
Fターム[3E054DD01]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(コンベア) (511) | ベルトコンベア (162)
Fターム[3E054DD01]に分類される特許
61 - 80 / 162
箱詰め装置
【課題】短時間で多量の商品の姿勢を変更することができる箱詰め装置を提供することである。
【解決手段】集積部AR1により包装物110が複数重ね合わされ、当該重ね合わされた包装物110が、第1搬送部200、第2搬送部400、第3搬送部410、伸縮性搬送部420により搬送される。伸縮性搬送部420は、第1整理板405、第2整理板406および第3整理板406を有し、第1整理板405は、包装物110を遮蔽または通過させるように進退移動し、第2整理板406は、伸縮性搬送部420の下流側から第1整理板405側への移動および第1整理板405側への回転の少なくとも一方を開始して包装物110の姿勢を変更させ、第3整理板406は、第1整理板405、第2整理板406により姿勢の変更された包装物110を箱詰め工程に移送する。
(もっと読む)
ガラス瓶タイプなどの製品を組分けする方法

【課題】例えばガラス瓶または断面楕円形のガラス瓶タイプの製品のような製品を組分けする方法を提案すること。
【解決手段】方法は、コンベア(1)上で間隔をあけて列をなして到達する製品(2)を収集する工程を備えている。この収集は、櫛の形態をなし、横方向に配置された収集デバイス(40)を用いて実行されており、収集デバイスは、製品(2)の前進方向に対して60°と120°との間の所定角度を形成している。収集器(40)は、上記供給コンベア(1)の側方に位置する取込ステーションにおいて収集した製品を配置して降ろし、収集器は、上記製品を収集することに関して、ガラス瓶の列の上流側における長手方向運動と組み合わされる横方向運動に分けられている。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
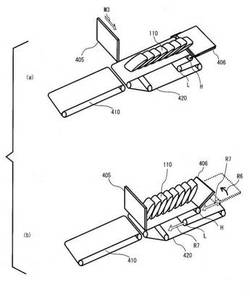
ストロー尖状先端部整列包装方法及びその装置
【課題】
ストローの尖状先端部を包装体の貼着部或いは溶着部に合せてストローを整列包装する工程を設け、包装体からストローを取り出し易くするストロー整列包装方法及びその装置を提供する。
【解決手段】
ストロー1a内装し得る凸袋部211aを有する上フィルム21aと、容器3a貼着側の下フィルム22aとを貼着或いは溶着して形成するストロー1aの包装体2aにストロー1aを整列包装させる包装方法及びその装置において、ストロー1aの径幅における挿入方向をストロー1aが上フィルム21aの凸袋部211aに挿入するまでの一定時間を固定する行程及び固定配送機構61a・吸引ドラム62aに、ストロー1aの先端部を切断して傾斜切断面111aを形成する工程及び切断機構51a、或いは前記ストロー1aに予め形成した傾斜切断面111aを一定方向に向ける工程及び負荷機構60aを含ませた。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】所定の姿勢を保持しつつ物品をスムーズに搬送して生産性を大幅に向上させることが可能な搬送装置を提供する。
【解決手段】箱詰め装置1に備えられた搬送装置10では、商品Xを搬送する取り込みコンベア11と、取り込みコンベア11が商品Xを搬送する搬送方向aと交差する方向における取り込みコンベア11の搬送面の端部側において、商品Xとそれぞれ当接して商品Xを搬送方向aに搬送する一対のサイドコンベア12・13と、を有している。一対のサイドコンベア12・13は、一対のサイドコンベア12・13の搬送面が取り込みコンベア11の搬送面となす角度のうち少なくとも一方の角度が鋭角となるように、サイドコンベア12とサイドコンベア13とが対向配置されている。
(もっと読む)
ブリスタータイプの包装物のディスペンサー装置
錠剤を供給するためのブリスタータイプの包装物のディスペンサー装置であって、少なくとも2つの異なる種類の複数の錠剤が収容され、錠剤または前工程で充填されたブリスター包装物が配置される少なくとも1つのプラットフォーム(2)を含み、錠剤の選択を行う手段を含むような収容領域(1)と、少なくとも1つのプラットフォームから錠剤を取り出して、充填されるべきブラスターバンドに送る取り出し手段と、ブリスターバンド(3)を搬送する搬送手段に接続された、ブリスターバンド(3)の供給装置(4)と、ブリスターバンド(3)のシールを行う手段と、錠剤の選択を行う手段に接続され、ブリスターバンドが2以上の異なる種類の錠剤により充填されるようにするための制御/データ入力手段(5)と、を備えている。  (もっと読む)
(もっと読む)
