
Fターム[3E054DB02]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(プッシャ、リフタ) (589) | コンベア間の移載 (48)
Fターム[3E054DB02]に分類される特許
1 - 20 / 48
包装体の集積装置
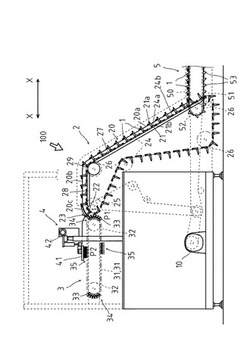
【課題】搬送供給装置において包装体を高速かつ確実に移送装置へと供給する包装体の集積装置を提供する。
【解決手段】自動包装機から排出された包装体1を搬送供給する搬送供給装置2と、搬送供給装置2から供給された包装体1をホルダ部材33に収容して移送する移送装置3と、移送装置3にて移送された包装体1を複数のホルダ部材33・33・・・から一度に搬出する搬出装置4と、を具備してなる包装体1の集積装置100において、搬送供給装置2は、包装体1の搬送経路に沿って延設され、包装体1が載置されるガイド部材20と、ガイド部材20に沿って移動可能に配設され、ガイド部材20よりも上方に突出された突出部21aにて包装体1を押動して搬送する押動部材21と、を有してなり、ガイド部材20の端部が下方湾曲され、押動部材21にて下方に押動されながらホルダ部材33へと包装体1が供給される。
(もっと読む)
供給装置

【課題】適切なタイミングで物品を供給する。
【解決手段】供給装置10は、冷菓XA1を搬送するバケットコンベア2の搬送面3aの上方に、バケットコンベア2の流れ方向と交差するように配置される環状の第一のベルト13と、この第一のベルト13からバケットコンベア2の搬送面3aに突出するように設けられ、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める押し部材16と、を備えている。第一のベルト13は、バケットコンベア2の下流側に近付く方向で、かつバケットコンベア2の搬送面3aの側方に配置されるフィンガーコンベア4の方向に傾けた方向に走行する進行領域13aを有する。
(もっと読む)
物品供給装置
【課題】幅の広い平面(第1の面)を上下にして搬送されてきた物品を、90度回転させて立てた状態で箱詰めするために供給する装置を提供する。
【解決手段】供給コンベヤ4によって、幅の広い面を上下にしてランダムな状態で搬送されてきた物品2を、ロボット10で方向を揃えて取り出し載置プレートに載せる。載置プレートを90度回転させて物品2を幅の狭い面(第2の面)が上下に来るように立ち上げ、各載置プレートの間隔を縮小して物品2を集積した後、製品コンベヤ16に追従して移動するプッシャによってこれら物品2を押し出して前記製品コンベヤ16の収容部14内に挿入する。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
パン搬送装置
【課題】パンを搬送する搬送経路上において搬送速度が異なる領域を設けることができる簡易な構成のパン搬送装置を提供する。
【解決手段】パンB2を搬送するための搬送経路Pに沿って配置され、前記パンB2を搬送する第1のディスチャージコンベア3と、前記搬送経路Pに沿って配置され、前記第1のディスチャージコンベア3が通る搬送経路P上の領域と部分的に重なる共通領域7を通り前記パンB2を搬送する第2のディスチャージコンベア9と、を備え、前記第1のディスチャージコンベア3は、前記パンB2を付勢するための第1のフライト5を有し、前記第2のディスチャージコンベア9は、前記パンB2を付勢するための第2のフライト11を有し、前記第2のディスチャージコンベア9により前記パンB2を搬送する搬送速度は、前記第1のディスチャージコンベア3により前記パンB2を搬送する搬送速度と異なるパン搬送装置。
(もっと読む)
パン搬送装置及びパン包装システム
【課題】パンの搬送先の所定位置にパンを正確に載置できる簡易な構成のパン搬送装置及び、当該パン搬送装置によりパン包装装置のスクープの所定位置にパンを確実に載置することができるパン包装システムを提供すること。
【解決手段】パンが搬送される搬送経路に沿って離間配置され回転可能な一対の転動体と、前記一対の転動体に巻回され、前記搬送経路に沿って配置される無端回動体と、前記無端回動体に装着され、前記搬送経路に沿って前記パンを付勢し、前記パンを所定位置へ搬送する第1のフライトと、前記搬送経路に沿って前記第1のフライトの上流側で前記無端回動体に装着され、前記所定位置に前記パンを整合させるように前記パンを付勢する第2のフライトと、を備えるパン搬送装置及び当該パン搬送装置を備えるパン包装システム。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
板状部材のラベル貼付装置
【課題】 できるだけ板状部材の搬送スペースが小さくなるように、板状部材へのラベル貼付を行うことができるようにする。
