
Fターム[3C100AA29]の内容
Fターム[3C100AA29]の下位に属するFターム
ダミーの使用 (1)
Fターム[3C100AA29]に分類される特許
161 - 180 / 454
製造ラインの工程管理方法および工程管理システム
【課題】各ワークの進捗速度を容易に把握することができると共に、ワーク同士での進捗速度の比較を容易に行うことができる製造ラインの工程管理方法および工程管理システムを提供する。
【解決手段】1以上のワークを複数の処理装置2に臨ませて処理を行う製造ラインの工程管理方法であって、各処理装置2の処理履歴から求めた各処理装置2の平均実処理時間を取得する実処理時間取得ステップと、ワークごとに、ワークの製造工程において、現時点以降に当該ワークを臨ませる各処理装置2の平均実処理時間を順に累積した累積値を算出する累積値算出ステップと、ワークごとに、目標となる目標製造時間から、平均実処理時間の累積値を徐算して、必要な加工倍率を算出する加工倍率算出ステップと、を備え、算出した各加工倍率に基づいて、ワーク製造における工程管理を行う。
(もっと読む)
切断加工スケジューリング方法及び自動切断加工スケジューリング機能を組み込んだ立体型切断ネットワークシステム

【課題】 自動的に電子受注伝票を納期順、鋼種別、製品別に仕分けして最適な切断機に自動的に振り分けする切断加工スケジューリング方法を得る。
【解決手段】 事務所側に事務所端末7、事務所端末8及び親機9(サーバ)を配置してLANで立体倉庫付き切断システム1の管理パソコン5と回線を結び、親機9が自動的に加工予約データを入力して(S1)、納期順に並べ替えて(S2)、グループ化し(S3)、このグループ内で同一納入先、同一素材毎に分類すると共に製品長順に分類した切断加工スケジュールを得る(S4)。そして、バンドソー3a、3bに振り分けた後に(S5)、倉庫の素材を引当て(S6)、バンドソー3a、3bの加工所要時間を計算して(S7)、各バンドソーの稼働割り当て状況を一目で判断できるガンチャート表示すると共に(S8)、切断加工プログラムを管理パソコン5に転送する(S9)。
(もっと読む)
生産操業管理システム
【課題】フィールド制御システムとの間での情報のやり取りを可能とすることで効率的な生産操業管理を実行できる生産操業管理システムを提供する。
【解決手段】生産操業に必要な作業の登録を受け付ける登録受付手段と、上記登録受付手段により登録が受け付けられた作業の進捗状況の入力を受け付ける進捗状況受付手段と、上記進捗状況受付手段により入力された上記作業の進捗状況を格納する進捗状況格納手段と、上記進捗状況格納手段により格納された上記作業の進捗状況の提示要求を受け付ける提示要求受付手段と、上記提示要求受付手段により受け付けられた提示要求に従って、上記進捗状況格納手段により格納された上記作業の進捗状況を提示する進捗状況提示手段と、を備える。また、情報処理手段は、上記進捗状況に応じて、プラント各部を制御するフィールド制御システムとの間で情報のやり取りを実行する。
(もっと読む)
フレキシブル生産システム
【課題】セル生産方式のフレキシブル生産システムにおいて、人の生産性は落とすことなく容易かつ柔軟にシステムの再編成を可能とする人機械協調型のシステムを実現して生産性向上を図る。
【解決手段】本システム1は人セル部11に隣接する機械部12を備え、機械部12は移載するための複数のハンド部21と、ハンド部21を移動させる複数のアクチュエータ22と、ハンド部21の移動の方向に沿って配置され、部品に処理を施す複数の処理装置3と、人セル部11側から機械部12に部品を投入するための投入部4と、機械部12から人セル部11側に部品を取り出すための取出部5と、投入部4から各処理装置3を経由して取出部5に至る部品の順路の途中に人セル部11側から追加部品を投入し供給するための途中部品搬入装置6とを備えている。途中部品搬入装置6を備えることにより、人セル部11と機械部12とを分離したシステムを容易かつ柔軟に構成できる。
(もっと読む)
管理システム及び管理方法
【課題】互いに異なる処理を行う複数の製造装置を有する半導体製造システムにおいて、異常発生から異常検出までの時間を短くする。
【解決手段】判断基準記憶部(データベース204)は、複数の製造装置206それぞれごとに、異常を有すると判断するための判断基準情報を記憶している。処理条件取得部(品質管理システム203)は、処理対象装置がいずれかの製造装置206において処理されたときに、当該処理における処理条件を取得する。異常判断部(品質管理システム203)は、判断基準情報を判断基準記憶部から読み出し、読みだした判断基準情報と処理条件に基づいて製造装置206に異常があるか否かを判断する。停止情報生成部(品質管理システム203)は、製造装置206に異常があると異常判断部が判断した時に、製造装置206の動作を停止させるための情報である装置停止情報を生成する。
