
Fターム[3C100AA29]の内容
Fターム[3C100AA29]の下位に属するFターム
ダミーの使用 (1)
Fターム[3C100AA29]に分類される特許
61 - 80 / 454
進捗表示装置、進捗表示方法および進捗表示プログラム
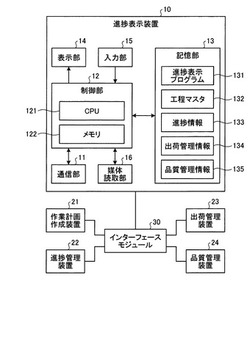
【課題】各種変動を早期に検出し、対策を迅速に立案することを支援する。
【解決手段】進捗表示装置10は、製品に対する作業の進捗状況に関する進捗情報133を記憶する記憶部13と、製品に対する作業が行われる工程を工程順に表示するとともに、進捗情報133に基づいて、製品が仕掛かり中である場合には、当該製品に対応する図形を当該製品が仕掛かり中の工程に対応づけて表示し、製品が第1の工程と第2の工程の間で工程間在庫となっている場合には、当該製品に対応する図形を第1の工程と第2の工程の中間の対応する位置に積み上げるように表示する制御部12とを備える。
(もっと読む)
無線通信システム、親機及び子機

【課題】生産ライン等の固定側と移動側との間で双方向無線回線を確立した場合の信号送受信の信頼性と安定性を向上する。
【解決手段】親機10は固定側の生産ライン制御部に配置され、待機状態で下り電波を送信停止し上り電波は連続受信している。子機12は移動側のワークに配置され、待機状態で下り電波を間欠受信し上り電波の送信は停止している。親機10は待機状態で外部から通信開始信号を入力した場合に子機12との間に周波数の異なる下り無線回線と上り無線回線を確立する。また子機12には振動センサ15が設けられ、待機状態で振動が検知されると、下り電波の間欠受信を連続受信に切替えて親機10からの通信開始電文を受信可能とする。親機10は外部からの通信終了信号を入力した場合に子機12に通信終了電文を送信し、下り無線回線と上り無線回線の確立を解除する。
(もっと読む)
作業分析システム
【課題】RFIDを用いて作業者に負担をかけることなく作業者の位置情報を収集し、合わせて設備の電気信号を収集することにより作業者の作業比率を自動的に割り出す、作業分析システムを提供する。
【解決手段】作業者1が持つRFIDタグ2と、作業者の固有情報登録装置3と、RFIDタグからの情報受信装置4と、この情報を位置情報として処理する上位システムA7と、生産設備からの電気信号受信装置9と、この電気信号を処理する上位システムB10と、作業内容撮影カメラ11と、レコーダ12と、カメラの撮影とレコーダの録画再生を制御する上位システムC14と、ネットワーク機器13と、作業者とRFIDタグの対応付け情報と設備位置情報を蓄えるデータベースA15と、作業者の作業分析をする分析装置16と、分析したアウトプットを蓄えるデータベースB17と、アウトプットを視覚化するモニタリング端末18とを備える、作業分析システム。
(もっと読む)
バッファ内のウエハキャリアに関する情報管理システム及び方法
【課題】バッファに積載されたウエハキャリアに関する情報管理システム及び方法を提供すること。
【解決手段】このシステムは、バッファ内のウエハキャリアに付着した送受信ユニットからウエハキャリア情報を読み込むリーダーユニット、該リーダーユニットから前記ウエハキャリア情報を収集するリーダーユニット制御部、該リーダーユニット制御部から前記ウエハキャリア情報を収集するバッファ制御部、該バッファ制御部から前記ウエハキャリア情報を受信するウエハ管理部を含む。本発明は、バッファ内のウエハキャリアの情報を、リーダーユニット制御部、バッファ制御部自体で収集するため、半導体工程中にバッファに積載されたウエハキャリアに関する情報を效率的に管理することができる。
(もっと読む)
制御装置、制御方法、プログラム、記録媒体
【課題】複数の設備を有するラインにおいて無駄な電力消費を抑制する。
【解決手段】製造ライン10は、設備A、設備B、設備C、設備D、および制御装置20を備えている。設備A、設備B、設備C、設備Dは、この順序でワークに対して処理を実行する。制御装置20は、設備Aの電源がオンになった時から現時点までの設備Aの電力量を監視する監視部21と、前記電力量が閾値Aより低い値から閾値A以上の値に増加した場合に設備Bの電源をオフからオンに切り替える電源制御部22とを備えている。