【解決手段】 一方面Wa及び他方面Wbを有した矩形状の板状部材Wの当該一方面Wa及び他方面Wbの少なくともいずれかにラベルLを貼付するもので、板状部材Wの一方面Waを水平一方向Haに向けて該板状部材Wを起立させた状態で、水平一方向Haに直交する水平直交一方向Vaに沿って搬送する搬送機構100と、搬送機構100の搬送過程で板状部材Wの一方面Wa及び他方面Wbの少なくともいずれかにラベルを貼付する貼付機構130とを備えた。
(もっと読む)
包装物の搬送装置
【課題】包装物を効率よく収納させる姿勢に整理して搬送を行う包装物の搬送装置を提供することである。
【解決手段】搬送装置100は、主に第1搬送部200、第2搬送部400、第3搬送部410および伸縮性搬送部420を有する。第2搬送部400は、第1搬送部200の下方に設けられ、第1搬送部200の搬送方向と逆方向(矢印M2)に包装物群110を搬送する。制御部301は、第1搬送部200および第2搬送部400を制御する。第1搬送部200から第2搬送部400へ包装物110a,〜,110eを落下させ、包装物110a,〜,110eを複数重ね合わせて包装物群110を形成する。また、包装物110aの場合、第2搬送部400は略水平面に沿った角度で設けられ、包装物110b,〜,110eの場合、第2搬送部400は傾斜角度α2で設けられる。
(もっと読む)
物品搬送装置
【課題】壊れやすい物品4でも損傷することなく起立させて集積することを可能にする。
【解決手段】物品供給コンベヤ2によって一定の間隔で搬送されてきた板状物品4を、その下方に配置された整列コンベヤ6上に落下させて前方の物品4の後端部上に後方の物品4の前端部を重ねた状態にして供給する。複数の物品4を供給した後、整列コンベヤ6を短時間加速して、複数の物品のグループGと後方の物品のグループGとを切り離す。整列コンベヤ6の下方に、先頭の物品4の下面に係合可能な起立フィンガ50を備えた起立手段18が設けられており、グループ4の先頭の物品4を立ち上げることにより複数の物品4を起立させる。後方の当接部材16と前方の起立フィンガ50によって保持した物品4を、整列コンベヤ6上を横断するプッシャ56によって押し出してトレイ搬送コンベヤ52上のトレイ54内に収納する。
(もっと読む)
箱詰め装置
【課題】短時間で多量の商品の姿勢を変更することができる箱詰め装置を提供することである。
【解決手段】集積部AR1により包装物110が複数重ね合わされ、当該重ね合わされた包装物110が、第1搬送部200、第2搬送部400、第3搬送部410、伸縮性搬送部420により搬送される。伸縮性搬送部420は、第1整理板405、第2整理板406および第3整理板406を有し、第1整理板405は、包装物110を遮蔽または通過させるように進退移動し、第2整理板406は、伸縮性搬送部420の下流側から第1整理板405側への移動および第1整理板405側への回転の少なくとも一方を開始して包装物110の姿勢を変更させ、第3整理板406は、第1整理板405、第2整理板406により姿勢の変更された包装物110を箱詰め工程に移送する。
(もっと読む)
容器送出装置
【課題】一列で送り出す容器が、移動時に転倒することを防止するとともに、一列の容器の個数が異なり、あるいは一列の容器の先頭と後方の位置が異なる場合でも対応可能にする。
【解決手段】複数列に整列され、その列の方向と直交する方向に前進される容器群の、先頭の一列を分離する容器分離手段(リリーステーブル14)と、この一列の容器2の送り出し方向の先頭の容器2と、後端の容器2をそれぞれ支持する前方ガイド部材60および後方ガイド部材62と、これら両ガイド部材60、62を容器2の送り出し方向に移動させるサーボモータを備えており、前方ガイド部材60と後方ガイド部材62は、それぞれ別のサーボモータによって移動される。
(もっと読む)
包装された食品スライスを積層させる方法及びデバイス
【課題】技術的に簡素な手段及び対応デバイスにより実現される方法であり、異なる種類の複数枚のスライスのパックを大量に且つ高速で製造し得るという方法を提供する。
【解決手段】特に個別的に包装された複数枚のプロセス・チーズ・スライスなどの、複数枚のスライスの形態で提供される食品の完全パックを製造する方法において、完全パックは、複数枚のスライスの2個の均一な製品積層体から一体化され、夫々の場合において搬送手段により所定搬送速度にて、第1の製品積層体は第1の送給区画を介して搬送され且つ第2の製品積層体は第2の送給区画を介して搬送され、送給区画は収集領域において重畳して平行に延在し、且つ、上側送給区画は収集領域を画成する滑落端面にて終端し、同期のための手段は、滑落端面を介して到着した製品積層体が、下側送給区画に対して搬送された製品積層体上へと整然と載置される如く調節される。
(もっと読む)
搬送装置
