮革Lの表面L1側に陥没穴L3を形成する第2の手順と、皮革Lの裏面L2を除去して陥没穴L3を貫通孔に加工する第3の手順とを備える。
(もっと読む)
シート穿孔装置及びこれを備えた後処理装置
【課題】複数のパンチ部材を穿孔方向に移動する駆動機構において駆動部の故障が少なく、カムとパンチ部材との位置関係を正確に位置制御する。
【解決手段】複数のパンチ部材を上下移動するムプレートを所定ストロークで往復動する際に、螺旋カム溝を有する円筒カムを駆動モータで回転し、そのカム溝にスライドカムに設けたフォロアピンを嵌合する。そして螺旋カム溝にはカムプレートが左限又は右限に位置するとき、円周方向に回転する環状溝を連結してその一部にフォロアピンの円周方向への運動を制限するストッパ部材を設ける。
(もっと読む)
孔開け装置およびこれを用いた孔開け方法
【課題】基材に複数の貫通孔を同時に形成する孔開け装置において、同時に形成される複数の貫通孔の各貫通孔における抜き屑の残存を抑制できるとともに、各貫通孔の品質を良好にでき、また成形型の寿命も延ばすことができる孔開け装置を提供する。
【解決手段】複数の孔開け用のピン116を有する第1成形型11と、前記第1成形型11に対向して配置され、前記第1成形型11における前記複数のピン116に対応する複数の孔部12aを有する第2成形型12と、前記第1成形型11の前記第2成形型12側とは反対側の主面に接触して配置され、前記第1成形型11に前記第1成形型11の移動方向と平行な方向の超音波振動を付与する第1振動付与手段14とを有する孔開け装置10。
(もっと読む)
綴じ機
【課題】切起片に無理な力がかかって破れたり、操作に要するエネルギーが大きくなるという問題なしに確実に用紙を綴じることのできる綴じ機を提供する。
【解決手段】切起片P5を切込刃52の窓523に挿入するための挿入部材と、この挿入部材を抜き刃42及び切込刃52が用紙Pを貫通した段階で、切起片P5が窓523に挿入される正方向に作動させるとともに、切込刃52が一定距離抜き取り方向に移動した後に、当該挿入部材を切起片P5が解放される逆方向に作動させる挿入部材作動機構7とを具備してなる。
(もっと読む)
穿孔装置、後処理装置及び画像形成システム
【課題】穿孔負荷の大きなシートを穿孔する場合であっても、駆動源の駆動力を効率よく伝達することができる穿孔装置、後処理装置及び画像形成システムを提供する。
【解決手段】撓み防止軸322及びフレーム301は、パンチ軸318〜321からの負荷及び駆動モーターの駆動力がカム板309,310に与えられてカム板309,310が撓曲したときに、カム板309,310と当接してカム板309,310の撓曲を抑制する。
(もっと読む)
トリミング装置
【課題】 打ち抜いたシート片を安定した姿勢で後段の搬送装置へ移し替え、供給をすること
【解決手段】 昇降移動する複数のパンチ11と、そのパンチに対向する下方位置に配置されたダイ12と、を備える。パンチの内部に吸着ノズル30を昇降可能に配置し、ダイは上下に貫通する貫通孔12aを有する。吸着ノズルは、下降移動した際に貫通孔内を通過してダイの下方に至る、吸着ノズルは、パンチとダイとでPTPシート65をカットする前のPTPシートを吸着し、カット後のシート片を吸着したまま下降移動し、ダイの下方の搬送装置に搬出するように構成した。
(もっと読む)
シート穿孔装置、シート処理装置及び画像形成装置
【課題】本発明の目的は、冊子をなすシートの枚数が増しても引きちぎられたようなバリのないきれいな孔をあけることができるシート穿孔装置を提供すること。
【解決手段】山部640aと谷部640bが周方向に交互に設けられた形状の刃を有するパンチ刃640と、パンチ刃640を受け入れるダイ孔647を有するパンチダイ631とによって穿孔処理を行うシート穿孔装置において、シートの繊維の配向方向に沿ったスキ目に応じて、パンチ刃640の谷部640bがシートのスキ目と直交しないようにパンチ刃640を周方向に回転させる。
(もっと読む)
穿孔形成装置および画像形成装置
【課題】媒体の姿勢に応じて精度良く媒体に穿孔を形成すること。
