
Fターム[3E050DF01]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(横シールの構造) (980) | 往復又は揺動するもの (368)
Fターム[3E050DF01]に分類される特許
21 - 40 / 368
包装方法およびその装置
【課題】安価な包装コストで弁機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供する。
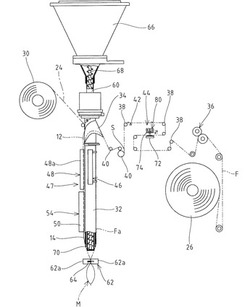
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
(もっと読む)
密閉飲料容器、及び包装容器をシート包装材料から製造する方法

【課題】開口装置のために使用可能な上壁の部分の面積が増加する包装容器を提供すること。
【解決手段】シート包装材料から作られ、曲げ線22に沿って上壁6と同一平面上にそして上壁6上に折り畳まれた平坦な突出タブ21を形成する少なくとも1つの横方向密閉バンド15が横切っている上壁6と、密閉バンド15により一方の側に区切られた上壁6の部分に装着した開口装置8とを有する、注入可能な食品用の密閉包装1、1’容器であって、タブ21が密閉バンド15と曲げ線22との間にある平坦なストリップ状補助部25を有し、これにより、開口装置8のために使用可能な上壁6の部分の面積が、この補助部25の幅によって増加する。
(もっと読む)
ツイン包装機
【課題】 包装ラインを2列有するツイン包装機における奥側の包装ラインに対する視認性や組付け等の作業性を良好にすること
【解決手段】 2列の包装ライン2,3のうち、手前側の第2包装ライン3を奥側の第1包装ライン2よりも低い位置に設置した。このとき、エンドシール装置48の高さに相当する高さ分だけ低くすることで、第1包装ラインが完全に第2包装ラインより上方に位置する。よって、第1包装ラインの装置に対する作業性が向上する。
(もっと読む)
物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システム
【課題】一塊の物品群の落下姿勢を安定させるとともに、高速処理化を実現できる物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システムを提供することである。
【解決手段】物品移送装置100においては、筒状シュート400が下方向に延びて設けられる。遮蔽シャッタ600の遮蔽板630,631は、ストレート管450のスリット451,452の外側から内側に向けて斜め下方に延び、駆動部610,611およびリンク機構620,621により当該遮蔽板630,631がスリット451,452の外部または内部へ向けて移動される。
(もっと読む)
自動包装装置
【課題】簡易な構成で安定して高品質の包装体を得ることができる自動包装装置を提供する。
【解決手段】成形シュート3にて二つ折り成形された包装材料2を縦シール及び横シールして、成形シュート3より供給される被包装物を密封包装する縦シール装置5及び横シール装置6と、被包装物が密封包装された包装材料2を所定の離間毎に裁断して一の又は二個以上が連続された包装体2cを形成するカッター装置7と、を具備してなる自動包装装置1において、カッター装置7は、包装材料2を開閉把持する一対のカッターバー80・80及びカッターバー80の把持面80aより突出されて包装材料2を裁断するカッター刃81が設けられたカッターバー本体部8と、カッターバー本体部8を上下方向に昇降移動させる昇降機構部9とを有してなる。
(もっと読む)
製袋包装機
【課題】フラットボトム型の袋の底部を安定的に形成する。