【課題】前工程から供給されたワークWを搬送、起立する場合に、多様な厚さのワークWに対応可能とされるとともに前工程からワークWが供給されない場合でもコンベアを停止することなく連続的に周回可能な搬送装置を提供すること。
【解決手段】搬送装置1であって、周回駆動されるチェーンコンベア11と、前記チェーンコンベア11とともに周回する起立フィンガー12と、回動機構とを備え、前記起立フィンガー12は、ワークWを周回方向後方側Rで支持する後方側支持部と、前記ワークWを前記チェーンコンベア11側で支持する底側支持部とを有し、周回方向前方側Fと底側支持部に対向する側が開口されるとともに、前記チェーンコンベア11の周回方向と直交する方向の軸線廻りに回動自在とされ、前記回動機構は、前記起立フィンガー12を起立させるように構成されていることを特徴とする。
(もっと読む)
製品集積装置
【課題】対象製品の仕様が変更されても、一部構成だけの変更で対応可能な汎用性のある製品集積装置を提供する。
【解決手段】製品集積装置1の集積手段3は、製品供給手段2から供給される製品との製品接触面10を有する回転部材11と、該回転部材11に備えられ、製品を回転部材11の回転により製品接触面10から該製品接触面10に対して略垂直方向に移動させる案内部材12とを備えているので、対象製品の仕様が変更されても、一部構成だけの変更で対応可能になる。
(もっと読む)
物品供給装置
【課題】脆い性状の物品の切り出しを不良品を発生させることなく行ない得ると共に、個々の厚みに誤差がある物品の切り出しを確実に行なって供給する。
【解決手段】物品Wを積み重ねて収容するマガジン10の下方に、切り出しコンベヤ12が走行自在に配設される。切り出しコンベヤ12に、物品Wを所定個数単位で切り出す切り出し手段16が配設される。切り出し手段16は、物品搬送方向の後方に向けて下降傾斜する物品載置面30aを形成した複数の支持部材20,22,24,26と、水平な物品載置面34aを形成した支持部材28とを備える。各支持部材22,24,26,28の前端に、最下位の物品Wの後部を引掛けて押し出す押出部32,36が形成される。そして、切り出し手段16がマガジン10の下方を通過することで、物品Wが1個ずつ切り出されて下流側に搬送される。
(もっと読む)
商品供給・集積装置
【課題】複雑な駆動制御を必要とせず、バケットからの商品の飛出しを確実に防止して商品集積効率を向上させるとともに、バケットへの商品供給を円滑かつ正確に行う。
【解決手段】搬送面が水平な導入端と搬送面が傾斜した導出端との間で循環可能な商品供給コンベアと、無端状のチェーンC1に取り付けられ、導出端から供給される商品Pを保持し得る複数のバケット10を有する商品集積装置1とを設ける。空のバケット10が水平方向から斜め上方に傾いて配置される商品供給位置に移動したとき、ベルトコンベアの搬送面で位置決めされた商品Pが商品供給コンベアの導出端から空のバケット10に供給されるとともに、バケット群B1の最後尾の空のバケット10に対する商品供給動作が完了した後、最後尾のバケット10を商品供給時の移動速度よりも速い速度で商品集積位置まで移動させる。
(もっと読む)
包装機及び包装方法
【課題】運転と停止を繰り返す間欠運動ではなく、ノンストップでスムーズな稼働を行うことによって、安定した高速稼働が可能な包装機を提供することを目的とする。
【解決手段】本実施形態に係る包装機30は、サーボコントローラ31、搬入部を構成するサーボ機構110〜113、包装部を構成するサーボ機構210〜218、横入れ部を構成するサーボ機構310,312を有する。サーボコントローラ31は、仮想サーボモータ101,201,301、仮想軸102,202,302を有する仮想制御系100,200,300によりサーボ機構のサーボモータを制御する。サーボコントローラ31は、製造機10に設置されたエンコーダ15からのパルス信号に基づき、包装機30の稼働速度を製造機10の稼働速度に同期させるように仮想制御系100,200,300によりサーボ機構を制御する。
(もっと読む)
めんなどの食材を充填した複数個並列容器の包装機側への押し送り装置
【課題】 本発明は、インスタントめんなどの食材を充填した複数個並列の容器を一列にして包装機側へ押し送りする装置を設備費低廉にして制御容易にしたものである。
【構成】 本発明はインスタントめんなどの食材を充填し蓋被せシールしてリテーナーコンベアの端部上に到達した複数個づつ並列の角形を含む容器を下方より上動する押し上げ棒にて一列づつ固定の整列台上に押し上げ、該押し上げ容器列を同軸回転する各別のチェン間に前後にずらして設ける各別の押し棒にて個別押しして各容器を整列台上にて前後させ、次いで該各容器を横長バーにて先狭とするガイドレール間を押し前進させて一列に寄せ並べして先端の先狭口より包装機側に押し送りするようにしたことを特徴とするめんなどの食材を充填した複数個並列容器の包装機側への押し送り装置にある。
(もっと読む)
1 - 20 / 48
[ Back to top ]