(もっと読む)
電気回路製造システム用製造数管理装置
【課題】 それぞれが基板に電気部品を実装して電気回路を製造する複数の製造ラインを備えた電気回路製造システムにおいて電気回路の製造数を管理するための製造数管理装置を、実用性の高いものにする。
【解決手段】 (a)製造される電気回路の製造予定数と、現時点までの製造完了数とを記憶する製造数記憶部42、および、(b)電気回路製造システムから随時送られてくる製造完了情報に基づいて、随時、その製造数記憶部に記憶されている製造完了数を更新する製造完了数更新部46に加え、(c)製造完了数が製造予定数に達しない電気回路を製造している複数の製造ラインのうちのいずれかにおいてその電気回路に代えて別の種類の電気回路を製造する割込製造に対処する割込製造対処部48を、製造数管理装置38に備えさせる。
(もっと読む)
流用管理装置および流用管理プログラム
【課題】流用に関する業務の効率化を図ること。
【解決手段】流用管理装置10は、表示部14と、製品を構成する部品の入荷状況を示す入荷部品情報134と部品を予定されていた製品以外の他の製品に流用した履歴を示す流用履歴情報135とを記憶する記憶部13と、表示部14に、一方の軸に製品の識別番号が配列され、他方の軸に製品を構成する部品の識別番号が配列された表を表示し、入荷部品情報に基づいて、入荷済の部品に対応する第1のシンボルを表の内部の当該入荷済の部品に対応する位置に表示するとともに、流用履歴情報に基づいて、流用済の部品に対応する第2のシンボルを表の内部の当該流用済の部品に対応する位置に表示する制御部12とを備える。
(もっと読む)
作業手順表示装置及び作業管理装置
【課題】
紙の作業手順書を作業場所に置くことの作業効率上の問題点を解決する。
【解決手段】
作業者による操作を検出した場合、その時点の作業の番地を取得し、検出した操作内容に応じて取得した作業番地の更新可否を操作指令部が判断する。作業番地を更新した場合には、管理部が作業画面の表示制御を表示制御部に指示する。表示制御部は、更新後の作業番地に対応する作業画面を取得し、表示制御を行なう。一方、作業番地が更新されない場合には、表示部に表示される作業画面は変更されない。
(もっと読む)
作業管理システム及び作業管理方法
【課題】本発明は作業者の作業動作を検出した信号に基づいて作業者の動作を精度良く判定することを課題とする。
【解決手段】作業管理システム10は、センサユニット20(20A〜20D)と、無線通信システム30と、管理コンピュータ40とを有する。センサユニット20(20A〜20D)の制御部21は、加速度センサ22から得られた加速度のセンサ信号をメモリ25に記憶させ、管理コンピュータ40からのデータ要求に応じてメモリ25に記憶させたセンサ信号のデータを無線通信部23から無線信号として送信させる。管理コンピュータ40は、データ取得部42と、データ分類部44と、動作判定部46と、出力部48とを有する。また、管理コンピュータ40は、無線通信装置501〜50nから送信された各センサユニット20のセンサ信号を検出波形パターンとして記憶装置80に記憶させ、作業者の動作が適正か否かを判定する。
(もっと読む)
生産ライン進捗情報表示ステム、生産ライン進捗情報表示プログラム
【課題】各生産部の生産部表示手段の表示情報の管理が容易であり、かつ、管理表示部に対して、各生産部の生産部生産能率をわかりやすい態様で表示できる生産ライン進捗情報表示ステム、生産ライン進捗情報表示プログラムを提供する。
【解決手段】生産ライン管理部30は、各封筒排出検出部15から取得した生産完了情報に基づいて、現生産数B1を封入機10毎に求める現生産数算出部41と、各封入機10の進捗情報を算出する進捗情報算出部42と、現生産数B1と経過時間情報とに基づいて、各封入機10のA能率、C能率を算出する運転時間算出部43、A能率算出部44、C能率算出部45と、各封入機モニタ13に対して、進捗情報を出力し、管理モニタ32に対して、A能率、C能率を出力する表示制御部46とを備える。
