
Fターム[3C100AA29]の内容
Fターム[3C100AA29]の下位に属するFターム
ダミーの使用 (1)
Fターム[3C100AA29]に分類される特許
101 - 120 / 454
作業検査システム
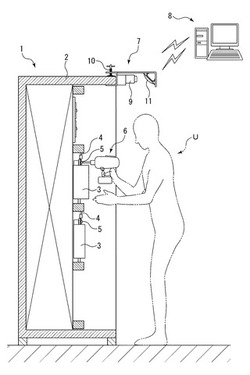
【課題】作業者の負担を軽減させることができ、かつ作業の検査ミスが生じる可能性をなくすことができる作業検査システムを提供すること。
【解決手段】作業の対象となる作業領域1及び作業具6を撮影する撮影手段7と、撮影手段7により撮影された画像に基づいて作業領域1内の作業具6の作業位置を特定する作業位置特定手段8と、作業具6が作業したことを検出する作業状況検出手段8と、作業状況検出手段8が作業具6の作業を検出したときに作業位置特定手段8により特定された作業位置を作業完了位置として作業領域1の画像と対応付けて記録する記録手段8と、作業完了位置が対応付けられた作業領域1の画像を表示する画像表示手段8と、を備える。
(もっと読む)
作業監視システム

【課題】作業者が携帯する作業者ID情報を記憶した機器に表示部やスピーカを組み込まずに、而も、システムの設置作業が大掛かりにならずに、ピッキング作業の誤りを防止すると共に、部品搬入時における部品搬入作業の間違えを防止する。
【解決手段】作業者に携帯され、作業者ID情報信号を伝送する第1の電界通信用送信機2と、3つの棚板3a、3b、3cそれぞれに引き出し4a、4b、4cが載置される受信用電極5a、5b、5cが設けられる部品収納棚3と、各引き出しに設けられ、引き出しID情報信号を伝送する第2の電界通信用送信機6a、6b、6cと、受信用電極に信号伝送可能に有線又は無線接続される電気通信用受信機7a、7b、7cと、電気通信用受信機に信号伝送可能に有線又は無線接続され、部品収納棚で部品のピッキング作業や部品の搬入作業が正常に行われたか否かを判定する判定装置8とを備えている。
(もっと読む)
生コンクリート製造プラントの出荷管理方法
【課題】 操作盤と出荷管理装置との間で送受信される製品の製造・出荷指示に関する指令データの整合性を事前にかつ自動的にチェックすることにより、計量ミスや出荷ミスの発生を未然に防止して製品の誤納を確実に阻止し、作業効率の低下やコストアップを抑制すると共にオペレータの負荷軽減を可能とする生コンクリート製造プラントの出荷管理方法を提供する。
【解決手段】 操作盤3が受信した指令データAに基づいて製品の製造・出荷を開始する前に、製造・出荷開始予定の製品の配合値や出荷量、出荷車両番号等を開始確認データBとして出荷管理装置4に送信する。出荷管理装置4では受信した開始確認データBと操作盤3に送信した前記指令データAとの整合性を確認し、両データA、Bが一致する場合に限って操作盤3に製品の製造・出荷開始を指示する開始指示信号Cを送信する。
(もっと読む)
ワイヤレス通信を利用した自動の受け取り、検査、在庫管理および報告
【課題】プロセスプラント内のプロセス制御デバイスの在庫管理システムの提供。
【解決手段】システムは、ワークステーションと、プロセスプラントの環境で実行されるプロセスを制御するための1つ以上のプロセス制御デバイスの計器仕様データを格納するデータベースと、プロセス制御デバイスとワイヤレスで通信するワイヤレスゲートウェイと、ワイヤレスゲートウェイ、ワークステーション、及びデータベースを相互接続する通信バスと、ワークステーションで実行される在庫制御アプリケーション(AP)とを含む。在庫制御APは、受け取ったプロセス制御デバイスからデバイスデータを受信するように、ワイヤレスゲートウェイを介して該デバイスに照会し、更に受け取ったプロセス制御デバイスの計器仕様データを取得するためにデータベースにアクセスし、受信したデバイスデータを取得した計器仕様データと比較する。
(もっと読む)
電子部品実装ラインの管理システム
【課題】複数のコンピュータと管理サーバとの間での各種データの共通化を図れるようにして、基板生産運転効率の向上を図ること。