【解決手段】製袋包装機1は、横シール機構56と第1折り曲げ機構57と第2折り曲げ機構58とを備える。横シール機構56の一対のシール面30a,30bは、筒状の包材Fcを横方向に挟み込みつつ熱シールし、袋B2の下シール部SL2を形成する。第1折り曲げ機構56は、下シール部SL2をその交差方向に折り曲げる。第2折り曲げ機構58は、下シール部SL2の横方向の端部SLEをその近傍部SLCに対し折り曲げつつ熱シールする。両シール面30a,30bは、第1部位WA,WBと第2部位FA1,FA2,FB1,FB2とを有する。第2部位FA1,FA2,FB1,FB2の断面は、第1部位WA,WBの断面よりも緩やかな湾曲形状である。第2部位FA1,FA2,FB1,FB2は、端部SLEおよび近傍部SLCの少なくとも一方の少なくとも一部分を挟み込む。
(もっと読む)
製袋包装機
【課題】フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供する。
【解決手段】シール部形成機構56と、第1押し曲げ機構57と、第2押し曲げ機構58とを備える。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である第1位置に配置される。また、第2押し曲げ機構は、袋下部の側部に対して斜め下方である第2位置に向かって第1位置から移動し側部を押し曲げる押し曲げ部材を有する。これにより、上向きに反り上がった下シール部の側部を、確実に押し曲げることができる。
(もっと読む)
製袋包装機
【課題】単位時間当たりのフラットボトム型の袋の生産性を向上させる。
【解決手段】製袋包装機1は、横シール機構56と、第1折り曲げ部材50と、第2折り曲げ部材81とを備え、フラットボトム型の袋B2を製造する。横シール機構56は、筒状の包材Fcを横方向に熱シールし、下シール部SL2を形成する。第1折り曲げ部材50は、下シール部SL2を下シール部SL2が延びる方向と交差する方向に押し倒す第1位置に移動することにより、下シール部SL2を袋B2の本体部FL2の一部に対し折り曲げ、袋下部FAを形成する。袋下部FAとは、下シール部SL2および本体部FL2の一部を含む袋の下部である。第2折り曲げ部材81は、第1折り曲げ部材50が第1位置にある状態で、袋下部FAの側部EPを下シール部SL2が延びる方向に押し倒す第2位置に移動することにより、側部EPを袋下部FAの近傍部CP1に対し折り曲げつつ熱シールする。
(もっと読む)
製袋包装機
【課題】筒状の包材における被包装物の充填率を上げることができる製袋包装機を提供する。
【解決手段】被包装物を囲う本体部と、本体部の上下に形成された上シール部および下シール部とを有する袋を製造する製袋包装機100であって、横シール機構25と、底部形成機構26と振動機構28とを備える。横シール機構25は、筒状の包材を横方向に熱シールし、上シール部および下シール部を形成する。底部形成機構26は、下シール部と本体部の一部とによって筒状の包材に底部を形成する。振動機構28は、底部形成機構26によって底部が形成された後、かつ、横シール機構25によって上シール部が形成される前に、袋の落下経路DPにおいて底部を振動させる。
(もっと読む)
縦型製袋充填包装機の紙送り装置
【課題】簡易な手段を付加することにより、縦型製袋充填包装機の紙送り手段の負担を軽減させることにより、紙送りを安定させるとともに、紙送り手段の消耗品の長寿命化を可能にする。
【解決手段】紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62から成る紙送り支援手段6を製筒器2より上流でテンション付与手段8よりも下流に設置することにより製筒器2の下流に位置する紙送り手段5の負担を軽減して、紙送りを安定させるとともに、紙送り手段の消耗品を長寿命化した。
(もっと読む)
ヘムシール装置及びそれを用いた横型ピロー包装機並びにヘムシール形成方法及びピロー包装方法
【課題】 一連の包装工程でヘムシール部付きの包装体を製造するためのヘムシール装置を提供すること