(もっと読む)
生産システム
【課題】ワークを自動加工する加工装置を備えた生産システムにおいて、生産ラインの生産性を向上させる。
【解決手段】生産システムXは、ワークWを自動加工する生産ラインLに配置された加工装置40aと、作業手順を含む加工データを用いて加工装置40aにワークWの加工を実行させる制御装置40bと、加工装置40aにワークWを搬送する無人搬送装置60と、スケジューリング端末20とを有する。また、作業手順の中の所定作業にマーキングデータが付けられている。また、加工装置40aは、ワークの加工を開始した場合、マーキングデータが付けられた所定作業を実施した場合、およびワークの加工が完了した場合、それぞれ、スケジューリング端末20に向け、その旨を示す信号を送信する。スケジューリング端末20は、加工装置40aからの信号により、加工装置40aにおける加工の進捗状況を管理する。
(もっと読む)
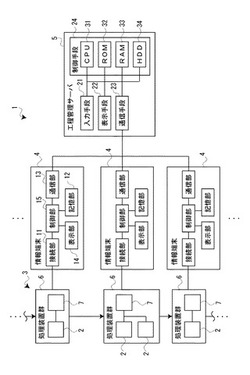
生産管理システム
【課題】生産の進捗状況を効率的にリアルタイムに管理可能として生産効率を飛躍的に高めること。
【解決手段】生産進捗状況一覧表示器9により生産ライン内での生産進捗データを一覧形式で表示し、作業進捗データ入力表示器11により、生産ラインの生産進捗データをタッチ操作で入力可能とし、PLC13により、作業進捗データ入力表示器11の入力操作を生産進捗状況一覧表示器上に反映表示させると共に、生産進捗管理コンピュータ15に生産進捗データを送信し、生産進捗管理コンピュータ15により、各生産ラインに設置のPLC13から送信される生産進捗データに基づいて各生産ラインでの生産進捗状況を一括管理する。
(もっと読む)
人工知能化した加工支援監視方法と人工知能化した加工支援監視システム
【課題】 同種工作機械及び同種加工内容に係る加工材・加工工程・仕上げ精度等の加工条件をユーザー側からホスト側に問い掛けると、ホスト側で収集した世界レベルの最適加工条件をユーザー側へ返送し、ユーザー側の同種工作機械が直ちに最適加工条件で加工するものである。更に、時経列に加工状態を監視集計して最適加工条件を更新するものである。
【解決手段】 複数の同種工作機械10A・・10X及び同種機械情報に係る加工情報K及び異常予知情報Sを時経列にインターネット回線IN等によりホスト側MSに収集して各種加工情報及び各種異常予知情報を随時更新される加工条件推奨情報K′として累積・更新し、この更新された加工条件推奨情報を次の加工条件推奨サービスとして発展的にインターネット上で世界最高レベルに世界標準化させ、インターネット等で結んだ無数の同種工作機械間に加工条件推奨情報としてホスト側から複数の同種工作機械側へ発信する人工知能化した加工支援監視方法である。
(もっと読む)
管理図作成装置、及び管理図作成プログラム
【課題】緩やかな長期の変動を許容し、短期の変動は異常として検出したい場合の傾向管理を適切に行う。
【解決手段】順番に供給される管理対象データ(Xi)を受け、管理対象データ(Xi)の指数重み付き移動平均を示すEWMAデータ(Zi)を生成するEWMA計算部(11)と、管理対象データ(Xi)とEWMAデータ(Zi)との差を示す差分データ(差i)を計算する差計算部(12)と、管理対象データ(Xi)に基づいて算出された累積和データ(Yi)と差分データ(差i)とに基づいて、プロット用累積和データ(Y1〜Yi)を生成する累積和計算部(13)と、プロット用累積和データ(Y1〜Yi)に基づいて、管理図を生成する管理図作成部(14)と、管理図を参照し、予め保持された判定用パラメータに基づいて管理工程の異常の有無を判定する異常傾向判定部(15)とを具備する管理図作成装置を構成する。
(もっと読む)
半導体生産管理システム
【課題】半導体生産管理システムに係わり、複数の種類の半導体デバイス、工程フロー、及び製造装置などが混在する生産ライン環境で全体の生産性を向上する。