【解決手段】搬送路(SH6)と、第1と第2の穿孔部材(12,13)と、穿孔部材(12,13)の第1と第2の移動機構(17+31〜34+22,17+31〜34+23)と、媒体(S)姿勢に基づく傾斜量(Sk)の取得手段(CB3B)と、穿孔が形成される媒体(S)上の所定の第1と第2の被穿孔位置(S2′,S3′)に関し、基準に対するずれ量(ΔL2,ΔL3)を傾斜量(Sk)に基づき算出する第1と第2の算出手段(CB3C2,CB3C3)と、ずれ量(ΔL2,ΔL3)に基づき被穿孔位置(S2′,S3′)を穿孔部材(12,13)の位置(P1)に停止させる搬送部材(Ra3,Ra4)の制御手段(CB3D)と、媒体(S)停止時に穿孔部材(12,13)を移動させる制御手段(CB3E)と、を備えた穿孔形成装置(PU)。
(もっと読む)
孔明け装置
【課題】2山の高さが異なる形状のパンチを用いたものにあって、刃先部の加工が容易かつ効率的に穿孔時のピークトルクを分散・低減する刃先形状の孔明け装置を提供する。
【解決手段】低い側となる第2の山部の刃先先端位置hが、パンチの軸中心線O−O上の谷部の位置h’と同じレベルに設定されてなる。更に、谷部Vの底部Cが、パンチ2の軸中心線O−Oに対して、所定量pオフセットされた位置にあって、該所定量pはパンチ2の幅方向寸法dの1/5〜1/3である。
(もっと読む)
刃型
【課題】簡単な構成の刃型により、被加工シート部材にノッチとなる打ち抜き加工と切り込み加工とを同一工程により形成することができる刃型を提供する。
【解決手段】オス刃型20とメス刃型25とが協働して、被加工シート部材に開封用のノッチを形成するための加工を行なう刃型であって、オス刃型20は、被加工シート部材を打ち抜くパンチ23と、パンチ23の外側に突出するように設けられた切刃24とを備え、パンチ23で打ち抜かれた前記被加工シート部材の開口縁に連続して、切刃24により切り込みを形成する。
(もっと読む)
打ち抜き装置
【課題】打ち抜き加工において打ち抜き箇所の白化を抑制しつつ高い生産性を維持すること。
【解決手段】打ち抜かれる材料が載置されるダイと、前記材料を前記ダイとで挟み込むストリッパーと、前記材料を前記ダイとの間に生ずる剪断力で打ち抜くパンチと、前記ストリッパーの移動を行わせる第1駆動モーターと、前記パンチの移動を行わせる第2駆動モーターと、を備える打ち抜き装置。
(もっと読む)
打ち抜き方法
【課題】打ち抜き加工において生産性を維持しつつ加工精度を高めること。
【解決手段】材料をダイとの間の剪断力で打ち抜くパンチを加熱することと、前記パンチを前記材料を剪断する剪断方向に移動させ前記材料を打ち抜くことと、を含む打ち抜き方法。
(もっと読む)
金型の取り付け方法
【課題】パンチ及びダイの取り付けを効率的かつ高精度に行うこと。
【解決手段】ダイとパンチとが材料を打ち抜く際の精度で組まれている交換式ユニットを準備することと、前記交換式ユニットの前記ダイの下面と打ち抜き装置における載置面とが接するように、前記交換式ユニットを前記載置面に載置することと、前記ダイを前記載置面に固定することと、前記パンチを移動方向に移動させる上型の下面と前記パンチの上面とが接するように、前記上型を移動することと、前記上型と前記パンチとを固定することと、を含む金型の取り付け方法。
(もっと読む)
打ち抜き装置
【課題】打ち抜き加工において製品を回収しやすい機構を提供すること。
【解決手段】打ち抜かれる材料が載置されるダイと、前記ダイとの間に剪断力を生じさせ前記材料を打ち抜くパンチと、前記材料を前記パンチと対抗する方向から受けるバッキングと、を備え、前記パンチが前記ダイに向かう方向に移動して前記材料を打ち抜いた後に、前記バッキングが当該打ち抜かれた材料を保持したまま前記下降方向に移動する、打ち抜き装置。
(もっと読む)
穿孔装置と画像形成装置
【課題】簡単な構造で、シートに精度良く、かつ生産性が良く孔をあけることができるようにする。
【解決手段】穿孔装置200は、搬送されてくるシートに孔をあけるパンチ210とダイ211を有してシート搬送方向に往復移動可能な穿孔ユニット201と、穿孔ユニットをシート搬送方向に往動させながらパンチに孔あけ動作をさせた後、穿孔ユニットを復動させる作動ユニット220と、を備え、作動ユニットは、穿孔ユニットに接触して穿孔ユニットを往復移動させる円筒カム230と、パンチに孔あけ動作をさせる膨出カム232とを有し、円筒カムと膨出カムは、共通の回転軸224により、一体に回転駆動されるようになっている。
(もっと読む)
1 - 20 / 413
[ Back to top ]