コンベア式物品仕分け装置
【課題】スペースの利用効率が高くいと共に仕分け効率も高いコンベア式仕分け装置を提供する。
【手段】仕分け装置は、平行に延びる複数対の供給コンベア1と、これら供給コンベア1の群と立体交叉した複数本の排出コンベア2と、供給コンベア1から排除された物品Wを排出コンベア2に移載する傾斜状の中継コンベア6とを備えている。一対の供給コンベア1で1本の中継コンベア6を共用している。排出コンベア2には、複数の中継コンベア6から放出された物品Wを分散して搬送するためのガイド体12が設けられている。多数本の供給コンベア1から1本の排出コンベア2に物品Wを集合させることができる。
(もっと読む)
製品集積装置
【課題】対象製品の仕様が変更されても、一部構成だけの変更で対応可能な汎用性のある製品集積装置を提供する。
【解決手段】製品集積装置1の集積手段3は、製品供給手段2から供給される製品との製品接触面10を有する回転部材11と、該回転部材11に備えられ、製品を回転部材11の回転により製品接触面10から該製品接触面10に対して略垂直方向に移動させる案内部材12とを備えているので、対象製品の仕様が変更されても、一部構成だけの変更で対応可能になる。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
円筒状物品の搬送装置、搬送結束装置及び搬送識別装置
【課題】円筒状物品を所定位置まで又は所定経路に沿って確実に搬送することができ、円筒状物品を安定に搬送する円筒状物品搬送装置を提供する。
【解決手段】列設されたローラ群からなるローラ列上に円筒状物品4を載置して所定方向に搬送する円筒状物品搬送装置において、ローラ列を少なくとも左ローラ列と右ローラ列に分割して並設した並列ローラとし、左右ローラ列は独立駆動される左ローラ群3と右ローラ群5から構成され、対向する左ローラ20と右ローラ21の為す挟角が所定方向に開始挟角から終了狭角に達するまで順次小さくなるように変化する左右ガイドローラ群からなるガイドローラ部14を設け、円筒状物品を開始挟角から終了狭角まで搬送して円筒状物品を並列ローラの中央部に整列させることを特徴とする円筒状物品搬送装置2である。
(もっと読む)
商品供給・集積装置
【課題】複雑な駆動制御を必要とせず、バケットからの商品の飛出しを確実に防止して商品集積効率を向上させるとともに、バケットへの商品供給を円滑かつ正確に行う。
【解決手段】搬送面が水平な導入端と搬送面が傾斜した導出端との間で循環可能な商品供給コンベアと、無端状のチェーンC1に取り付けられ、導出端から供給される商品Pを保持し得る複数のバケット10を有する商品集積装置1とを設ける。空のバケット10が水平方向から斜め上方に傾いて配置される商品供給位置に移動したとき、ベルトコンベアの搬送面で位置決めされた商品Pが商品供給コンベアの導出端から空のバケット10に供給されるとともに、バケット群B1の最後尾の空のバケット10に対する商品供給動作が完了した後、最後尾のバケット10を商品供給時の移動速度よりも速い速度で商品集積位置まで移動させる。
(もっと読む)
調剤装置のシート取り出し機構
【課題】PTP錠剤シートを錠剤カセットに、間違ってラベルを機械正面方向に向けて充填した場合には、錠剤カセットから取り出すことができないような調剤装置のシート取り出し機構を提供する。
【解決手段】このシート取り出し機構では、錠剤カセット500は、一番下のPTP錠剤シート900のシート後端側のポケットに当接して、錠剤カセット500から前記一番下のPTP錠剤シート900を、前記シート後端から該後端側のポケットまでの第二の距離よりも大きく、かつ前記シート先端から該先端側のポケットまでの第一の距離よりも小さい距離だけ該チャッキングユニットに向けて押し出す押出部材546を備えている。
(もっと読む)
菓子などの移乗配列装置
【課題】上流側から順次送り込まれてくる菓子などを、走行中の配列コンベア上に複数列の縦列に横一列に配列可能とする菓子などの移乗配列装置を提供することである。
【解決手段】菓子などを一列縦隊に順次送り込むと共に鉛直軸を支点として水平方向に首振り自在な旋回コンベア1と、横移動自在であり、下流側のベルトの折り返し部となるベルト受け部が菓子などの搬送方向に水平移動自在とされる分配コンベア2を介して、下流側の配列コンベアB上に複数列の縦列に配列すると共に、前記配列コンベアのコンベア速度と、前記分配コンベアのコンベア速度と、菓子などを送り込むタイミングとから、走行中の配列コンベア上に横一列に整列すると共に複数列の縦列に順次配列するように、前記分配コンベアの横移動と前記ベルト受け部の水平移動とを制御する制御装置50を備える構成とした。
(もっと読む)
葉状農産物の供給装置
【課題】葉状農産物の供給処理能力を著しく向上させ得るとともに、当該葉状農産物の破損等を回避することができる葉状農産物の供給装置を提供する。
