
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
41 - 60 / 420
取り合せ計画立案装置、取り合せ計画立案方法およびコンピュータプログラム
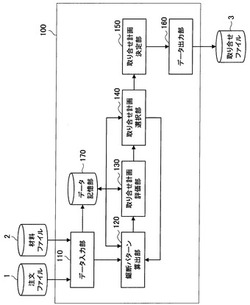
【課題】ロット後半でも材料の切捨長が少なく、材料1本毎から取り合せる注文の本数が平準化された取り合せ計画の立案装置を提供する。
【解決手段】材料の先頭から順次取り合せ(鋸断パターン)を求める取り合せ計画立案装置は、(1)材料の先頭から複数本の未取り合せ材料に対して複数の取り合せ候補(鋸断パターン)を算出し、当該複数材料に付加して新たな取り合せ計画を作成する(鋸断パターン算出部)。次に、(2)各新たな取り合せ計画の評価値を評価関数より計算し(取り合せ計画評価部)、(3)評価値の良い順に設定個数の取り合せ計画を選択し、それ以外は削除する(取り合せ計画選択部)。取り合せ計画立案完了条件を満たすまで(1)〜(3)の処理を繰り返し、1つのロットに対して複数の取り合せ計画を求める。最後に、(4)複数の取り合せ計画から評価値の最も優れた計画を当該ロットの取り合せ計画として決定する(取り合せ計画決定部)。
(もっと読む)
データロガーシステムおよびデータロギング方法

【課題】計測データを集計するためのパラメータを、過去および未来を含む任意のタイミングについて設定することができるデータロガーシステムを得る。
【解決手段】計測されたプロセスデータを所定の周期で収集する計測データ収集部11と、計測データ収集部11で収集された計測データを、時系列に保存する計測データ保存DB12と、計測データを集計するためのパラメータと、パラメータを有効にする期間を示す時系列情報とを併せて設定するパラメータ設定部13と、パラメータに時系列情報を付加して保存するパラメータ保存DB14と、計測データ保存DB14に保存された計測データを、パラメータ保存DB14に保存され、当該計測データの時系列に該当するパラメータに従って集計するデータ集計部15とを備える。
(もっと読む)
生産装置の制御方法、プログラム及び記録媒体
【課題】生産の安定性を損なうことなく効率的に電力消費を低減する。
【解決手段】制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下であるか否かを判断する(S17)。次に、制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下ではないと判断した場合、上流バッファ数Nuが第1の閾値Tu1以下又は下流バッファ数Nlが第2の閾値Tl1以上であるか否かを判断する(S18)。次に、制御装置は、上流バッファ数Nuが第1の閾値Tu1以下又は下流バッファ数Nlが第2の閾値Tl1以上であると判断した場合、電力消費低減制御を実行する(S19)。また、制御装置は、上流バッファ数Nuが第3の閾値Tu2以上かつ下流バッファ数Nlが第4の閾値Tl2以下であると判断した場合、電力消費低減制御を停止する(S21)。
(もっと読む)
スケジューリング装置、及びスケジューリング方法
【課題】ユーティリティ使用量を考慮した生産計画・操業計画を策定するための判断材料を管理者に提供することができるスケジューリング装置及びスケジューリング方法を得る。
【解決手段】スケジューリング処理部6は、生産資源情報、オーダ情報及びレシピ情報を取得し、生産資源の能力に対して負荷の山積み・山崩しを行い、各生産資源に作業の割り付けを行う。また、スケジューリング処理部6は、生産資源情報に含まれるユーティリティ情報に基づいて、各作業のユーティリティ使用量を算出する。ガントチャート生成処理部8は、スケジューリング処理部6による演算結果から、スケジューリング結果とそのスケジューリング結果における各作業のユーティリティ使用量とを対応付けて表すためのガントチャートのデータを生成する。
(もっと読む)
生産エネルギー管理システム
【課題】多種多数の設備を有する工場において、各設備に対する専門知識を持たなくても有効なシミュレーションを可能とする生産エネルギー管理システムを実現する。
