
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
61 - 80 / 420
製造ライン監視システム
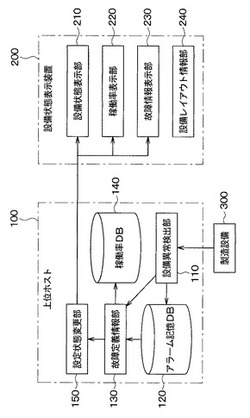
【課題】製造ライン監視システムにおいて、各製造設備の正確な稼働率を把握することを第1の目的とし、アラームが報告された複数の製造設備に対してどの製造設備を優先処理するのかの判断をしやすくすることを第2の目的とする。
【解決手段】上位ホスト100は各製造設備300から報告されるアラーム文字情報に対する故障状態を製造設備300毎に故障定義情報部130に登録している。そして、上位ホスト100は、製造設備300からアラーム文字情報が報告されると故障定義情報部130に登録された故障状態を基に故障扱いとするか否かを判定し、アラーム文字情報の内容が故障扱いアラームであると判定した場合には製造設備300からの設備状態の通知が故障でなくても上位ホスト100側が設備状態を故障扱いとする。また、設備状態表示部210と稼働率表示部220とを1つの画面201に並列表示する。
(もっと読む)
生産管理システム

【課題】希少機種の受注を、受注データを受信した時点で判断し、早期の部品調達、不良を抑制する生産支援を行うことができる生産管理システムを得ること。
【解決手段】複数の機種の製品を受注する受注システム1と、複数の機種の製品の各々の仕様を決定する設計システム2とに接続され、受注システム1において受注された各製品の製造工程を、設計システム2から受信した仕様情報に基づいて管理する生産管理システム4であって、受注システム1において新規に受注された製品と同じ機種の製品が、新規の受注がなされた時刻から一定期間前までの間に、受注システム1において受注されていない場合に、予め定められた注意喚起動作を行うメール送信処理部7、進捗完了インプット処理部8及び工作機械制御処理部9を有する。
(もっと読む)
生産計画方法および装置
【課題】複数の通過工程からなる製品製造プロセスにおける生産計画方法であって、製造条件同士の品質への交互作用も考慮した制約条件の定式化、ならびに品質のグレードに応じて制約条件を変化させる柔軟な生産計画の立案ができる、生産計画方法および装置を提供することを課題とする。
【解決手段】ロットを作るタイミング毎にそれまでの製造実績データと生産計画対象となる製品データとを読み込む、情報読込ステップと、読み込んだ製造実績データの内、品質を満足するデータと品質を満足しないデータとを分離する新たな制約式を求める、制約条件決定ステップと、前記新たな制約式に基いて定式化した最適化問題の解を求め生産計画とする、生産計画立案ステップと、求めた生産計画データベースに書き込む、情報書込ステップと、情報表示ステップと、調整係数の入力を受け持つ係数入力ステップとを有する。
(もっと読む)
生産設備および生産システム
【課題】生産ラインの構築および構成変更時のプログラム作成および修正の必要がなく、柔軟に切り離しおよび組み替えが可能な生産設備および生産システムを提供する。
【解決手段】生産設備1と生産設備1aの間でワークを授受する際に、ワーク搬送の協調に必要な情報およびワークに対する作業の動作制御に必要な情報を連携情報として生産設備1と生産設備1aとの間で授受する。作業制御手段4は他の生産設備1aから移動してきたワークに対する自生産設備1の作業を、同じく他の生産設備1aから取得した連携情報を用いて制御する。
(もっと読む)
製造プロセスの操業支援装置、方法及びプログラム
【課題】連続する製造物が連続的に流れる製造プロセスを離散モデリングし、その離散モデルを利用して製造プロセスの操業を支援できるようにする。
【解決手段】連続鋳造プロセスを製造物の流れ方向に複数のステージに分け、ステージ毎に製造物の属性の状態遷移モデルと設備の状態遷移モデルとを作成し、各ステージ内での影響関係を定義して離散モデリングする。可到達木作成部2は、その離散モデルを用いて、ステージ毎に初期状態を設定し、当該初期状態から到達可能な状態を示す各ステージの状態遷移図である可到達木を作成し、全体可到達木作成部3は、可到達木作成部2により作成した全ステージの可到達木を用いて、連続プロセス全体の可到達木を作成する。そして、リスクマトリクス作成部4は、全体可到達木作成部3により作成した連続鋳造プロセス全体の可到達木を用いて、発生確度と危険度との関係を表わすリスクマトリクスを作成する。
