
Fターム[3D201AA37]の内容
Fターム[3D201AA37]に分類される特許
81 - 100 / 413
成形ビードに部品を取り付ける方法、成形ビードに部品を取り付けるための中間取付装置、グレージング板、および前記装置の使用
本発明は、成形ビード(3)の一部の上に、特に中間取付装置を介してグレージング板(4)の周囲に取り付けられる成形ビードの一部の上にトリム(2’)などのインサートを取り付けるための方法に関し、前記中間取付装置は、前記成形ビード(3)との係合を可能にすることが意図される少なくとも1つの上流の係合部分と、前記インサートとの係合を可能にすることが意図される下流の係合部分とを有する少なくとも1つのクリップ(5)を備え、前記方法は、前記成形ビード(3)の上に前記中間取付装置を取り付けるステップを含む。中間取付装置は、複数の変形可能な接続タブ(10)を有する上流の係合部分を備え、前記タブは、取付ステップ中に前記成形ビード(3)の材料に貫入するように、2つの反対の方向に前記成形ビード(3)の材料の方向に前記タブ(10)の端部に力を加えることによって変形される。 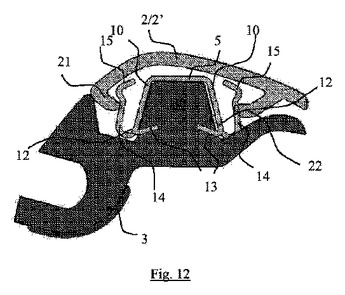 (もっと読む)
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
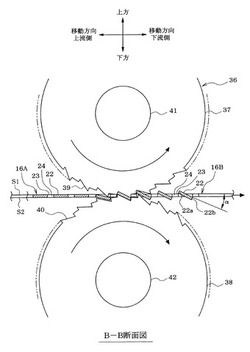
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】打ち抜き加工により芯材素材の長手方向に所定間隔で複数の空間部24を形成することで長手方向に芯材片部22と空間部24とを交互に設けた芯材16を形成し、この芯材16が横断面U字状にロール成形加工される前に、芯材16に予備捻り加工を施して、予め特定方向(ロール成形加工によって芯材片部22が捩れ変形する方向と逆方向)に芯材片部22を捻り塑性変形させておくことで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
自動車用ウェザーストリップの取付構造

【課題】見栄え良くするとともに、取付作業性に優れる自動車用ウェザーストリップの取付構造を提供する。
【解決手段】ボディパネル1のドア開口縁車内側とドアサッシュ3の車内側突出部3Aとの間をシールするインナーシール部51と、車内側突出部3Aから車外側に延びる外周部位3Bの外周側に取付けられボディパネル1に弾接するアウターシール部52,53を備え、ドアサッシュ3の車内側突出部3Aとそれに連設した外周部位3Bの表面を一体的に覆うように内装材50を取付けるとともに、内装材50にインナーシール部51とアウターシール部52,53の付け根部を一体成形した。
(もっと読む)
自動車用ウェザーストリップの取付構造
【課題】軽量で、生産性に優れ、取付け作業性にも優れる自動車用ウェザーストリップの取付構造を提供する。
【解決手段】樹脂製の内装材10が施されたボディパネル1のドア開口縁に形成されたフランジ2に沿って取付けられる取付基部21と、その取付基部21の車外側に一体成形されドアパネル3に弾接する中空シール部22を備えるウェザーストリップ20の取付構造であって、内装材10を、フランジ2の車外側に屈曲させて延長し、その延長部12をフランジ2の車外側面に沿って配置するとともに、内装材10の延長部12の車外側面に沿って、ウェザーストリップ20の取付基部21を配置し、取付基部21を延長部12に固定した。
(もっと読む)
クォータードアガラスとクォーターウエザストリップの製造方法
【課題】生産性が高く、見栄えのよいクォータードアガラスとクォーターウエザストリップの製造方法の提供。
【解決手段】クォーター部材成形金型40は、ガラスキャビティー44と、ウエザストリップキャビティー43とが設けられる。ガラスキャビティー44に、ガラスダミー部材50と、ガラスダミー部材50の上にコーティング部材30を重ねては位置し、ウエザストリップキャビティー43内に、ガラスダミー部材50とコーティング部材30の外周部を突出させる。クォーターウエザストリップ20をガラスダミー部材50とコーティング部30材の外周を覆って形成する。ガラスダミー部材50を外し、ガラスキャビティー44へ合成樹脂を注入してクォータードアガラス6を成形したクォータードアガラス6とクォーターウエザストリップ20の製造方法である。
