
Fターム[3C100AA29]の内容
Fターム[3C100AA29]の下位に属するFターム
ダミーの使用 (1)
Fターム[3C100AA29]に分類される特許
201 - 220 / 454
半導体装置の生産管理システム

【課題】半導体装置の製造プロセスにおいて、イベントに起因した異常を早期に検知することができる技術を提供する。
【解決手段】製造装置群103の管理を行う進度管理システム102と、製造装置群103と検査装置群104で収集されたデータが蓄積される装置・検査データ管理データベース105と、現場作業者及びエンジニアに対して電子メールを発信するメーラ107と、イベントの情報が蓄積されるイベント管理データベース106と、装置・検査データ管理データベース105とイベント管理データベース106のデータを参照して製造装置群103の異常を検知し、異常が検知された場合、進度管理システム102に対して指示を送信し、かつ、メーラ107に対して電子メールの発信指示を送信する状態監視システム101と、を有する半導体装置の生産管理システム。
(もっと読む)
業務管理システム、業務管理プログラム及び業務管理方法

【課題】作業ボード画面上に作業エリアをレイアウト変更可能に配置することができる。
【解決手段】サーバ3及びクライアント2がネットワーク接続された業務管理システム1であって、例えばクライアント2は、任意の背景画像を設定可能な作業ボード画面において、個々の作業の属性が入力された作業付箋を作業エリアに配置して管理し、作業の進捗に伴う作業付箋の移動に際して、作業付箋に対応する業務管理情報記録処理を行なうクライアント側作業エリア管理部41と、作業エリアのエリア構成を示すエリア構成情報、及び、作業エリアの配置レイアウト属性を示すレイアウト情報を管理すると共に、クライアント側作業エリア管理部41を管理制御するクライアント側作業ボード管理部35とを有している。
(もっと読む)
作業管理システムおよび作業管理方法
【課題】複数の作業工程に分けられた作業に関し、作業工程に必要な部品の取得タイミング情報を収集し、作業工程の遅れと部品の取得タイミング情報との関係を可視化する。
【解決手段】作業管理システムは、作業に関する時間の情報を収集し、処理部および記憶部を有する管理サーバ(データベースサーバ)と、作業スペースに設置され、所定の作業内容を特定する情報が書き込まれた作業特定用ICタグ81の情報を管理サーバへ送信する作業管理端末B31と、部品の現品票の情報が書き込まれた部品特定用ICタグ120の情報を管理サーバへ送信するリーダライタ200と、を備え、処理部は、作業管理端末B31およびリーダライタ200から受信した情報を記憶部に記憶することにより、作業の遅れに関する時間を管理することを特徴とする。
(もっと読む)
部品の取外方法および情報処理システム
【課題】製品を構成する部品の取外しの際に、部品種類の正誤と取外順序の正誤を判断可能とする部品取外方法およびこれを実施する情報処理システムを提供する。
【解決手段】部品情報記憶手段から部品情報を非接触で読み取り、前記読み取った部品情報のうちの部品種類と取外部品情報記憶手段に記憶されている該当部品の部品種類を比較して当該部品の部品種類の正誤を判断し、該判断の結果、前記双方の部品種類が一致した場合に、前記取外部品情報記憶手段に記憶されている当該部品の取外順序と取外順序記憶手段に記憶されている取外順序とを比較して取外順序の正誤を判断し、該判断の結果、前記双方の取外順序が一致した場合に、部品の取外しが可能である旨のメッセージを作成して出力し、前記取外順序記憶手段に記憶されている取外順序を更新する。
(もっと読む)
製造システム
【課題】 加工品質、加工精度を変更することなく、製造時間を短縮することおよび加工機の稼働の効率化を図ることができる製造システムを提供すること。
【解決手段】 製造システム(1)は、工程毎に仕様変更可能な複数の加工機(11〜15)と、被加工品(P)を一品一様な形状に加工中に前記加工機(11〜15)の加工負荷の進捗状況を確認し、前記複数の加工機(11〜15)の加工負荷を比較し、他の加工機(11〜15)の加工負荷と比較して大となる加工機の加工負荷を、他の加工機に振り分けて工程変更をする制御部(7)と、を有することを特徴とする。
