
Fターム[3E033FA10]の内容
Fターム[3E033FA10]に分類される特許
1 - 20 / 106
発泡延伸容器及びその製造方法
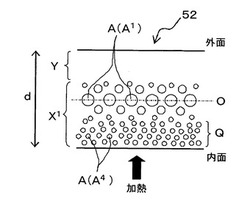
【課題】ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部当では高い遮光性を示す発泡延伸成形容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
(もっと読む)
運搬補助具

【課題】製造コストを抑制しつつ、設置の向きを確実かつ比較的迅速に把握可能な運搬補助具を提供する。
【解決手段】箱型容器1は、略矩形板状の底壁部2と、底壁部2の外周縁から上方に延出する四角筒状の周壁部3とを備えるとともに、積み重ねる向きを変えることでスタッキング及びネスティングの両方が可能に構成されている。また、箱型容器1には、周壁部3の外周面おいて露出し、箱型容器1の型成形に際してインサート成形されたラベル17が設けられている。ラベル17は、周壁部3を構成する一対の長辺側側壁部8及び一対の短辺側側壁部9のうち、両方の長辺側側壁部8及び一方の短辺側側壁部9aの外面にそれぞれ設けられ、ラベル17を確認することで、箱型容器1の向きを認識可能に構成されている。
(もっと読む)
ガラス瓶の製造方法
【課題】長手方向全体に亘って同軸精度が高いガラス瓶、及びその製造方法を提供する。
【解決手段】ガラス管200は、複数の円盤112に載置され、撮像装置120によってその開口端210周辺が撮像される。生成された画像データは、制御装置140によって処理され、開口端210の中心位置が演算される。制御装置140は、成形装置130の芯出し部131を制御し、開口端210の中心と芯133の中心軸線とが一致する高さで、芯133を開口端210に挿入させる。バーナー134によって開口端210周辺が加熱されて軟化される。ガラス管200を載置する円盤112が回転した状態で、開口端210周辺が芯133に沿って成形され、口部220が形成される。
(もっと読む)
熱成形用ポリエチレン系樹脂多層発泡シート
【課題】 本発明は、多数個取りの連続成形法により深絞り形状の成形体を製造することが可能な、熱成形用ポリエチレン系樹脂多層発泡シートを提供することを、その課題とするものである。
【解決手段】 本発明の熱成形用ポリエチレン系樹脂多層発泡シートは、分岐状低密度ポリエチレン(a1)60〜85重量%と直鎖状低密度ポリエチレン(b1)15〜40重量%との混合樹脂(ただし、両者の合計が100重量%である。)を基材樹脂とするポリエチレン系樹脂発泡層の両面に、共押出によりポリエチレン系樹脂層を積層してなる、見掛け密度15〜460kg/m3、厚み1〜7mmの多層発泡シートであって、該ポリエチレン系樹脂層の片面あたりの坪量が10〜80g/m2であり、該ポリエチレン系樹脂層は、脂肪酸エステル、脂肪族アミンおよび脂肪酸アミドから選択される1以上の収縮防止剤を含み、該樹脂層中の収縮防止剤の配合量が、該樹脂層を構成するポリエチレン系樹脂100重量部に対して0.7重量部以上であり、該ポリエチレン系樹脂発泡層は、脂肪酸エステル、脂肪族アミンおよび脂肪酸アミドから選択される1以上の収縮防止剤を実質的に含まないことを特徴とする。
(もっと読む)
合成樹脂製ボトルの成形方法と合成樹脂製ボトル
【課題】 本発明は、金型に垂下状に装着されたインサート材の不正な揺動変位を阻止することにより、射出成形される外殻体における偏肉を防止することを目的とするものである。
【解決手段】 ボトル本体11をインサート材とし有底筒状の透明な合成樹脂製の外殻体21を射出成形するボトル1の成形方法において、ボトル本体11の底部15に、中央に底面凹部15bを有する底面15aを形成し、ボトル本体11内に冷却エアaを循環供給するエアピン36の先端の押さえコア38に突起38bを設け、この突起38bを底面凹部15bに当接係止させて、エアピン36によりボトル本体11を揺動変位不能に保持した状態で外殻体21をインサート成形して、起立機能の安定したボトル1を得る。
(もっと読む)
熱成形容器
【課題】レトルト処理に耐えうる深絞りのポリプロピレン系熱成形容器を提供する。