(もっと読む)
出鋼圧延計画立案装置、出鋼圧延計画立案方法、及びコンピュータプログラム
【課題】 圧延日ベースで製造負荷を平準化することと、納期を遵守することと、製鋼工程における異鋼種継目数を最小化することとを実現する出鋼−圧延計画を立案する。
【解決手段】 全鋼種圧延T/H1100を用いて、キャスト別・圧延計画日別のキャスト数を算出する。これを入力として、異鋼種継目数の最小化と、圧延計画日を基準とした各精整工程における精整負荷の平準化と、圧延期限日の遵守に関する評価が高いほど値が小さく又は大きくなる評価関数JAの最適化計算(1回目の最適化計算)を行う。その最適化計算で得られたキャスト別・鋼種別・圧延計画日別のチャージ数を入力として、圧延計画日を基準とした各精整工程における精整負荷の平準化と、圧延期限日の遵守に関する評価が高いほど値が小さく又は大きくなる評価関数JBの最適化計算(2回目の最適化計算)を行う。2回目の最適化計算の結果から、各注文に、キャストと圧延計画日とを割り当てる。
(もっと読む)
情報処理装置、その制御方法及びプログラム
【課題】情報処理装置において生産計画を立案する場合に、複数の作業が存在する工程で使用する中間品の納期において、中間品の滞留を低減することの可能な情報処理装置、その制御方法及びプログラムを提供すること。
【解決手段】複数作業が存在する工程において必要な中間品を記憶しておき、当該中間品の納期を当該中間品が投入されるべき作業の開始日時に設定する。また、当該中間品を作成する機器の能力値を考慮する。このようにすることで、必要な中間品を必要なタイミングで投入することができ、無駄な在庫滞留を発生させない効果を奏する。
(もっと読む)
機器管理装置及び記録媒体
【課題】複数のフィールド機器に共通するパラメータを容易に設定することができ、これによりプラント等の安定性及び効率の向上を図ることができる機器管理装置等を提供する。
【解決手段】機器管理装置2は、フィールド機器1a〜1cの管理及び制御を行う管理制御部10と、フィールド機器1a〜1c毎に設けられて管理制御部10の指示に応じてフィールド機器1a〜1cを操作するDTM30a〜30cと、管理制御部10によって指示される複数のフィールド機器に対して共通パラメータの設定を指示するパラメータ設定部21と、パラメータ設定部21の指示に基づいてフィールド機器毎に設けられたDTMにフィールド機器をそれぞれ操作させ、フィールド機器に対する共通パラメータの設定を順次実行させる仮想DTM22とを備える。
(もっと読む)
生産システム
【課題】作業者に異常が発生した生産装置を正確に認識させ異常に対処する処理作業に迅速に着手させることができる生産システムを提供すること。
【解決手段】統括制御装置4は、複数の制御装置3から複数の異なる異常を示す情報を取得したとき、予め記憶している異常の種類に基づいて、複数の異なる処理作業についての優先順位を決定し、さらに優先順位に応じて複数の処理作業の優先実行順位を決定する。そして、優先実行順位のうち最も優先実行順位が高い処理作業、および該処理作業が実行されるべき生産装置2を示す優先処理情報を複数の制御装置3の各表示装置5に表示するようにしている。よって、作業者は、異常が発生した生産装置2を全ての生産装置2において正確に認識することができ、異常に対処する処理作業に迅速に着手することができる。
(もっと読む)
作業情報記録装置、並びにその制御方法および制御プログラム
【課題】作業時刻の精度の低下を抑制することができる作業情報記録装置を提供する。
【解決手段】作業情報記録装置11は、生産ラインにて作業者が行う作業に係る情報である作業情報を記録デバイスに記録するものである。作業情報記録装置11は、作業者が押しボタンを押したことを検出する押しボタンスイッチ14と、作業者からの操作を受け付ける操作部22と、押しボタンスイッチ14の検出により、作業の終了時刻を取得する時刻取得部30と、時刻取得部30が作業の終了時刻を取得した後に、作業の内容を示す内容情報を、操作部22を介して取得する内容取得部31と、時刻取得部30が取得した終了時刻と、内容取得部31が取得した内容情報とを含む作業情報を作成する作業情報作成部32とを備える。
(もっと読む)