【解決手段】生産情報とエネルギー情報、および生産設備の稼動情報の計測データに基づき、生産に関連したエネルギー解析を行う生産エネルギー管理システムにおいて、
過去から現在までの前記計測データに基づき、過去から将来までの生産エネルギー動向をシミュレーションするシミュレーション部を備える。
(もっと読む)
ロボットシステム
【課題】一連の作業を複数の作業ロボットに作業分割して実行するロボットシステムで、一部の作業ロボットの一部の作業区分に遅延が発生しても、他の作業ロボットに待ち時間が発生することなく生産性を向上させる。
【解決手段】アームロボット6a〜6dに設けられたロボットコントローラ4a〜4dには、n個の作業区分を割り振る。アームロボット6eに設けられたロボットコントローラ4eには、n個よりも少ないm個の作業区分を割り振る。いずれかのアームロボット6での作業区分の作業で遅延が生じたときは、遅延が生じたアームロボットよりも下流のアームロボットに設けられたロボットコントローラに、未実施となっている作業区分を割り振りし直す再割り振り処理を実行する。再割り振り処理を実行する際には、各ロボットコントローラに割り振られる作業区分の数の上限はn個である。
(もっと読む)
作業者配置支援装置
【課題】
作業者の人数不足によって、スループットや、製造リードタイムや、停滞する仕掛り量などの生産指標が悪化する勤務シフトを予測値とともに提示して、作業者の勤務計画や配置計画の作成を支援することが可能な作業者配置支援装置を提供する。
【解決手段】
実製造ラインの勤務シフトを再現した作業者の人数に制約があるモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置における生産指標の第1の統計値を算出し、作業者の人数に制約がないモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置の生産指標の第2の統計値を算出し、前記第1の統計値と前記第2の統計値を比較することによって、各工程または各製造装置の生産指標の悪化が発生する前記作業者のシフト時間区間を特定する。
(もっと読む)
スケジュール管理装置、方法及びプログラム
【課題】操作部による特定ジョブ(工程)の移動操作に際して、納期遅れや投入遅れの発生を生じないための移動可能な時間範囲を作業者に報知する。
【解決手段】本発明のスケジュール管理装置は、各工程における作業の工程最早着手時点と工程終了時点とを読み出して表示器にガントチャートを表示するスケジュール表示部109と、指定された複数の矩形枠を移動指示位置に移動表示させる移動中ジョブ表示部111と、移動指示された複数の矩形枠の移動結果に基づいて各工程の作業の工程最早着手時点と工程終了時点の再計算を実行するスケジュール更新部107を含み、さらに、各作業の工程最早着手時点と工程終了時点とから各作業の時間軸方向への移動可能範囲を算出する工程計算部101とを備え、移動中ジョブ表示部111は、指定された複数の矩形枠の移動可能範囲を表示する。
(もっと読む)
製造計画立案方法、製造計画立案装置、及びコンピュータプログラム
【課題】立案者が納得する製造計画を高速に且つ自動的に立案できるようにする。
【解決手段】重点計画立案部204は、立案対象の全てのチャージの最適な鋳造順を、チャージの鋳造順の良否を評価するための所定の評価関数の値に基づいて求めてキャスト計画(修正前の重点計画)を立案し、そのキャスト計画から非重点チャージの部分を除いた重点計画を作成して表示する。重点計画修正部205において、立案者は、重点計画に含まれている重点チャージの鋳造順を修正する。そして、詳細計画立案部206は、修正後の重点計画の鋳造順を変更しない制約の下、立案対象の全てのチャージの最適な鋳造順を、チャージの鋳造順の良否を評価するための所定の評価関数の値に基づいて求めて詳細計画を立案する。
(もっと読む)
稼働状態分析装置及び方法
【課題】 製造装置の稼働状態を正確に分析することができる稼働状態分析装置を安価に提供する。