【解決手段】ポリプロピレン系シートを用いて固相圧空成形により得られる熱成形容器であって、前記シートの主層は、下記要件(A1)及び(A2)を満たすプロピレン系樹脂(A)と無機フィラー(B)とを、プロピレン系樹脂(A)及び無機フィラー(B)の合計を100重量%として、プロピレン系樹脂(A)を50〜99重量%、無機フィラー(B)を50〜1重量%含むプロピレン系樹脂組成物(X)からなり、容器の深さ/口径の比が1.0以上の深絞り構造を有することを特徴とする熱成形容器による。
要件(A1):メルトフローレート(MFR)が0.3〜3.0g/10分
要件(A2):示差走査熱量計(DSC)で測定された融解ピーク温度が160℃以上
(もっと読む)
合成樹脂製壜体及びその成形方法
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
液体用容器
【課題】高温下の環境に長時間晒されても、変形が発生しない液体用容器を提供する。
【解決手段】少なくとも表裏の一面に熱融着性樹脂層を有する金属箔あるいは熱融着性樹脂層を有していない金属箔を素材とし、断面が多角形あるいは円形の筒形状である本体部材2と、前記本体部材の両端開口部に接合される蓋部材3、または深絞り加工した有底の本体部材と、前記本体部材の開口部に接合される蓋部材から構成され、前記の本体部材と蓋部材とを接合して液体用容器とする。
(もっと読む)
複合容器とその製造方法
【課題】内面熱可塑性プラスチック成形品が備えるフランジ部と外面熱可塑性プラスチック成形品が備えるフランジ部とが熱接着されて中間成形品が封止された複合容器で、各成形品の寸法や位置の精度が、多少下がっても、シワの発生しない複合容器とその製造方法を提供する。
【解決手段】複合容器の底面と側面の間、側面とフランジ部の間の折り曲げ部分が曲面で形成されている。または、中間成形品の折り曲げ部分に複数の並列した折罫が設けられている。そして、チャンバー内で、シール受け台上の重ねられた内面熱可塑性プラスチック成形品と、中間成形品と、外面熱可塑性プラスチック成形品のそれぞれの底面が密着するように押圧しながら、チャンバー内を脱気し、熱シールバーにより、内面熱可塑性プラスチック成形品が備えるフランジ部と外面熱可塑性プラスチック成形品が備えるフランジ部とを熱接着する。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
包装容器
【課題】少量生産でも、安価で、形状の安定性が高く、運搬・保管時の嵩高さの問題を解消した包装容器及びその製造方法を提供すること。
【解決手段】製造しようとする容器外面の立体データを取得する工程;立体データを補正する工程;補正した立体データを面の連続となるように複数の基準面上に展開する工程;各面を成形する工程を含む包装容器の製造方法であり、好ましくは、補正工程が、立体データを容器軸を中心とした一定範囲に入るように補正する工程であり、基準面が、容器軸を含む陥没面であり、成形工程をブリスター成形で行う方法。
(もっと読む)
詰め替えボトル
【課題】 本発明は、漏斗機能部分のボトル本体に対する着脱に考慮を要さなくて済むようにすることにより、漏斗機能部分の組付けを含めた取扱いが、きわめて簡便で安全であるようにすることを目的とする。
【解決手段】 胴部2の上端に肩部4を介して口筒部8を設けた合成樹脂製ボトル1において、口筒部8の上端に、拡径して立ち上がり、漏斗として機能することのできるテーパー筒部9を一体に連設して構成することにより、漏斗機能部分の取り扱いに関る面倒の一切を無くして、詰め替え容器として優れた取り扱い性を発揮させる。
(もっと読む)
卵パック
【課題】パルプモールドよりなる卵パックにおいて、多数枚を積層した卵パックを一枚ずつ確実に分離させて取り出すことを可能にする。
【解決手段】パルプモールドからなる卵パック1aは、積み重ねた際に空間ができるように積み重ね方向に凸状に突出したスタッキング部20を有し、スタッキング部は2つの卵パック間で対称となり、長手方向に長いリブと側壁との間に設けられ、卵を仕切るための凸状部分である。また、卵パックは葦からなる。
(もっと読む)
薬液充填プラスチックアンプルおよびその製造方法
【課題】水蒸気、ガス、光線または薬物のアンプル内への浸入もしくはアンプル外への浸出、または、アンプルに収容された薬剤、薬液、溶媒等のアンプル内表面への吸収・吸着を防止できる薬液充填プラスチックアンプルおよびその製造方法を提供すること。