(もっと読む)
自動車用ウェザーストリップの取付構造
【課題】ドアサッシュの軽量化を図るとともに、取付作業性に優れる自動車用ウェザーストリップの取付構造を提供する。
【解決手段】ボディパネル1のドア開口縁車内側とドアサッシュ50の車内側突出部50Aの間をシールするインナーシール部51と、車内側突出部50Aに連設して車外側に延びる車外側部位50Bの外周側に取付けられ、ボディパネル1のドア開口縁車外側に弾接するアウターシール部52,53と、車外側部位50Bの内周側に取付けられ、ドアガラス4の車内側及び車外側に摺接する車内側リップ部54及び車外側リップ部55が設けられたグラスランを備える構造であって、ドアサッシュ50を樹脂製の一体成形品とするとともに、ドアサッシュ50に、インナーシール部51とアウターシール部52,53と車内側リップ部54及び車外側リップ部55の付け根部をそれぞれ一体成形した。
(もっと読む)
ガラスランとクォーターウエザストリップの一体成形品とその製造方法
【課題】強度が充分で、生産性が高く、見栄えのよいクォーターウエザストリップとクォーターウエザストリップの一体成形品を得る。
【解決手段】ガラスラン10とクォーターウエザストリップ20の一体成形品において、ガラスランの縦辺部10cは、クォーターウエザストリップと、デビジョンバー3と一体的に形成される。デビジョンバー3はガラスランの底壁13に埋設又は密着され、長手方向に分割して、外側デビジョンバー3aと内側デビジョンバー3bとから形成される。外側デビジョンバーと内側デビジョンバーは、成形時は車外側側壁11と車内側側壁12がハ字形に互いに開いて形成され、組付け時には車外側側壁11と車内側側壁12が互いに断面略コ字形に閉じられるようデビジョンバーの長手方向の端部で保持されるガラスランとクォーターウエザストリップの一体成形品とその製造方法である。
(もっと読む)
ウエザストリップ
【課題】トリム部内においてガス溜まりが発生してしまうことを防止でき、ひいては外観品質の低下をより確実に防止するウエザストリップを提供する。
【解決手段】ウエザストリップは、発泡ゴムからなるトリム部と、トリム部から突出形成された中空状のシール部と、複数の短冊状の骨片部31を有し、トリム部内に埋設されるインサート14とを備える。トリム部は、インサート14を覆うようにして押出成形された未加硫の発泡ゴムに対して加硫処理を施すことによって形成され、インサート14は各骨片部31同士を連結する複数のセンターボンド部32を有する。少なくとも骨片部31のうちセンターボンド部32に挟まれる部位と、センターボンド部32とから構成され、インサート14の長手方向に延びる部位の表面に粗面化加工が施され、粗面化加工を施された部位表面の最大高さ粗さRmが50μm以上500μm以下とされる。
(もっと読む)
ウエザストリップ
【課題】トリム部内においてガス溜まりが発生してしまうことを防止でき、ひいては外観品質の低下を防止する。
【解決手段】ウエザストリップ4は、フランジ23に保持されるとともに、EPDM微発泡ゴムからなるトリム部5と、当該トリム部5から突出して設けられ、ドア閉時にドアの周縁に圧接されるシール部6と、複数の短冊状の骨片部31を有し、前記トリム部5内に埋設されるインサート14とを備える。前記トリム部5は、インサート14を覆うようにして押出成形された未加硫のEPDM微発泡ゴムに対して加硫処理を施すことで形成される。また、各骨片部31同士はセンターボンド部32で連結される。加えて、少なくとも各骨片部31のうち各センターボンド32間に位置する部位及び各センターボンド部32が、EPDMソリッドゴムからなる被覆膜51によって被覆される。
(もっと読む)
車両ドアサッシュのフレーム構造
【課題】車両ドアの窓開口を形成するドアサッシュと、該ドアサッシュにガイドされる窓ガラスのガラスランとを有する車両ドアサッシュのフレーム構造において、ドアサッシュとガラスランと結合性、組立性に優れ、長期に渡り両者の間に雨水が浸入するおそれがないドアサッシュのフレーム構造を得る。
【解決手段】金属材料から形成することが技術的に常識であったドアサッシュを合成樹脂材料から構成し、合成樹脂製のガラスランとともに、一体に成形した車両ドアサッシュのフレーム構造。
(もっと読む)