(もっと読む)
モデル予測制御を使用した離散供給チェーンの制御および最適化のためのシステムおよび方法
システムは、1つの処理設備100、500に関連する複数の処理110、510〜570を監視し、処理設備を最適化するための制御データを生成するよう構成された第1のコントローラ120を含む。システムは、制御データの少なくとも一部を変更するために変動計算の確率解析を使用するよう構成された第2のコントローラ130も含む。第2のコントローラは、離散供給チェーンの制御および最適化を処理設備に提供し、離散供給チェーン製造処理によって製造される製品に対する複数の需要要件および複数の出荷要件のうちの少なくとも1つを記録するよう構成されている。システムは、さらに複数の処理を制御し、処理設備を最適化するために制御データに従って動作するよう構成された複数の第3のコントローラ125a〜125fも含む。  (もっと読む)
(もっと読む)
状況監視支援システム、状況監視支援方法及び状況監視支援プログラム
【課題】装置側で測定した測定値を効率的に管理サーバに転送し、蓄積するための状況監視支援システム、状況監視支援方法及び状況監視支援プログラムを提供する。
【解決手段】装置端末20の端末制御部21は、パターン候補を検索する。そして、類似パターンを抽出でき、パターン候補を検出した場合、データ取得を継続する。そして、端末制御部21は、パターン検証処理を実行し、パターンに追従しなくなった場合、パターン化データを送信する。一方、パターン候補がない場合、端末制御部21は、データ取得を継続し、パターン候補を検出した場合、新規パターン登録処理を実行し、パターン登録データを送信する。プロセス監視サーバ30のサーバ制御部31がパターン化データを受信している場合、測定値の再現処理を実行する。一方、パターン登録データを受信している場合、サーバ制御部31は、新規パターンの登録を行なう。
(もっと読む)
アイテムの生産を管理する方法およびシステム
本発明は、生産ラインでアイテムの生産を管理する方法に関するものであり、この方法では、少なくとも、識別された製品タイプデータおよび識別されたアイテムデータを得るように、各アイテムのデジタル画像が処理され、識別された製品タイプデータおよび識別されたアイテムデータがさらに用いられて、製品タイプごとおよび関連アイテムごとの信頼できる生産量が求められる。 (もっと読む)
VAO生産性スイート
【課題】一連の製造設備でのトランスポートを改善すること
【解決手段】半導体製造設備(製造所)の物理的システムおよび特性を仮想的にモデル化するように、製造所のコンフィギュレーションモジュールが構成される。製造所の物理的システムとインターフェースし、これら物理的システムからの作動データを収集するようにデータ取得モジュールが構成される。物理的システムから集められた作動データを収集し、集合するように、可視化モジュールが構成され、この可視化モジュールは、更に作動データを視覚的レンダリングに適したフォーマットとなるように処理するよう構成される。処理された作動データは可視化モジュールによって制御されるグラフィカルユーザーインターフェース内の製造所の視覚的コンテキスト内にディスプレイされる。可視化モジュールによって収集されたデータを分析し、製造所の働きに関する問い合わせに回答するように、分析モジュールが構成される。可視化モジュールによって収集されたデータ、分析モジュールによって発生されたデータ、またはそれらの組み合わせに応答し、製造所内のシステムを制御するように最適化モジュールが構成される。
(もっと読む)
自動搬送車の制御システムとその制御プログラム
【課題】生産計画情報等の各種情報に基づき稼働率が高いボトルネックが手空きにならないように製品を自動搬送し、生産ライン全体での生産量の増加を図る。
【解決手段】自動搬送車を制御する制御コンピュータ(10a)は、製品の生産計画情報を格納する生産計画部(11)と、生産計画情報と生産実績データとを管理する生産管理部(12)と、自動搬送車の現在位置情報等を格納する自動搬送車情報管理部(13)と、各種情報に基づき稼働率が高いボトルネックに製品を優先搬送する搬送計画を試算するシミュレーション部(14)と、試算された搬送計画をもとに複数の自動搬送車へ作業指令を発する作業指示部(15)とを有している。