【解決手段】半導体製品(ロット)単位の工程フローで工程毎に着工可能な製造装置が対応付けられる。本生産管理システムでは、ラインの複数の工程及び製造装置のうち例えば露光工程(先行工程)とエッチング工程(後行工程)の組を対象として、ロット及び部材(レチクル)の配膳及びスケジューリングを制御する。本システムは、各工程の装置の着工実績や負荷の把握に基づく目標着工数(N1,N2)の計算をもとに、先行工程の露光装置に対する着工をロット及び部材の効率よい配膳により制御する。これによって後行工程のエッチング装置へ必要な着工数のロットを送り込むことにより、エッチング装置の目標着工数(N2)が実現される。
(もっと読む)
作業内容指示装置及び作業内容指示方法
【課題】作業を製品別且つ作業別に作業時間を集計した複数の作業別作業時間を検知して、作業別、製品別作業時間を制御可能とした製品の作業内容指示装置及びその方法を提供する。
【解決手段】製作される製品とともに移動するカンバン(作業状態表示部)を用いて製品の製作作業の進行を管理する作業内容指示装置において、次工程の作業を製品別且つ作業別に作業時間を集計した複数の作業別作業時間を検知しておき、前記カンバンにおける前工程の作業表示時に、前記作業別に表示された作業別作業時間を該作業別作業時間の長さに対応した長さをスケールにして線形で表示した線形作業時間表示部をそなえたことを特徴とする。
(もっと読む)
配膳支援システム
【課題】生産部門の間接スタッフの業務負荷を軽減することを可能とし、かつ生産状況の変化に迅速に対応しながら具体的な部品の配膳指示を可能とする配膳支援システムを提供する。
【解決手段】製品組立工程7で用いられる部品5を配膳台車4に配膳することを指示するための配膳支援システム1であって、部品5の形状および寸法に関する情報を有する部品5の部品情報102と、配膳台車4の形状および寸法に関する情報を有する配膳台車4の台車情報103と、部品5の組立手順に関する組立手順情報104とを用いて、組立手順に対応して部品5を配膳台車4に配膳指示するための配膳指示情報105を算出し、配膳指示情報105が、部品5の形状および寸法に対応して表示される部品の図形202と、配膳台車4の形状および寸法に対応して表示される配膳台車の図形201とを用いて出力される、配膳支援システム1。
(もっと読む)
搬送システム及びその制御方法
【課題】搬送能力を向上させ、ロットのリードタイム短縮及び装置の稼動率向上を実現する。
【解決手段】搬送システムは、半導体ウェハを格納するFOUP4を搬送させる搬送レール1と、FOUP4を移載し搬送レール1を走行するOHT台車2と、FOUP4を一時的に保管する懸垂式一時保管棚3とを備える。前の工程を行う装置8で処理終了のFOUP4を、次の処理を行う装置8のロードポート8cが空いているとき、OHT台車2は回収したFOUP4を次の処理を行う8装置に搬送する。OHT台車2のFOUP4のロードポート8cへの移載を行う際、懸垂式一時保管棚3の棚ユニットが退避して処理を円滑に行う。また、装置8のロードポート8cが空いていないときには、OHT台車2は懸垂式一時保管棚3にFOUP4を移載しておき、ロードポート8cが空くのを待って、棚ユニットによりFOUP4をロードポート8cに移載する。
(もっと読む)
工場の稼働システムおよび稼働方法
【課題】圧縮空気を消費する複数の生産設備を有する工場に対して、不測の圧力低下を未然に防止し、省エネルギで安定稼働することができる工場の稼働システムを提供する。
【解決手段】工場の稼働システム100は、(a)各生産設備の消費流量の時系列データと各生産設備のタクトタイムとを記憶しているデータベース113と、(b)各生産設備の消費流量の時系列データと各生産設備のタクトタイムとを使用して総消費流量の時系列変化をシミュレートした結果から、総消費流量が閾値以下になる区間の中で最大となる最大稼働有効区間と、最大稼働有効区間において各生産設備の最初と最後のタクト開始時間とを特定する設備稼働スケジュール決定部114と、(c)生産設備105〜107のいずれかを、最初のタクト開始時間で稼働開始させ、最後のタクト開始時間で稼働停止させることを最大稼働有効区間の周期で繰り返し行う設備稼働制御部115とを備える。
(もっと読む)
電子表示ディスプレイを介してプロセス工場のオペレータに提示される情報に注意を引き付けるための方法及び機器
【課題】電子表示ディスプレイを介してプロセス工場のオペレータに提示される情報に注意を引き付けるための例示的な方法および機器が開示される。
【解決手段】プロセス工場のオペレータに提示される情報に注意を引き付けるための本明細書に開示される例示的な方法には、電子プロセス工場表示ディスプレイを提示することと、プロセス工場データを収集することと、プロセス工場の一部分を同定するためにプロセス工場データを処理することと、プロセス工場表示ディスプレイの同定された一部分を除く実質的に全ての部分を少なくとも部分的に暗くして不明瞭にするように電子プロセス工場表示ディスプレイを修正変更することとが含まれる。