【解決手段】積層された葉状農産物Wを順次取り上げ、搬送コンベア1上に一枚ずつ供給する葉状農産物の供給装置8において、搬送コンベア1の上方と積層された葉状農産物Wの上方との間で無端回動しつつ葉状農産物Wを吸着可能とすべく複数の通気孔9aが形成された無端帯9を有するとともに、当該積層された葉状農産物Wのうち最上位置にある葉状農産物Wに近接して吸着する吸着位置と、当該積層された葉状農産物Wから離間して葉状農産物Wを吸着しない非吸着位置との間で動作可能とされ、吸着位置で吸着した葉状農産物Wを搬送コンベア1上まで一枚ずつ移載する移載手段10を具備したものである。
(もっと読む)
食品移送装置
【課題】一定数の粒状食品を移送する簡易な装置を提供する。
【解決手段】本発明は、粒状食品を移送する食品移送装置に関する。本発明による食品移送装置(1)は、多数の粒状食品(B)が載せられ且つ粒状食品(B)が上流側から下流側に移動するように構成されたトラフ(6)と、トラフ(6)の下流側に配置され、下流側に移動してきた粒状食品(B)を一列に受入れる溝部(26)と、溝部(26)に受入れられた粒状食品(B)を移送するための移送部(8)を有する。移送部(8)は、溝部(26)に受入れられた一定数の粒状食品(B)を吸着するための吸着開口(42)と、吸着開口(42)を移動させるためのアクチュエータ(46,48)を有する。
(もっと読む)
コンベアベルト上を移動する実質的平行六面体対象物の群を形成する方法及び装置
本発明の方法は、2つの連続的な対象物の間にギャップを作り、かつ、前記ギャップの下流に群を形成する1グループの対象物を分離するために、フラップ(10,11)を用いて、その全長上の列を固定することと、コンベアベルト(3)の運転速度Vaより低い長手方向前進速度Vtを有する第1の止め具(39)を上記の通り作られたギャップに挿入することと、前記固定された列をリリースして上記止め具に役割を果たさせることと、前記列の新たな一時的固定化を開始することなどを含む。その方法を実現する装置は、一方では、前記列の2つの連続的な対象物の間にギャップを形成するためにクランプによってその長さ上の列を固定するフラップ(10、11)の形の手段を、他方では、挿入されることで上記の固定列を引き受けることのできる止め具(39)の形の手段を備える。各止め具(39)は、フラップ(10)を動かすためのローラ形状の部材(38)と関連している。フラップ(10)を自動的に戻すために、反応フラップ(11)はばね手段(16)の作用を受ける。  (もっと読む)
(もっと読む)
ガラス瓶、ボトルなどを組分けする方法
本発明は、コンベア(1)上で列をなして到達する製品(2)を収集する方法に関し、前進方向に対して横方向に設けられた収集デバイス(4)を用いる。収集器(4)は、上記供給コンベア(1)の側方に配置された取込ステーション(10)に、収集した製品を配置しかつ切り離し、収集器(4)は、列の上流に向かう長手方向の運動と組み合わされる長手方向の運動、すなわち、製品供給コンベアの長手方向の運動とは反対方向の運動に分けられる。この方法を実行する装置は、コンベア(1)にかつコンベア(1)に沿って設けられたテーブル(3)と、上記コンベア(1)及び上記テーブル(3)の上方における長手方向及び横方向の運動に適した構造体によって搬送される収集器(4)と、を有している。テーブル(3)は、収集した製品をコンベア(1)の縁部においてコンベア(1)の両側に配置しかつ切り離す供給コンベア(1)の両側に延在する2つのパネル(31、32)を有している。 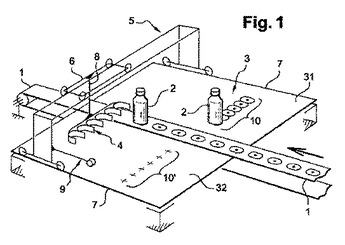 (もっと読む)
(もっと読む)
箱詰め装置
【課題】定量カット精度に優れ、適量の物品を高速かつ連続的に箱詰めできる箱詰め装置を提供する。
【解決手段】箱詰め装置200は、複数の物品Mを複数列に整列させて供給する供給部21〜nと、供給部21〜nの各列に対応して配され、各列から排出された物品の重量を測定する複数の計量部71〜nと、各計量部71〜nにより計量される物品Mの重量が所定の単重量範囲内か否かを判定する制御部150と、各計量部71〜nに対応して配され、制御部150による判定結果に基づいて単重量範囲外の物品Mを排除するように、物品Mを振り分ける複数の振分部91〜nと、各振分部91〜nに対応して配され、単重量範囲内として振り分けられた物品Mの通過を開閉により調整する複数のカットゲート111〜nと、各カットゲート111〜nを通過した物品Mを集合させて収納箱13に投入する投入部12と、を備える。
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
61 - 80 / 162
[ Back to top ]