【解決手段】 本発明は、製造装置9の稼働状態を分析する装置5に関する。この装置5は、製造装置9が生成する複数種類の制御信号S1を取得する取得部(通信部)203と、製造装置9が稼働中である場合に複数種類の制御信号S1が充足すべき必要条件を記憶する記憶部202と、その必要条件を記憶部202から読み出し、取得された複数種類の制御信号S1が読み出された必要条件を充足する場合に製造装置9を稼働中と判定し、それ以外の場合に停止中と判定する制御部201とを備える。
(もっと読む)
工程解析システム、工程解析プログラムおよび工程解析方法
【課題】工程間時間に基づいた工程解析を容易に行うことができる工程解析システムを提供すること。
【解決手段】実施形態の工程解析システムは、基準判定部が、各ロットの工程間時間が基準範囲内であるか否かを工程毎に判定する。割合算出部は、前記工程間時間が基準範囲外となったロットの割合を工程毎に算出する。基準外工程抽出部は、前記割合が所定値以上である工程を基準範囲外工程として抽出し、所定期間における抽出回数を前記工程毎に記憶部に記憶させる。工程抽出部は、前記抽出回数に基づいて、トラブル発生の可能性がある工程を抽出する。相関関係算出部は、抽出された工程で処理されたロット内の基板が有する回路パターンに関する特性と、前記工程間時間と、の相関関係を算出する。限界値算出部は、前記相関関係に基づいて、前記工程間時間の限界値を算出する。
(もっと読む)
制御装置、制御方法、プログラム、記録媒体
【課題】複数の設備を有するラインにおいて無駄な電力消費を抑制する。
【解決手段】製造ライン10は、設備A、設備B、設備C、設備D、および制御装置20を備えている。設備A、設備B、設備C、設備Dは、この順序でワークに対して処理を実行する。制御装置20は、設備Aの電源がオンになった時から現時点までの設備Aの電力量を監視する監視部21と、前記電力量が閾値Aより低い値から閾値A以上の値に増加した場合に設備Bの電源をオフからオンに切り替える電源制御部22とを備えている。
(もっと読む)
生産計画作成方法
【課題】経験則による生産計画割り付け候補の出力を行うことで、効率的に生産計画を作成する。
【解決手段】生産計画作成時、生産ラインに割り付ける生産ロットを選択する際に一定のルールと経験則に基づき複数の割り付け候補を作成し出力する。割り付け候補はそれぞれ経験則に基づいた評価結果と計画シミュレーションで予測される評価結果を集計して評価し、選択される可能性が高い順に割り付け候補の出力の並べ換えを行う。選択された割り付け候補は、重みの再評価結果として経験則データベースに学習して次回の割り付け候補作成時に使用する。
(もっと読む)
生産効率化装置、生産効率化方法、コンピュータプログラム
【課題】被処理体に対する処理効率を向上させることができる生産効率化装置を提供する。
【解決手段】被処理体を処理する複数の処理装置2との間で情報を通信する第1通信手段と、前記複数の処理装置2間で被処理体を搬送する搬送装置32を有する搬送システム3との間で、該搬送装置32の制御に関わる制御情報を通信する第2通信手段と、前記第1通信手段にて通信した情報に基づいて、該情報の通信先の処理装置2が処理済の被処理体に対する搬出および未処理の処理体の搬入を要する搬送時機を予測する手段と、該手段が予測した搬送時機に前記情報の通信先の処理装置2へ前記搬送装置32が到着するように前記搬送システムへの制御情報を生成する生成手段とを生産効率化装置1に備える。
(もっと読む)
生産能力評価装置、生産能力評価方法および生産能力評価プログラム
【課題】好適なシミュレーションの期間を設定して生産設備の生産能力を評価すること。
【解決手段】本発明に係る生産能力評価装置は、生産設備によって生産されるそれぞれの製品の生産量を、シミュレーションによって期間毎に算出する生産量シミュレート部と、生産量シミュレート部によって算出される生産量に基づいて、最初の期間からそれぞれの期間までにおける1期間あたりの生産量の平均値を製品毎に算出する生産量平均値算出部と、生産量平均値算出部によって算出されるそれぞれの製品の生産量の平均値の変動量に基づいて生産量シミュレート部によるシミュレーションを終了させる終了判定部と、生産量平均値算出部によって算出されるそれぞれの製品の生産量の平均値に基づいて生産設備がそれぞれの製品を生産する生産能力を算出する評価結果算出部とを備える。
(もっと読む)