【解決手段】 片面がシーラント面となった帯状フィルム21の搬送方向に沿ってヘムシール部形成箇所に山折り線21bと谷折り線21dを形成するとともに、その山折り線と谷折り線を含むフィルム部位を加熱する折り線形成加熱部51と、その折り線加熱形成部の下流側に設けられ、山折り線と谷折り線で帯状フィルムを折り曲げて帯状フィルムに対して折り重なるように倒れた山折り線と谷折り線間のフィルム部位21cを、その帯状フィルムの他のフィルム部位21dと共に加圧して熱シールする一対のプレスローラを備える。ペアとなる山折り線と谷折り線を形成することで、それで挟まれるフィルム部位を所望の方向に倒すことができる。
(もっと読む)
包装装置
【課題】包装装置について、大型化やコスト高騰を伴うことなく作業トラブルの生じにくいものとして効率的な包装作業が行えるものとする。
【解決手段】ヒータ板31Aを有した溶着切断部30Aとその上流側で軸支され閉鎖方向に付勢されたシャッター板21A及びこれを閉鎖方向に押圧するソレノイド23を有したシャッター部20Aとを備え、センサ27の出力信号で品物200が所定位置に進んだのを検知した制御手段が溶着切断部30Aを作動させて少なくとも溶着作業開始から所定の間はシャッター板21Aの閉鎖状態を維持するものとし、シャッター板21Aは当接した品物200の進行により先端側を下流方向に回動して開き、制御手段は前記出力信号で品物200後端部がシャッター部20Aを通過するタイミングを検知又は判定し、このタイミングを基にソレノイド23を作動させて次の品物200の溶着切断部30Aへの侵入を阻止するものとした。
(もっと読む)
縦型製袋充填包装機
【課題】不要な電力を抑制し省電力化をするとともに、装置の長寿命化を図る。
【解決手段】紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、製品供給装置が接続されており、制御手段が待機信号入力を備えた縦型製袋充填包装機において、運転中に待機信号を受信した場合、省電力運転待機状態に移行し、負圧発生装置及び待機中に休止しても差し支えのない装置に対して、電源供給を中止する。また、待機信号が解除された場合は、省電力を図る処置の解除を行ない、バキュームベルトの負圧が基準値に達してから製品供給装置への製品要求信号の出力を再開する。
(もっと読む)
包装充填装置及び包装充填方法
【課題】チューブ内の液体圧力が変動によって圧力が下がっても、陰圧へ下降することを防止して、チューブへ外部雰囲気物質が侵入することを防止することができる包装充填を提供する。
【解決手段】ウェブ状包装材料1aに次の包装材料1bを継ぎ目1cで継いで連続的に供給し、チューブ状に成形し、包装材料の両端部で重ね合わされたチューブの縦線方向に縦シールし、チューブ内に充填パイプから液体食品を充填し、液面下でチューブ横断方向に横シールし、チューブを同時に成形用フラップで挟んで予備成形し、横シール帯域で切断して包装容器を製造し、プレッシャーフランジがチューブ内の液体食品の圧力を陽圧にし、継ぎ目の部分が、チューブ状成形時にずれて継がれ、継ぎ目の端部であって、チューブ外側に対応する位置に、端部から突出するように、熱シール性フィルム23を貼着し、熱シール性フィルム23で継ぎ目の部分を覆ってシールする。
(もっと読む)
製袋包装装置
【課題】物品を噛み込んでしまうのを防止することが可能な製袋包装装置を提供する。
【解決手段】製袋包装装置は、上方に開口部124を有し、帯状の包材Fmcを筒状にするフォーマ120と、該筒状の包材Fmcを搬送する搬送部とを備えている。そして、製袋包装装置は、該筒状の包材Fmcの下端を密閉し該下端が密閉された包材Fmc内に物品を充填し、物品が充填された筒状の包材Fmcの上端を密閉する包装サイクルを繰り返し、下端を密閉した筒状の包材Fmc内から気体を吸気する吸気部180と、1包装サイクル内で吸気部180による気体の吸気動作の稼働と停止とを行う制御部と、を備える。
(もっと読む)
飲料水用包装材料及びその製造方法
【課題】より簡便な方法で飲料水の無菌充填を可能とする飲料水用包装材料の製造方法、及びこれにより作製される飲料水用包装材料を提供すること。