(もっと読む)
仕掛りの相対的優先順位を決定し、工程改善の対象を絞り込む方法およびシステム
仕掛りの相対的優先順位を決定し、工程改善の対象を絞り込む方法およびシステムであって、この方法は、既定のプロセスフローに含まれる特定の項目を選択するステップと、一定の報告間隔で、各報告点において提供された、その特定の項目および既定のプロセスフローにおけるその項目の進行に関連するトランザクションデータを利用するステップと、既定のプロセスフローに沿った選択項目の予定の進行を提供するステップと、トランザクションデータを処理して、既定のプロセスフローに沿った選択項目の実際の進行を確認し、その実際の進行と予定の進行とを比較するステップと、実際の進行と予定の進行の差を求めるステップと、既定のプロセスフローに沿った選択項目の進行についての合計予定タイムバッファを提供するステップと、求めた差を使用して、合計予定タイムバッファに対する実際の下流残存タイムバッファ量を計算するステップと、各報告点における実際の下流残存タイムバッファ量と予定の下流残存タイムバッファ量とを比較し、選択項目のバッファ回復割合を与える比率であるTBR/TBRPを計算するステップと、あらゆる項目について、その項目がプロセスフローにおいてある報告点から別の報告点まで進む際のバッファ回復割合を求め、すべての項目に対し、最低のバッファ回復割合を有する項目が最高の優先順位を有する相対的優先順位を設定し、報告点と項目レベルの両方における実際の完了と予定の完了の差を利用して、全体的結果との相関から局所的改善の対象を絞り込むステップとを含む。 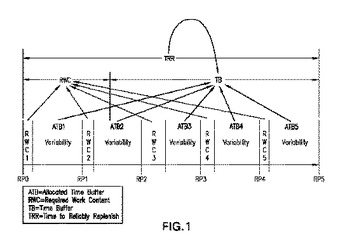 (もっと読む)
(もっと読む)
品質管理システム及び品質管理方法
【課題】対応者の個人的な能力によらず、異常に対して迅速に対応することができる品質管理システム及び品質管理方法を提供する。
【解決手段】製造工程100に対する品質管理システム1において、工程監視手段2及びサポート手段3を設ける。工程監視手段2は、製造工程100の製造装置101から出力される製造実績データ61に基づいて製造装置101に異常が発生しているか否かを判断し、異常が発生していると判断したときは、異常の内容を示す信号62を出力する。サポート手段3は、工程監視手段2から信号62が入力されたときに、異常に対する対応指示63を出力する。そして、サポート手段3には、異常の内容に応じた対応指示が対話型のプログラムとして記述された異常対応シナリオ66を実行する実行手段18を設ける。
(もっと読む)
生産管理方法
【課題】設備稼働を最大化しつつ、納期を遵守できるロットのディスパッチ方法を提供する。
【解決手段】ロットの進捗度合いを評価するための評価基準を作成する工程(a)(S1〜S4)と、ロット仕掛り状況を示すデータと評価基準より各工程でのロットの進捗度合いを評価する工程(b)(S5)と、評価結果に基づき各工程でのロットのディスパッチルールを決定する工程(c)(S7)と、決定されたディスパッチルールに基づきロットをディスパッチする工程(d)(S8)により、各工程でその時のロットに進捗度合いに応じて設備稼働を最大化しながらかつ、納期を遵守できるように、最適なロットのディスパッチルールを選択しながらロットの処理を実行する。
(もっと読む)
ボトルネック装置抽出方法およびボトルネック装置抽出支援装置
【課題】
多工程持ち生産により装置の生産能力が変化する問題,および,多品種混合生産により装置の生産能力が変化する問題により,生産能力低下が発生した装置がどれか特定する課題について,生産変動の工程間相互影響も考慮して,生産性を阻害する根本原因となる装置を特定する方法およびシステムを提供する。
【解決手段】
各装置生産能力を意図的に変化させて生産システム全体への影響をシミュレーションする手段と,該シミュレーションにより現出した生産変動の工程間相互影響を計測する手段と,該計測結果より生産性を阻害する根本原因となる装置を特定する手段を有することである。
(もっと読む)
製造工程管理装置、製造工程管理方法、そのプログラムおよび記憶媒体