作業管理装置および作業管理プログラム
【課題】作業の進捗状況に応じて作業全体を効率よく実施させること。
【解決手段】工程毎に実施される作業を管理する作業管理装置10は、作業対象の物品に対して実施される工程に関する情報と、各工程において使用可能な設備に関する情報とに基づいて、工程の実施順序と各工程において使用すべき設備とを定めた作業計画情報を作成する作業計画作成部と、作業計画作成部によって作成された作業計画情報と、各工程の作業内容が定義された情報とに基づいて、物品毎に各工程で実施すべき作業内容と各工程において使用すべき設備とを指示する作業指示情報を生成する作業指示作成部とを備える。
(もっと読む)
生産ライン進捗情報表示ステム、生産ライン進捗情報表示プログラム
【課題】各生産部の生産部表示手段の表示情報の管理が容易であり、かつ、管理表示部に対して、各生産部の生産部生産能率をわかりやすい態様で表示できる生産ライン進捗情報表示ステム、生産ライン進捗情報表示プログラムを提供する。
【解決手段】生産ライン管理部30は、各封筒排出検出部15から取得した生産完了情報に基づいて、現生産数B1を封入機10毎に求める現生産数算出部41と、各封入機10の進捗情報を算出する進捗情報算出部42と、現生産数B1と経過時間情報とに基づいて、各封入機10のA能率、C能率を算出する運転時間算出部43、A能率算出部44、C能率算出部45と、各封入機モニタ13に対して、進捗情報を出力し、管理モニタ32に対して、A能率、C能率を出力する表示制御部46とを備える。
(もっと読む)
電子部品実装装置のライン制御装置
【課題】生産設備のいずれか1つの生産ラインで生産できない電子回路基板であっても、複数の生産ラインを組み合わせて生産することができる場合に、生産ライン投入への前後関係を厳密にチェックしながら生産を行うことができる。
【解決手段】電子部品実装装置のライン制御装置において、各生産ライン中で最も始めの電子部品実装装置の入側に設けられた、搬入する電子回路基板をそれぞれ識別するための識別子を読み取る手段と、読み取られた識別子情報に基づいて、前記電子回路基板の各生産ラインへの投入順序を含む生産履歴情報を保存する手段と、前記識別子により識別された今回の電子回路基板の当該生産ラインへの投入順序が、生産条件で設定された当該生産ラインへの投入順序と一致しているかどうかをチェックする手段と、を備える。
(もっと読む)
データ処理装置及びシステム
【課題】シミュレーションの対象となるシステムの変更などに効率良く対応できるデータ処理装置およびデータ処理装置からなるシステムを提供する。
【解決手段】実作業を行う動作機構501を有する作業装置2に対応付けられたデータ処理装置(制御部502)であって、自己が対応付けられた動作機構501の実作業に関する管理情報を記憶する管理情報記憶部504と、実作業の完了予定時刻Tを記憶する完了予定時刻記憶部508と、完了予定時刻Tを変更する完了予定時刻変更部509と、各々の作業装置2に共通する共通時刻Wを記憶する共通時刻記憶部510と、複数の作業装置2の間で、完了予定時刻記憶部508に記憶された完了予定時刻Tの順位Pを決定する順位決定部511と、順位Pを記憶する順位記憶部512を有する。
(もっと読む)
製造ライン監視システム
【課題】製造ライン監視システムにおいて、各製造設備の正確な稼働率を把握することを第1の目的とし、アラームが報告された複数の製造設備に対してどの製造設備を優先処理するのかの判断をしやすくすることを第2の目的とする。
【解決手段】上位ホスト100は各製造設備300から報告されるアラーム文字情報に対する故障状態を製造設備300毎に故障定義情報部130に登録している。そして、上位ホスト100は、製造設備300からアラーム文字情報が報告されると故障定義情報部130に登録された故障状態を基に故障扱いとするか否かを判定し、アラーム文字情報の内容が故障扱いアラームであると判定した場合には製造設備300からの設備状態の通知が故障でなくても上位ホスト100側が設備状態を故障扱いとする。また、設備状態表示部210と稼働率表示部220とを1つの画面201に並列表示する。
(もっと読む)
41 - 60 / 420
[ Back to top ]