【解決手段】本発明に係る薬液充填プラスチックアンプル10は、容器本体部11と、その口部12を封止する融着部13と、これに連設する捩じ切り用把持部14とを備える。プラスチックアンプル10は、少なくとも内壁面側が、ガラス転移温度が110℃以下のポリ環状オレフィンを用いたものであり、ブロー・フィル・シール法により形成して得られる。
(もっと読む)
生分解性容器の製造方法およびその方法で製造された生分解性容器
【課題】生分解性材料を水蒸気発泡させて焼成する際に生分解性材料の余剰分を発生させずに済む生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型と雌型からなる発泡成形用の金型を用い、水分を含んだ生分解性材料を介在させて雄型と雌型を嵌合させ、金型内で生分解性材料を加熱し水蒸気発泡させて焼成することにより底部、胴部および開口縁部を有する容器状の発泡基材層を成形する工程を備え、雄型と雌型は完全に嵌合した際に互いに当接して第1蒸気抜き孔を形成する当接部をそれぞれ有すると共に少なくとも一方に第2蒸気抜き孔が形成され、金型内で生分解性材料を加熱する前記工程は、雄型と雌型の当接部が所定の間隔を空けて対向するように雄型と雌型を所定時間だけ予備的に嵌合させた後、前記当接部が互いに当接するように雄型と雌型を完全に嵌合させ第1および第2蒸気抜き孔から水蒸気を放散させながら焼成する工程である。
(もっと読む)
コップ収納用トレー
【課題】 複数のサイズのコップを1つの凹部にて確実に収納保持することができ、強度を維持し得るコップ収納用トレーを提供すること。
【解決手段】 コップ収納用凹部(5)の底面(2)と略同一深さの一対の脚部(12)を形成し、上記コップ収納用凹部(5)には、該凹部の中心方向に突出する3箇所の凸面部(6)を間隔を置いて突設し、上記各凸面部(6)の底面近傍に略方形の開口部(8)を設けると共に、これらの開口部(8)の上縁から上方に開口してスリット(9)を形成し、上記開口部(8)はその高さ(α)が横幅(β)の1/3以上の長さを有する方形をなしており、U字状縁部(5’)の連続縁中央部(5b)側に位置するスリット(9a)は、その長さが短く形成され、該スリット上端と上記コップ収納用凹部の上面開口までの周壁に補強用周壁(4b)を形成したコップ収納用トレー。
(もっと読む)
容器
【課題】インジェクション成形を含む成形手段により形成することができる軽量な容器を提供することにある。
【解決手段】本発明の容器1では、底部2と、該底部に続く側壁部3と、該側壁部に続く開口部4とを有し、少なくともインジェクション成形を含む成形手段により形成された容器であって、側壁部は、肉厚が0.05mm〜0.4mmとなるように形成されている。このような構成によれば、側壁部を従来の0.5mm〜0.9mmから大幅に薄肉化することができるので、容器の大幅な軽量化を図ることができる。さらに、側壁部を延伸ブロー成形により2次元に広げているので、側壁部の強度を向上させることができる。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、表壁面と、表壁面の表側上部に連設される上壁と、上壁の外側縁下面からヒンジを介して連設され、中央に把手孔が穿設されている把手壁と、表壁面の裏側に連設された係合部とからなり、係合部は、表壁面の裏面に連設される基部と、基部から上下および両側面に突出するように配設された突部とを具えていることを特徴とする。
(もっと読む)
高圧タンクの成型方法
【課題】内層の樹脂が外層側に染み出すことを抑制し、高圧タンクにおけるFRP層の層内における繊維と樹脂との比率(Vf)の均一化が図られた高圧タンクの成型方法を提供する。
【解決手段】高圧タンクの成型方法は、未硬化の状態の第1の熱硬化性樹脂を含浸した繊維を中空のライナーに巻回して内層を形成する工程(S100)と、未硬化の状態の第2の熱硬化性樹脂を含浸した繊維を内層に巻回して外層を形成する工程(S102)と、外層側から加熱してFRP層を硬化させる工程(S104)と、を有し、前記第2の熱硬化性樹脂は、加熱硬化時に、第1の熱硬化性樹脂が低粘度化する前に硬化する硬化特性を有する。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 106
[ Back to top ]