【課題】実績登録が必要な工程を判断し、通知するとともに、実績登録の必要がない工程については下流工程で製造実績を自動的に補足することが可能な製造工程管理装置およびその方法、プログラム、記憶媒体を提供する。
【解決手段】複数工程からなる一連の製造工程に対して前記工程毎に当該作業の実績を登録すべきタイミングを表す登録タイミング情報を予めマスタ情報400に格納しておき、任意の工程の進捗情報と、登録タイミング情報を整合することにより、実績登録の必要性を判断し、必要な場合には、製造開始終了時間、製造時間、製造数量、不良品数等の作業実績情報470や資源投入実績情報480、在庫情報410の登録処理を行う。また、任意の工程の前工程の登録タイミング情報(登録なし)と工程の進捗状況により、任意の工程の実績登録処理において、前工程の実績データを補足する。
(もっと読む)
生産管理システム
【解決手段】 画像表示手段は、入力部を介して所定の時刻が入力されると、操業履歴管理手段に記録された作業者の位置履歴および設備7a〜7fの設備履歴より、表示部には配置図記憶手段に記憶された工場および設備の配置図を表示させるとともに、該配置図上に上記入力された時刻における作業者の位置と設備の状態とを表示させるようになっている。
【効果】 所定の時間における作業者の位置と設備の状態との因果関係を直感的に認識することが可能となる。
(もっと読む)
リアルタイムバッチラン環境下におけるオンライン式レシピ同期化
【課題】製造環境において、複数の動作および複数のパラメーターを指定する製品レシピによってバッチ処理を実行する際に、レシピの変更に迅速に対応する。
【解決手段】製品レシピの第1バージョンに対応しているバッチ処理の少なくとも1つの動作を行なうステップ388と、上記製品レシピの第1バージョンとは異なる上記製品レシピの第2バージョンを受け取るステップ394と、上記バッチ処理の実行をそのバッチ処理が完了する前に一時停止するステップ396と、および上記製品レシピの第2バージョンによって上記バッチ処理の実行を再開するステップ398を実行する。
(もっと読む)
部品納入指示システム、部品納入指示方法及び部品納入指示プログラム並びに記録媒体
【課題】生産計画に基づく、納入指示を行う場合、計画立案を行った時点で計算された静的な納入タイミングが部品工場に対して指示されていた。この場合、計画立案後の計画変更、計画の遅れ、進みにより、実際に部品が必要なタイミングと部品が納入されるタイミングとにずれが発生し、部品在庫の増加、乃至部品不足が発生する。
【解決手段】現在生産中の実績から今後の生産進捗状況を予測し、部品の使用量を計算することによって、計画段階で計算した部品納入タイミングの調整を行い、より精度の高い部品納入タイミングを部品工場に指示することが可能となる。
(もっと読む)
音声認識によるプラント監視装置
【課題】プラント監視装置において、オペレータの発する文章項目が予め登録した文章項目に一致しなくても、最適なプラント監視画面を表示する。
【解決手段】プラントトラブル事象の発生原因となるプラントの挙動、例えば、主蒸気温度が高温になるとか、復水器の真空度が低下する等の挙動を表す技術用語をキーワードとして、オペレータの発する音声から当該キーワードを抽出し、当該キーワードをプラントトラブル事象毎に重み付けしてポイント値を設定し、プラントトラブル事象毎の累積ポイント値を求めて当該累積ポイント値が最大のプラントトラブル事象を監視画面として画面表示すると共に、当該画面に関するガイダンスを行う。
(もっと読む)
作業管理システムおよび管理掲示板
【課題】複数の工程に分けられた作業の進捗等を効率よく管理することを課題とする。
【解決手段】本発明の作業管理システムSの管理装置(管理サーバ20)において、記憶部22は、作業工程ごとの標準所要時間と、それぞれの作業の期限に関する情報と、を記憶しており、処理部21は、管理掲示板17のリーダから受信するICタグの情報と、記憶部22に記憶された作業の期限に関する情報と、作業工程ごとの標準所要時間とを用いて、期限よりも標準所要時間分前の時刻を経過している作業を遅滞している作業と判定し、当該作業が遅滞している旨を表示部25に表示する。
(もっと読む)
201 - 220 / 454
[ Back to top ]