(もっと読む)
作業管理装置および作業管理プログラム
【課題】作業の進捗状況に応じて作業全体を効率よく実施させること。
【解決手段】工程毎に実施される作業を管理する作業管理装置10は、作業対象の物品に対して実施される工程に関する情報と、各工程において使用可能な設備に関する情報とに基づいて、工程の実施順序と各工程において使用すべき設備とを定めた作業計画情報を作成する作業計画作成部と、作業計画作成部によって作成された作業計画情報と、各工程の作業内容が定義された情報とに基づいて、物品毎に各工程で実施すべき作業内容と各工程において使用すべき設備とを指示する作業指示情報を生成する作業指示作成部とを備える。
(もっと読む)
電子部品実装装置のライン制御装置
【課題】生産設備のいずれか1つの生産ラインで生産できない電子回路基板であっても、複数の生産ラインを組み合わせて生産することができる場合に、生産ライン投入への前後関係を厳密にチェックしながら生産を行うことができる。
【解決手段】電子部品実装装置のライン制御装置において、各生産ライン中で最も始めの電子部品実装装置の入側に設けられた、搬入する電子回路基板をそれぞれ識別するための識別子を読み取る手段と、読み取られた識別子情報に基づいて、前記電子回路基板の各生産ラインへの投入順序を含む生産履歴情報を保存する手段と、前記識別子により識別された今回の電子回路基板の当該生産ラインへの投入順序が、生産条件で設定された当該生産ラインへの投入順序と一致しているかどうかをチェックする手段と、を備える。
(もっと読む)
生産ライン管理システム
【課題】生産ラインの稼働状態を監視して、トラブルの発生を検知した場合に、生産ライン全体の進行に関する影響度を明確にして、関係先に通知する生産ライン管理システムを提供すること。
【解決手段】生産ラインを構成する複数の工程ユニットと、各工程ユニットの稼働状態を監視する手段と、いずれかの工程ユニットでトラブルが発生した場合に関係先に通知する手段と、を有する生産ライン管理システムであって、トラブルが発生した工程ユニット以外の他の工程ユニットへの影響度を、生産スケジュールに関する情報を入手することにより判断して、関係先に通知する。
(もっと読む)
生産スケジュール立案装置及び生産スケジュール立案方法
【課題】工場の能力及び大幅な操業変動を考慮し、所定の生産計画を達成するための生産スケジュールの立案を行うことを目的とする。
【解決手段】生産スケジュール立案装置は、各工程で用いる設備それぞれの処理量を記憶し、スケジュール通りの生産が行えなくなる要因の発生を考慮して、前記スケジュールに沿って生産のシミュレーションを行い、シミュレーションの結果から、納期遅れとなった製品及びその原因を検出し、前記要因が発生することを前提に、検出した製品を生産する工程で用いる設備及びその処理量に基づいて、納期を守るために取るべき指針を示す指標を作成する。
(もっと読む)
作業支援装置、作業支援プログラムおよび作業支援方法
【課題】部品の実装作業が完了したかを正確に判定する。
【解決手段】画像取得部21は、部品3を実装する実装領域2aと、実装領域2aの周囲領域2bとをそれぞれ撮像した撮像画像をカメラ10から取得する。判定部22は、画像取得部21が取得した実装領域2aの撮像画像についての特徴量A2と、部品実装作業前における実装領域2aの画像についての特徴量A1との類似度SAが第1のしきい値より大きく、かつ、画像取得部21が取得した周囲領域2bの撮像画像についての特徴量B2と、部品実装作業前における周囲領域2bの画像についての特徴量B1との類似度SBが第2のしきい値より小さい場合に、実装領域2aに対する部品の実装作業が完了したと判定する。
(もっと読む)
作業指図管理システムおよび作業指図管理方法
【課題】複数の作業手順を含む作業指図の内容の改善点を容易に収集することができる作業指図管理システムを提供する。