【解決手段】本発明は、線状低密度ポリエチレン樹脂をインフレーション法によりチューブ状のフィルムに成形し、上記チューブ状のフィルムを折り畳みながら圧着して、ポリエチレンフィルムの内面同士がブロッキング接着した2層のポリエチレンフィルムを形成する工程と、ポリエチレンフィルムの一方の面に基材フィルムを積層して積層フィルムを作製する工程と、積層フィルムからポリエチレンフィルムを1層除去する工程とを備える飲料水用包装材料の製造方法に関する。
(もっと読む)
連続包装機における紙送り制御方法及び装置、並びに紙送り制御を行う連続包装機
【課題】包装材の送り速度を積極的に変化させることにより、シール時間を基準とした包装動作を可能にすることで、従来、シールが困難であった包装材もシールすることを可能にする連続包装機、並びに連続包装機における紙送り制御方法及び装置を提供する。
【解決手段】1包装サイクル中の横シールを施す横シール期間Tsを基準にして横シール中の包装材が送られる紙送り速度Vfを定める。この横シール期間Tsにおける定められた送り速度Vfは、袋の長さが変更されても、同じ素材の包装材に対して維持される。1サイクル中の残り時間内に紙送り速度を変速させることにより、例えば、連包装袋にヘッダを形成する場合には、ヘッダに要する必要な長さが短くて済むので、包装材の送り速度を減速し、1サイクル中における紙送り量を確保する。
(もっと読む)
包装袋および縦形製袋充填包装装置
【課題】 帯状の包装フィルムの両側端を重ね合わせて熱シールした第1シール部をトリミングする必要がなく、しかも外観品質の良好な包装袋を提供する。
【解決手段】 包装フィルム10は製袋筒23の周面に巻き付けられ、且つ両側端が重ね合わせられて筒状に成形される。さらに、重ね合わされた包装フィルム10の両側端は、縦シーラ24によって繰り出し方向に熱シールされ、当該熱シール部分が第1シール部11を形成する。続いて、フィルム折り込み具27により、包装フィルム10の第1シール部11を内側へ折り込む。そして、横シーラ25の上部領域によって、包装フィルム10を繰り出し方向と直交する方向に横シールして第2シール部12を形成する。それから、包装フィルム10の内部へ製品を充填した後、横シーラ25の下側領域によって、包装フィルム10を繰り出し方向と直交する方向に横シールして第3シール部13を形成する。
(もっと読む)
製袋充填装置
【課題】シール部への内容物付着によるシール不良を抑制することの可能な製袋充填装置を提供する。
【解決手段】筒状に丸めたフィルム11の側縁部12をフィルムの送り方向に沿ってヒートシールして筒状フィルム13とする側縁シール部形成手段15と、筒状フィルム13内に内容物19として液体を供給する充填ノズル23と、筒状フィルム13をその送り方向に交差する横方向にヒートシールする端縁シール部形成手段17とを備える製袋充填装置10であって、充填ノズル23は、筒状フィルム13外において1つのタンク20又は液供給口21から2つの配管24が分岐され、各配管24に内容物19が吐出される円形の開口25が形成され、さらに、各配管24の流量を均等に揃え、かつ液流を独立に制御する手段を備える。
(もっと読む)
包装袋入り食用油の製造方法
【課題】包装袋をフィルムによる2重構造として粘度の高い食用油が接する内側フィルムと、輸送時に他の包装袋または梱包箱との間で摩擦を起こす外側フィルムとの層間変位作用により内側フィルムの摩擦を低減することができ、ピンホールの発生を好適に防止することができる包装袋入り食用油の製造方法を提供する。
【解決手段】包装袋入り食用油の製造方法において、少なくともポリアミド樹脂からなる層を有する外側フィルムと、エチレン−αオレフィン共重合体からなる層を有する内側フィルムとを重ね合わせた2重フィルム3で構成された包装袋に、食用油を所定の充填量に調整して充填し密封する。
(もっと読む)
21 - 40 / 368
[ Back to top ]