生産枚数情報生成方法および生産枚数情報生成装置
【課題】2つの搬送レーンを有する実装ラインにおける、段取り替えによる生産効率の低下を抑制するための生産枚数情報生成方法を提供すること。
【解決手段】複数の第一実装ユニットそれぞれの、部品実装の対象の基板が第一基板から第二基板に切り替わる場合の段取り時間のうちの最大の段取り時間である第一最大時間を取得する最大段取り時間取得ステップ(S100)と、第一最大時間に対応する第一実装ユニットに対向する第二実装ユニットにおける第一単位生産時間を取得する単位生産時間取得ステップ(S110)と、第一最大時間を第一単位生産時間で除した値を用いて、第一搬送レーンに投入すべき第一基板の枚数である第一生産枚数と、第二搬送レーンに投入すべき第一基板の枚数である第二生産枚数との差分を示す生産枚数情報を生成する生成ステップ(S120)と、生産枚数情報を出力する出力ステップ(S130)とを含む生産枚数情報生成方法。
(もっと読む)
プラント情報の管理装置
【課題】情報量が膨大となることなく部品情報及び作業情報を統合的に管理可能で、且つ異なる階層の部品情報及び作業情報であってもこれらを一律に管理することができるプラント情報の管理装置を提供する。
【解決手段】入力手段と演算手段と出力手段とを有し、プラントを構成する部品情報と作業情報とを統合的に管理するプラント情報の管理装置において、プラントを構成する共通部品情報に部品コードが対応付けられた部品コードデータベース、及び作業情報のうち動作を示す共通動詞情報に動詞コードが対応付けられた動詞コードデータベースを含むデータ格納手段を有し、前記演算手段は、部品情報又は動詞情報を共通化する部品・動詞共通化部を含み、前記部品・動詞共通化部で共通化された部品情報及び動詞情報に基づいて部品コードデータベース又は動詞コードデータベースから該当する部品コード及び動詞コードを抽出し、該部品コードと動詞コードとを組み合わせて工事計画又は見積り表又は日報等の作成情報に付加させる構成とした。
(もっと読む)
部品実装方法、および、部品実装システム
【課題】実装ラインの稼働効率の低下を抑制しうる効率の良い段取り替えタイミングの報知。
【解決手段】実装ラインにおいて、第一基板201から第二基板202へ切り替わる際に、部品実装装置101の内のいずれか一つである着目装置131を第二基板202が実装できるように段取り替えする時間を取得する段取り時間取得ステップと、着目装置131よりも上流にある部品実装装置101が第二基板202の処理を開始してから着目装置131に到達するまでの時間を取得する到達時間取得ステップと、段取り時間を超える到達時間に対応する部品実装装置101を特定装置132として特定する特定ステップと、特定装置132に第二基板202が搬送される際に、着目装置131の段取り替えの開始情報を報知する報知ステップとを含む。
(もっと読む)
生産管理装置、生産管理システム、生産管理装置の制御方法、制御プログラム、および、記録媒体
【課題】生産装置の状態を適正に判定することにより、消費資源の無駄を正しく判別することを可能にする。
【解決手段】本発明に係る生産管理装置1は、資源(電力など)を消費することにより生産環境の物理量(温度など)を変化させて生産を行う生産装置の状態を監視する生産管理装置1において、上記生産装置が上記資源を消費することにより変化させた生産環境の物理量を環境変化物理量として取得し、取得した環境変化物理量に応じて、上記生産装置の状態を判定する状態判定部30を備えていることを特徴としている。
(もっと読む)
二酸化炭素排出量算出装置および二酸化炭素排出量算出方法
【課題】製品の生産時に消費されるエネルギーに関わる二酸化炭素排出量を、設備施設にあわせてさらに精度よく算出することができる二酸化炭素排出量算出装置を提供する。
【解決手段】二酸化炭素排出量算出装置100は、ユーティリティ管理装置200、資材管理装置400、ファシリティ管理装置500、製造実行管理装置300からの各装置に記録管理された各実績から二酸化炭素排出量を計算する排出量算出手段と、該排出量算出手段で算出した二酸化炭素排出量を製品一単位量に配賦する排出量配賦手段とを備え、配賦した二酸化炭素排出量データをロット固有データとして管理し、ユーティリティ管理装置200から滞留部を持つユーティリティ設備に流入する用役の流量および流出する用役の流量のデータを取得し、滞留により用役の生産と使用に時間差が生じる場合を考慮して二酸化炭素排出量原単位を計算する排出量原単位計算手段123を有する。