ウエザストリップ
【課題】特に分離タイプのインサートを有するウエザストリップにおいて、トリム部内にガス溜まりが発生してしまうことを防止し、ひいては外観品質の低下を防止する。
【解決手段】ウエザストリップは、発泡ゴムからなるトリム部と、中空状のシール部とを備える。また、トリム部内には、互いに略平行に配設された複数の骨片部32を有するインサート10が埋設される。トリム部は、インサート10を覆うようにして押出成形された未加硫の発泡ゴムに加硫処理を施すことで形成される。加硫処理時において、骨片部32は連結部33によって連結されるとともに、加硫処理の後、連結部33のうちの切断予定部が切断される。骨片部32のうち連結部33に挟まれる部位と連結部33とによって構成され、インサート10の長手方向に延びる帯状部のうち、切断予定部を除く部位にインサート10の長手方向に沿う複数の透孔35が設けられる。
(もっと読む)
自動車用ガラスラン
【課題】ガラスランの製造が容易で、ドアフレームに取付けが容易で、ドアフレームから外れ難い、ガラスランを提供する。
【解決手段】ガラスラン10は、直線部11とコーナー部12を有する。直線部は、車外側シールリップ21及び車内側シールリップ31又はそのそれぞれの付根部22、32がオレフィン系熱可塑性エラストマーで形成されるとともに、車外側側壁20及び車内側側壁30が底壁40と連続する少なくとも一方の連結部26、36がオレフィン系熱可塑性エラストマーで形成される。連結部を除く、車外側側壁と、車内側側壁と、底壁は、ポリプロピレン樹脂で形成される。コーナー部は、全体がオレフィン系熱可塑性エラストマーで形成される。直線部は、上辺部では、自動車の前後方向に湾曲して取付けられ、縦辺部では、上下方向にドアフレームに沿って湾曲して取付けられた自動車用ガラスランである。
(もっと読む)
ガラスランの取付構造
【課題】意匠リップの口開きを防止するとともに、上辺部の下縁部が波打つようにして変形してしまうといった事態を防止することのできるガラスランの取付構造を提供する。
【解決手段】ガラスラン1は、基底部14と、基底部14から延びる側壁部15、16とを具備する断面略コ字状の本体部11と、ドアガラスDGの内外面をシールするシールリップ12、13と、側壁部15、16との間に、窓部の外周に沿って設けられるフランジ部65a、66bを挟み込む意匠リップ17、18とを備える。また、ガラスラン1のうち窓部の閉鎖時においてドアガラスDGの上縁部に押圧される押出成形部2の基底部14を支持して、押出成形部2の上方への変位を規制するストッパ部材31が設けられている。ストッパ部材31は、車幅方向において、基底部14と当接可能な突部37が、車内側側壁部16と車外側側壁部15との間の範囲に収まるように設けられている。
(もっと読む)
ガラスラン
【課題】ドアガラスが車幅方向に振動する等して、シールリップがドアガラスから離間する際に発生するおそれのある異音をより確実に抑制することのできるガラスランを提供する。
【解決手段】ガラスラン1は、チャンネル部DCに取着され、基底部14と、基底部14から延びる車外側側壁部15及び車内側側壁部16とを具備する断面略コ字状の本体部11と、両側壁部15、16の先端部から本体部11内側に向けて延びる車外側シールリップ12及び車内側シールリップ13とを備える。また、ガラスラン1のうち昇降するドアガラスDGの前縁部及び後縁部に対応する部位(押出成形部4)における車外側シールリップ12は、車内側かつ基底部14側に向けて直線状に延出形成されるとともに、当該車外側シールリップ12には、延出方向中間位置において、本体部11の長手方向に沿って車内側に突出形成された突条部31が1本だけ設けられている。
(もっと読む)
ドアウエザストリップ
【課題】自動車の車体及びドアのデザインに応じた、製造が容易で、コストも低い自動車用ドアウエザストリップを提供する。
【解決手段】ドアウエザストリップ10は、上辺部と縦辺部とコーナー部からなる。上辺部、縦辺部及びコーナー部は、車外側ウエザストリップ20と車内側ウエザストリップ30及びウエザストリップ連結部40から構成される。車外側ウエザストリップ20は、車外側取付基部21と車外側シール部22から形成される。コーナー部と連続する側において、上辺部の車外側ウエザストリップ20の車外側取付基部21の側端側の一部を切り欠いて、その切り欠き部分を型成形で形成した車外側取付基部型成形部25を有する。車外側取付基部型成形部25とは別に型成形して、その後成形した縦辺部と上辺部を接続したコーナー部を有するドアウエザストリップである。