【解決手段】コンピュータ5を使用して部品ライブラリデータを変更すると、コンピュータ5は、変更された電子部品の部品IDの全項目情報を管理サーバ7へ送信する。すると、管理サーバ7は部品ライブラリデータが変更された部品IDに係る部品ライブラリデータの内容と、管理サーバ7で管理しているこの同一名の部品IDに係る部品ライブラリデータの内容との差分を各項目毎に比較し、変更されて同一内容でないものがあれば、変更項目を変更履歴リストに登録する。管理サーバ7は変更項目を変更履歴リストに登録し、この変更項目を元データに反映する。そして、管理サーバ7は変更されたデータ内容を個別に格納し、コンピュータ6にこの変更履歴を送信して、このコンピュータ6に備えられた記憶装置にも格納させる。
(もっと読む)
要員管理システム、要員管理装置、要員管理方法、プログラム
【課題】実際の作業と連携し、工程への要員割付の精度を高め、生産効率の向上及び費用低減が可能な要員管理システム等を提供する。
【解決手段】要員管理システムは、要員管理装置6と、要員管理装置6と接続される読取端末とを含み、製品についての作業を行う工程における要員の管理を行う。要員管理装置6は、要員管理情報と、工程情報とを用いて、工程の作業グループへの要員の割付処理を行う割付手段31と、読取端末からの製品の製品情報の受信に応じて求まる、工程において作業を行った製品の数および作業時間をもとに工程における要員の作業能率を算出する作業能率算出手段34と、要員の作業能率を用いて、将来の要員の作業能率を算出する能力予測手段36と、を具備し、読取端末は、割付手段31で割付処理された要員により作業される製品の製品情報を読み取り、読み取った製品の製品情報を要員管理装置6に送信する。
(もっと読む)
スポット溶接における一元制御・検知システム
【課題】スポット溶接の一元制御・検知に用いられる溶接制御・検査用バーコード及びそれを用いた一元的溶接検査と作業と収納の工程であって、検査作業者の負担と軽減することと、溶接の精度の向上と合格品の適正な収納をおこなうことができる溶接検査用作業システムを提供する。
【解決手段】スポット溶接での製品規格を一元的に制御システムで、各種の条件を設定できるバーコードの読込の工程と、エアー圧と標準サンプルの製作の作業工程と、標準体を基準にした連続溶接工程と、位置センサーによる溶接体の検査工程と、この溶接の良否検査ステップと、溶接が不良である場合に再溶接ステップの工程と、無線通信による製造における生産管理の工程と、生産の数量管理検査の工程と、を含むスポット溶接における一元制御・検知システム
(もっと読む)
作業改善分析システム
【課題】多品種少量生産方式での手作業の生産ラインにおける作業状況を把握し、異常をすばやく察知できるようにした作業改善分析システムを得る
【解決手段】生産ラインを形成する各工程の作業エリアへの各ワークの出入りを検知するワークの工程履歴データ検知部4と、各工程の作業エリアへの各作業者の出入りを検知する作業者位置データ検知部2と、生産ラインを構成する設備の稼動開始と稼動停止並びに設備のトラブル発生と回復を検知する設備稼動データ検知部6によるそれぞれの検知結果を記憶装置に記憶しておき、生産状況描画部8により、記憶装置からデータを読み出して、工程を縦軸、時間を横軸にとり、工程上及び時間上のワークと作業者の位置を視覚化したランニングチャートを描画して、表示装置9に表示して異常を発見しやすくした。
(もっと読む)
作業指示表示及び実績収集システムとその方法
【課題】作業場所で作業を行う際に、作業者による作業内容の指示の表示と作業時間実績の報告を、省スペースにて簡易かつ効率よく実現する作業指示表示及び実績収集システムとその方法を提供する。
【解決手段】サーバ側システム1は、生産管理サーバ11と、電子ペーパサーバ12と、RFID管理サーバ13とからなり、さらに端末側システム2との通信を行なう無線アクセスポイント14と、RFIDリーダライタ15を備える。端末側システム2は、電子ペーパ21と、この電子ペーパ21に設けられた無線受信機22及びRFIDタグ23とから構成される。
(もっと読む)
半導体装置及び交通信号制御機
【課題】各製品の製造進捗状況の管理及び判別を、簡易かつ正確に、しかも低コストで実現することが可能な半導体装置を得る。