(もっと読む)
稼働状態表示装置
【課題】診断対象である所定の対象物の標準的な稼働状態を最適に想定することができると共に、削減が必要な稼働量を定量的に把握することができる稼働状態表示装置を提供する。
【解決手段】所定の対象物の稼働実績データ及び稼働実績データを支配する稼働支配データを単位時間毎に記憶する記憶部DB1と、記憶部に記憶された稼働支配データを用いて回帰分析を行い、稼働支配データを説明変数、対象物の稼働標準データを被説明変数とする回帰式を導出し、回帰式に対して所定期間内における稼働支配データを当てはめて、所定期間内における単位時間毎の稼働標準データを算出し、さらに稼働標準データに対応する稼働目標データを算出する算出部20(23)と、記憶部に記憶された所定期間内における稼働実績データと算出部によって算出された稼働目標データとのずれを示す差分を表示部に表示する制御を行う表示制御部20(24)と、を備える。
(もっと読む)
タイヤ製造工程における生産管理方法、そのシステム及びタイヤの製造方法
【課題】加硫後の不良品を低減することのできるタイヤ製造工程の生産管理方法、そのシステム及び空気入りタイヤの製造方法を提供する。
【解決手段】加硫成形後のタイヤTのユニフォーミティ検査結果を貼付型表示部材LAのタイヤ種別情報と対応させてサーバー100に記憶させ、サーバー100に記憶されている複数のタイヤT0のユニフォーミティ検査結果を各タイヤ種別について集計し、各タイヤ種別のうち例えばタイヤ種別「K5555」の集計結果において基準を満たしているタイヤTの個数割合が所定の割合以下となった場合に、タイヤ種別「K5555」の未加硫タイヤT0の新たな成形及び新たな加硫成形を行わないようにしたので、加硫後の不良品を低減することができる。
(もっと読む)
稼働状態表示システム
【課題】所定の対象物に最適な稼働目標値を算出することができ、所定の対象物に向けて、削減が必要な稼働量を定量的に把握することができる情報を、継続して提供する稼働状態表示システムを提供する。
【解決手段】対象物40の稼働実績データと稼働支配データを公衆回線網を通じ対象物から所定の時間間隔毎に取得するデータ取得部10と、稼働支配データを用い回帰分析を行い、稼働支配データを説明変数、稼働標準データを被説明変数とする回帰式を導出し、回帰式に対し所定期間内の稼働支配データを当てはめ、所定期間内の単位時間毎の稼働標準データを算出し、稼働標準データに対応する稼働目標データを算出するデータ算出部10と、データ取得部で取得した稼働実績データとデータ算出部で算出した稼働目標データとのずれを示す差分をグラフ表示するグラフ表示用データを、公衆回線網を通じ対象物へ提供するデータ提供部10とを備える。
(もっと読む)
作業時間測定システム
【課題】作業時間測定システムにおいて、簡単な構成により、安価で小さな部品を扱う組立工程であっても作業者に負担をかけることなく容易にリアルタイムに作業時間を測定可能とする。
【解決手段】作業時間測定システム1は、部品が取り出されたことを部品棚10を識別して検知して検知情報20を出力するピッキングセンサ2と、作業者Mを識別する情報を有し作業者Mに付帯されたICタグ3と、部品棚10から部品を取り出す作業空間に配置され、ICタグ3から作業者情報30を読み取りその情報を出力するICタグ検知手段4と、検知情報20が出力された際に、その検知情報20と作業者情報30と時刻情報とを記憶する作業履歴記憶手段5と、を備え、ピッキングセンサ2の各々はICタグ検知手段4のいずれか1つに対して空間的に対応付けられており、検知情報20と作業者情報30とが前記対応付けでもって対応付けられて作業履歴記憶手段5に記憶される。
(もっと読む)
物品管理方法及び物品管理装置
【課題】人間の目視による時間経過の認識が容易に行え、また、繰り返しの使用ができることにより、時間経過情報の調整(リセット)ができるようになされた物品管理方法を提供する。
【解決手段】所定波長の光によって励起されて発光し時間経過に応じて発光強度が低下する物質を含有する塗料を用いて管理対象物品に対し所定のマーキングを行い(ステップst1)、経過時間の管理開始時にマーキングに対して所定波長の光を照射し(ステップst3)、マーキングの発光状態により管理開始時からの経過時間を表示する(ステップst4)。
(もっと読む)
161 - 180 / 454
[ Back to top ]