(もっと読む)
ガラスラン
【課題】取付部に対して車幅方向に湾曲されて取付けられる部位のシールリップの変形を抑制し、シール性の低下を防止することのできるガラスランを提供する。
【解決手段】ガラスランは、断面略コ字状をなす本体部11と、本体部11の内側に延びる車外側シールリップ12及び車内側シールリップ13とを備え、ドアフレームの内周に沿って設けられ、車内側に傾斜するようにして湾曲形成されるチャンネル部DCに対して本体部11が取着されている。また、ガラスランは、型成形により、上辺部、前縦辺部、及び後縦辺部4とを具備する長手方向全域が一体的に形成される。さらに、チャンネル部DCに取付けられたガラスラン(後縦辺部4)を前後方向から見たときの曲率半径が最も小さくなる最小曲率部位33に関しては、その他の一般部位に比べ、車外側シールリップ12及び車内側シールリップ13の付根部が厚肉に構成されている。
(もっと読む)
グラスラン
【課題】スライドガラスの建て付けがばらついても、グラスラン本来の機能であるシール性を損なうことなくスライドガラス閉止時のいわゆる底付き音を確実且つ十分に低減できるグラスランを提供する。
【解決手段】ドアガラスの上端部を受容する型成形上辺部10aの底壁13cに、その型成形上辺部10aの開口端側に向かって当該型成形上辺部10aと第1押出成形部6との接続部11側に傾斜した緩衝リップ17が、型成形上辺部10aの長手方向で複数突設されており、それら各緩衝リップ17と型成形上辺部10aの両側壁13aとの間にはそれぞれ間隙が設けられている。各緩衝リップ17は、ドアガラス上昇時にそのドアガラスの上端部を受け止め、両側壁13aの変形を伴わずに底壁13c側へ撓み変形する。
(もっと読む)
グラスランのコーナー部構造
【課題】サッシュ上辺部に対してグラスラン上辺部が相対的に長い場合であっても、外観品質やシール性の低下を招くことなく、グラスラン上辺部をサッシュ上辺部に無理なく装着できるようにしたグラスランのコーナー部構造を提供する。
【解決手段】グラスラン上辺部6とグラスラン縦辺部8を接続する型成形部10のうち、グラスラン上辺部6の延長線上に延びる型成形上辺部10aの両側壁12aに、その両側壁12aの内面側から凹設した肉抜部16を多数設ける。各肉抜部16は、それぞれ独立したスポット状をなしており、型成形上辺部10aのうち両側壁12a内面の略全面にわたってマトリックス状に配列されている。これにより、型成形上辺部10aをグラスラン上辺部6の長手方向で圧縮変形容易にした。
(もっと読む)
フィルム付き一体形ガラス走行部・上側窓枠
窓開口を画定するヘッダ部を有する自動車ドアフレームのための一体形窓枠成形品が提供される。一体形窓枠成形品は、ヘッダ部に取り付けられるようになった上側窓枠を有する。上側窓枠は、ヘッダ部の外側に設けられた窓枠面を有する。窓枠が窓枠面に沿って固定される。一体形窓枠成形品は、上側窓枠と同時押出成形されたガラス走行部を更に有する。ガラス走行部は、窓ガラスに係合可能な窓受入れチャネルを有する。一体形窓枠成形品は、様々な可撓性及び耐久性に関する要件を満たすようジュロメータ硬度値が異なる熱可塑性加硫ゴムから押出部材として形成される。 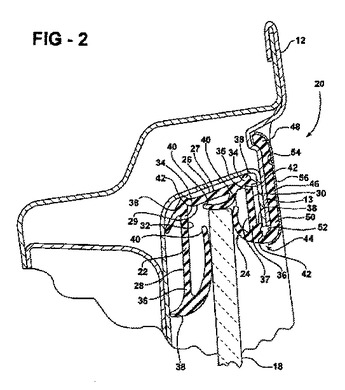 (もっと読む)
(もっと読む)
自動車ドアのシール部材
【課題】ゴムを含有することに起因する光沢の低下、劣化による見栄えの悪化、ゴムに異物が混入することに起因する歩留まりの低下、リサイクルに不向きであるといった問題に対応した自動車ドアのシール部材の提供。
【解決手段】ドア本体D3に嵌合する嵌合部11と、ドア本体D3とドアガラスGとの間をシールするシール部12とを一体に有する自動車ドアのシール部材10であって、シール部12の少なくともドアガラス外面側部分と嵌合部11の少なくとも一部とをなす芯材13と、シール部12の一部をなすランチャンネル部14とを有し、芯材13とランチャンネル部14とが熱可塑性樹脂によって形成されている自動車ドアのシール部材10。
(もっと読む)
81 - 100 / 413
[ Back to top ]