【解決手段】回路実装基板100は、プリント配線板1上に配置されたFPGA3、PLD4,5、EEPROM6を備え、FPGA3、PLD4,5、EEPROM6に対して所定の順序でデータを書き込む工程が製造工程内に含まれる。回路実装基板100は、いずれもプリント配線板1上に配置された、EEPROM7、LED9B〜9E、及びマイコン8をさらに備える。マイコン8は、FPGA3、PLD4,5、EEPROM6のうちのどの記憶素子までデータの書き込みが完了したかを示す情報をEEPROM7に記憶し、回路実装基板100の電源が投入されると、上記情報をEEPROM7から読み出して、当該情報をLED9B〜9Eに表示する。
(もっと読む)
工業プラントのバッチ実行データを表示するための方法及び装置
【課題】複数のバッチ実行を実行するように構成された工業プラントのバッチ実行データを表示するための方法及び装置を提供する。
【解決手段】上記方法は、第1レベルウィンドウ内の第1レベル要素を選択する段階と、選択した第1レベル要素に含まれるすべての第2レベル要素を第2レベルウィンドウ内に表示する段階とを有する。第2レベルウィンドウは、第1レベルウィンドウ内において、第1レベルウィンドウ内のどの第1レベル要素も覆い隠すことなく、選択した第1レベル要素の直下に表示される。
(もっと読む)
セル生産システム
【課題】セル生産システムにおいて、簡単な構成により、セル生産の柔軟性を活かしなが
ら作業性の向上を図る。
【解決手段】システム1は、作業者M,M1,M2(代表してM)がワークWと共に移動
しつつワークWに対する処理を行うことによりワークWを製品化する作業を繰り返して製
品を順次生産するためのシステムであり、ワークWを移送するコンベア2と、作業者Mを
認識する検出装置3と、コンベア2を制御する制御装置4と、を備え、制御装置4は検出
装置3による認識結果に基づいてコンベア2の駆動速度を作業者Mごとに変化させる。検
出装置3による作業者Mの認識は、作業者Mの腕に取り付けたデータ送信部5を用いて行
われる。セル生産の柔軟性を活かしながら、コンベア2によるワークWの移動速度を各作
業者Mに合わせることができ、作業時間短縮と作業性向上を実現できる。
(もっと読む)
生産システム
【課題】生産システムにおいて、安価な機器構成によって生産のサイクルタイム短縮や生産性向上を図る。
【解決手段】本システム1は、作業者MとロボットRとがそれぞれ一連の工程を分担して製品用のワークに対する処理を行うことにより製品を順次生産するシステムであり、作業者Mが分担した各工程に要する時間を計測する工程計測部2と、工程計測部2によって計測された時間に応じて作業者MとロボットRの間の工程分担の割合を変化させる工程制御部3と、を備えている。作業者Mの作業は、工程制御部3によって、作業の完成よりも投入を優先するように促されることにより、作業者Mの分担している作業をロボットRに分担させて、生産性の向上が図られる。
(もっと読む)
操業条件予測方法及び操業条件予測プログラム
【課題】操業条件の予測精度を向上させること。
【解決手段】予測値演算部24が、予測要求点qと過去実績点Xjとの間の距離djを算出し、距離djが距離閾値α以下である過去実績点Xjを抽出し、抽出された過去実績点Xjを用いて予測対象の操業因子に対する操業条件を算出する。これにより、予測要求点qとの間の距離が距離閾値α以下の過去実績点Xjを用いて操業条件が予測されるので、予測要求点qとの類似度が低い過去の操業因子が予測計算に用いられることが抑制され、操業条件の予測精度を向上させることができる。
(もっと読む)
生産管理システムの作業工程管理端末及びその表示方法
【課題】作業工程で扱われる部品の状況をいつでも、容易に確認することができるようにする。
【解決手段】タッチパネルを備えた第2の表示部3(図1)で表示される操作画面(図4)で作業工程を指定することにより、この指定された作業工程(ここでは、「下拵え」工程グループの「曲げ」工程)の作業リスト画面46が表示される。この作業リスト画面46では、この作業工程での作業予定の部品の一覧を表わした予定トレイ48とこの作業工程の作業中及び作業完了の部品の一覧を表わす作業・作業予定トレイ49とが設けられており、夫々のトレイ48,49毎に、部品の図番や品番,材質などの部品情報や、この作業工程の予定日,実績日などの部品のこの作業工程での状況などが表示される。