(もっと読む)
生産計画作成方法及び生産計画作成プログラム、並びに生産計画作成装置
【課題】多少の工程能力の超過を許容しつつ、オーダーの納期を遵守した生産計画を作成する。
【解決手段】計算機において、設備単位で取得したオーダー情報から各オーダーの負荷を納期のセグメントに山積みし、時間軸の未来方向に負荷を累積した負荷累積を計算する(S1〜3)。開始セグメントを固定した所定期間の幅を変化させつつ、変化率が最大値となる期間とその最大値とを計算する操作を繰り返し、負荷累積調整結果を出力する(S5)。負荷累積調整結果に基づいた設備間での負荷移動を繰り返し実行し(S6〜S11)、負荷累積調整結果が改善されず設備間での負荷移動をしないと判断された場合に、負荷累積調整結果に基づいて負荷の山崩しを行う(S12)。
(もっと読む)
熱処理工程の効率化システム
【課題】熱処理をする部品の、仕分け作業やバッチ組み作業を効率的に行う。
【解決手段】部品Wと共に受け付けた帳票S/Oに記載されている、部品の性状特性を示すバーコードをバーコードリーダ11により読み取る。演算処理部12は、仕分け条件データベース部15に記憶されている、仕分け条件データベースを参照することにより、表示部14に、部品Wの性状特性(部品種別温度、材質、形状、板厚)と、この性状特性に対応する熱処理条件(熱処理温度、最小熱処理時間、最大熱処理時間)と、仕分けラックを表示する。この表示を見ることにより、熱処理をする部品を、熱処理条件に応じて、容易かつ正確に、仕分けすることができる。
(もっと読む)
基板処理装置
【課題】短時間に大量の事象が発生した場合にも送信側の制御コントローラは次々に通知メッセージを送信することを可能とした基板処理装置を提供する。
【解決手段】複数の制御コントローラと、該制御コントローラに制御され、所定の工程を実行するアクチュエータと、工程の実行状態を検知するセンサと、前記センサからの検知結果を含むメッセージに所定の処理をして送信する通信制御部51を備えた基板処理装置1a〜1nであって、通信制御部は、所定のメッセージ処理を行う受信メッセージ処理部と前記センサからの検知結果を受信し前記受信メッセージに通知する送信メッセージ処理部とを有し、前記受信メッセージ処理部は、前記メッセージを一時的に格納する一時格納手段を有する。
(もっと読む)
生産計画作成方法及び生産計画作成プログラム、並びに生産計画作成装置
【課題】多少の工程能力の超過を許容しつつ、オーダーの着手時期と納期を遵守した生産計画を作成する。
【解決手段】計算機において、オーダー情報を登録し(STEP1)、各オーダーの負荷を納期の時間区間に山積みし、時間軸の未来方向に負荷を累積した納期負荷累積を計算し(STEP2〜3)、各オーダーの負荷を着手時期の時間区間に山積みし、時間軸の未来方向に負荷を累積した着手負荷累積を計算する(STEP4〜5)。納期累積生産量不等式制約、最終累積生産量等式制約及び着手累積生産量不等式制約を満たしながら、生産量の変動が最小となる各時間区間の生産量を決定し、生産量を工程能力とみなして負荷の再割り当てを行う(STEP6〜7)。
(もっと読む)
製造作業または工程の実行を調整するためのシステムおよび方法
【課題】3次元外部構造特性を有する構成要素の製造システムおよび製造方法を提供する。
【解決手段】システム100の一実施形態は、(a)構成要素を加工するための複数の製造作業105、110、116、120と、(b)構成要素データセット103、108、114、118を生成するために、1つまたは複数の製造作業の実行後、前記構成要素101の少なくとも1つの特性を分析する102、107、113、117少なくとも1つの分析装置と、(c)前記生成された構成要素データセットを保存し、累積構成要素データの少なくとも関連部分を提供する106、111、112、121、122、123少なくとも1つのデータ記憶装置と、(d)累積構成要素データ前記少なくとも関連部分を1つまたは複数の製造作業に送信し、その実行が累積構成要素データの前記送信された部分に応じて調整されることを可能にする少なくとも1つの通信機構とを含む。
(もっと読む)
61 - 80 / 420
[ Back to top ]