【解決手段】セル作業端末20は、表示装置23に表示された作業手順を作業者が切り替えるための切替スイッチ24と、作業手順の画像の表示視点を変化させるための改善スイッチ25と、切替スイッチ24の操作を検知したのち改善スイッチ25の操作を検知すると、指図50の識別情報と、作業手順の識別情報である頁識別情報と、改善スイッチ25の操作開始時刻とを関連づけた改善要求情報を管理サーバ30に送信するとともに、改善スイッチ25の操作情報を前記管理サーバに送信する制御装置21とを有し、管理サーバ30は、改善要求情報および操作情報を受信すると、該操作情報に係る画像を前記作業端末に送信するとともに、操作開始時刻からの所定時間経過したときの前記操作情報に合わせた画像を記憶部32に格納する処理部31を有する。
(もっと読む)
機器管理装置及び記録媒体
【課題】複数のフィールド機器に共通するパラメータを容易に設定することができ、これによりプラント等の安定性及び効率の向上を図ることができる機器管理装置等を提供する。
【解決手段】機器管理装置2は、フィールド機器1a〜1cの管理及び制御を行う管理制御部10と、フィールド機器1a〜1c毎に設けられて管理制御部10の指示に応じてフィールド機器1a〜1cを操作するDTM30a〜30cと、管理制御部10によって指示される複数のフィールド機器に対して共通パラメータの設定を指示するパラメータ設定部21と、パラメータ設定部21の指示に基づいてフィールド機器毎に設けられたDTMにフィールド機器をそれぞれ操作させ、フィールド機器に対する共通パラメータの設定を順次実行させる仮想DTM22とを備える。
(もっと読む)
品質予測装置、操業条件決定方法、品質予測方法、コンピュータプログラムおよびコンピュータ読み取り可能な記憶媒体
【課題】製造プロセスの実績データから類似例を高速に検索し、製品の予測品質データを高精度に生成する品質予測装置を提供する。
【解決手段】品質予測装置は、製造プロセスのプロセス変数値と類似するプロセス変数値を有する製造プロセスにおける過去の実績データに基づいて製品の品質を予測する。品質予測装置は、実績データ記憶部から実績データを抽出するデータ抽出部と、抽出された実績データに基づいて、品質予測対象製品のプロセス変数値と類似するプロセス変数値を有する実績データの検索に用いる検索用テーブルを作成する検索用テーブル作成部と、品質予測対象製品のプロセス変数値と類似するプロセス変数値を有する実績データを抽出し、抽出された実績データに基づいて、品質予測対象製品の品質を予測する予測部と、を備える。
(もっと読む)
進捗描画装置、進捗画像の描画方法、及びプログラム
【課題】サプライチェーンや工場全体における進捗状況を把握するための情報を生成する。
【解決手段】図形生成部3は、工程記憶部2が記憶する各工程の仕掛数及び滞留数から、各工程の進捗状況を示す図形を生成する。遅滞値算出部4は、工程記憶部2が記憶する各工程の仕掛数及び滞留数から、各工程の進捗状況が遅れているほど大きい値を示す遅滞値を算出する。サイズ決定部5は、図形生成部3が生成した図形のうち、遅滞値が最も大きい工程に関連付けられた図形のサイズを所定のサイズに決定し、他の図形を所定のサイズ未満の大きさに決定する。描画部6は、レイアウト記憶部1が記憶するレイアウト画像に重ね合わせて、工程記憶部2が記憶する各工程の座標に、図形生成部3が生成した当該工程の図形を、サイズ決定部5が決定したサイズで描画することで、進捗画像を生成する。
(もっと読む)
生産コントロールシステムおよび生産コントロール方法、制御プログラム、可読記憶媒体
【課題】垂直統合された多拠点生産時の生産全体最適化して在庫最小化/出荷数量最大化/特定ユーザーデリバリ優先など生産ロスを低減する。
【解決手段】生産コントロールシステム1の複数生産拠点予測フィードバック手段21は、生産拠点の生産リードタイムや調達部材のリードタイムに基づいて予測手段212により一定期間後のデリバリや在庫量を予測して、フィードバック手段213により、この予測手段212で予測したデリバリおよび在庫量に基づいて複数の生産拠点の生産機種の優先順位および出荷計画を最適化する。
(もっと読む)
61 - 80 / 454
[ Back to top ]