(もっと読む)
生産計画システム、生産計画立案方法及び生産計画立案プログラム
【課題】生産計画の再立案中であってもその生産を止めることなく生産計画の再立案を行うことを可能にする生産計画システムを提供する。
【解決手段】生産計画テーブルと、生産申し込みテーブルと、生産計画立案手段と、スナップショット取得手段とを備え、前記生産計画立案手段は、前記再立案生産計画を前記生産計画テーブルに書き込む前に書き込み時点での生産計画テーブルの内容とスナップショットの内容を比較し、ステータスが未着手の前記対象製品のステータスが未着手から未着手以外に変化していなかった場合は、前記再立案生産計画を前記生産計画テーブルに書き込み、ステータスが未着手の前記対象製品のステータスが未着手以外に変化していた場合は、スナップショット取得にもどって実行する生産計画システム。
(もっと読む)
無線システム
【課題】各電動工具からのデータ送信を極力短い時間内で完了させることと、混信を避けることとを、高い信頼性で両立する。
【解決手段】
本発明では、一台の受信機1と、複数台の電動工具2との間で無線通信を行う。電動工具2ごとに別々の登録番号とこれに対応する所定の送信間隔Tを設定しておき、電動工具2からデータを送信すると、データを受信した受信機1は電動工具2に対して受信完了信号を送信する。電動工具2が受信完了信号を受信した場合に、その時点でデータ送信完了とする。電動工具2が受信完了信号を受信しない場合には、送信間隔Tをあけたうえでデータの再送信を行う。送信間隔Tとして、登録番号ごとに別々の時間を割り当てて設定しておくことで、電動工具2からのデータ送信をそれぞれ所定時間内にて完了させる。
(もっと読む)
制御装置、制御方法、プログラム、記録媒体
【課題】複数の設備を有するラインにおいて無駄な電力消費を抑制する。
【解決手段】製造ライン10は、設備A、設備B、設備C、設備D、および制御装置20を備えている。設備A、設備B、設備C、設備Dは、この順序でワークに対して処理を実行する。制御装置20は、設備Aの電源がオンになった時から現時点までの設備Aの電力量を監視する監視部21と、前記電力量が閾値Aより低い値から閾値A以上の値に増加した場合に設備Bの電源をオフからオンに切り替える電源制御部22とを備えている。
(もっと読む)
レーザ加工処理の品質を監視する方法及びこれに対応するシステム
【課題】レーザ加工中にリアルタイムに、人間を介することなく加工品質を監視し、技術パラメータの修正を可能とする。
【解決手段】加工品質を表すパラメータを所定の加工品質を表す基準パラメータと比較して、1セットの調整された処理パラメータを取得し、加工処理500の欠陥の状態を含むそれぞれの状態を特定する複数の統計モデルθkを提供し、リアルタイムで獲得された1セットの処理観測に対してメンバーシップの認識の動作を実行する。1セットの処理観測は、加工処理500の状態を特定する複数の統計モデルθkの1又はそれ以上に対して、セットの正規化された処理パラメータを含む。認識の動作は、認識の動作で認識された状態の関数として、1又はそれ以上の原因の特定を含む。
(もっと読む)
半導体製造における装置異常の予兆検知方法およびシステム
【課題】従来技術では区別することが困難であった運転状態を区別することを可能にして、所定の運転状態における期間のデータのみを検知対象とすることができる半導体製造における装置異常の予兆検知技術を提供する。
【解決手段】半導体ウェハ製造工程で使用される製造装置に接続したセンサから定期的に取得した装置ログ情報のうちの検知対象区間に、故障に繋がる予兆が含まれているかを判定する方法において、装置ログ情報、メンテナンス履歴情報、着工履歴情報を収集し、予め設定しておいたイベント定義情報を用いてイベント発生時刻情報を設定し、これらの情報から検知対象区間を算出し、そして、検知対象区間情報と装置ログ情報とから検知対象区間データを取得して統計処理し、検知対象統計処理加工データに装置故障の予兆が含まれているかを判定することで、検知対象区間のデータのみを対象に予兆検知を行う。
(もっと読む)
101 - 120 / 454
[ Back to top ]