
Fターム[3E054DE06]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(走行コンベア間の移載) (276) | 速度差を有するもの (24)
Fターム[3E054DE06]に分類される特許
1 - 20 / 24
難保形性食用油脂製品の供給装置及び供給方法
【課題】板状の難保形性食用油脂製品がベルトコンベアを介して、包装機に位置精度よく連続的に移載する難保形性食用油脂製品の供給装置や供給方法を提供する。
【解決手段】難保形性食用油脂製品3を当該複数のベルトコンベア装置4、5、6によって、前記包装機に供給する供給装置であって、切断機によって切断されていて、前記ベルトコンベア装置4、5によって搬送されてきた前記難保形性食用油脂製品の位置調整が行われる位置調整用のベルトコンベア装置6が前記包装機の直前に配備されていると共に、当該位置調整用のベルトコンベア装置6によって、前記包装機7の方向に向けて搬送される前記難保形性食用油脂製品3を、前記包装機7に搭載されている包装シート上に、所定の向き及び位置と、所定の間隔で供給する、移載位置補正機構が当該位置調整用のベルトコンベア装置6に付設されている難保形性食用油脂製品の供給装置と供給方法。
(もっと読む)
物品分離装置

【課題】物品を連続して搬送しながら、物品を傷めることなく、後続の物品から分離させる物品分離装置を提供する。
【解決手段】物品を列をなした状態で搬送する搬送コンベヤ手段10と、先頭の物品に当接係合する係合部材51と、係合部材を移動させる係合部材駆動手段50と、隣接する物品同士間に進入そして脱出する分離部材31と、分離部材を移動させる分離部材駆動手段30を備え、係合部材駆動手段50が係合部材を先頭の物品P1の前面に当接した状態で前進せしめ、かかる状態で分離部材駆動手段30が分離部材を物品間に入り込ませて物品の搬送速度より遅い速度で前進移動させると共に、係合部材駆動手段50は、係合部材を先頭の物品P1の前面への当接を解除した後に、分離部材31が入り込んでいる物品P1,P2間に進入せしめ、分離部材31の移動速度より速い速度で係合部材を前進させて物品P1を前方へ押し出し、後続の物品P2から分離させる。
(もっと読む)
横形製袋充填機における物品供給装置
【課題】饅頭等の軟質で表面が損傷し易い物品であっても、物品を損傷したり変形することなく製袋手段で成形されるフィルムの収容領域の幅中央に向けて供給する。
【解決手段】ベルトコンベヤ12が配設された移動フレーム28は、機枠26に対して上流側で回動軸30を介して水平回動可能に支持される。機枠26に配設した調節モータ36で作動される調節機構38が移動フレーム28に連繋される。ベルトコンベヤ12の搬送終端近傍に、ベルトコンベヤ12で搬送される物品10の左右方向の載置位置を検出する第1センサ42が配設される。制御手段は、ベルトコンベヤ12の基準位置に対する現在の回動角度と、第1センサ42で検出された物品10の載置位置との関係から調節モータ36を駆動制御し、ベルトコンベヤ12の搬送終端を、物品10を筒状フィルムFの収容領域の幅中央に送り込む位置に向けて変位させる。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
包装装置
【課題】製品20を継続的に包装する。
【解決手段】包装装置10は、レーンサイズが変更可能であり、製品を製品セットとし、プロダクトセットを所定の制御方法によってレーンチェーン速度に加速させるデュアルサーボグループ化機構110を有するグループ化機構14を有する。グループ化機構14は、レーンに設けられたカム面64によってレーンに回転するタイミング突起60をさらに有する。タイミング突起60が製品セットをレーンの下流側へ押し進めたときに、カム面の上昇した表面に製品が乗る。このため、製品セットの製品の間に間隔が開くことが抑制される。
(もっと読む)
物品投入装置および物品投入方法
【解決課題】板状をなす物品を整然と、しかも素早く包装袋に投入することのできる物品投入装置および物品投入方法を提供する。
【解決手段】物品投入装置1は、多数の物品3を、前方から後方に向けて順次ずれ重なった列状に集積する集積手段と、集積された物品3を一群にして、所定の速度で前方に投射する投入コンベヤ21と、包装袋4を、投射された物品3の軌道50に臨む開口状態にて把持する把持手段22と、を備えて構成されている。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
物品搬送装置
【課題】先頭の物品、例えばペットボトルが、グルーピングされるペットボトル以外の圧力を受けずに、グルーピングできる搬送装置。
【解決手段】複数列に配列されるペットボトルPBを第一速度V1で搬送する第一コンベア20と、第一コンベア20で搬送されるペットボトルPBが移送され、第一速度V1よりも速い第二速度V2でペットボトルPBを搬送することにより、第一コンベア20を搬送されるときよりもペットボトルPBの間隔を広げる第二コンベア30と、第二コンベア30において、4本のペットボトルPB毎に挿入され、第二速度V2よりも速い第三速度V32で搬送方向に移動して、4本のペットボトルPBの搬送方向の間隔を狭くするグルーピング手段と、を備える物品搬送装置。
(もっと読む)
パッケージング装置および物品の包装方法
物品を包装するためのシステムであって、当該システムは、アイテム(7)の第1の流れを形成するようアイテムを輸送するための第1のコンベア(6)と、アイテムの第2の流れを形成するようにアイテムを輸送するための第2のコンベア(23)と、二つの流れの一つ以上からのアイテムと係合すると共に、この二つの流れの一方から、この流れと実質的に交差する方向に、そのように係合させられたアイテムを移送することができ、かつ、これら二つの流れの少なくとも一方が連続的に動いている間に、この二つの流れの他方における隣接するポイントに、これらのアイテムを配置するための第1のツール(16)とを具備してなる。 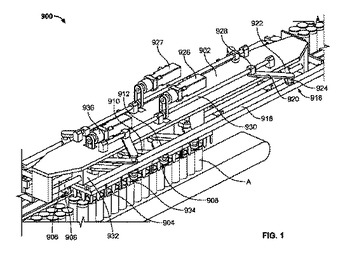 (もっと読む)
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】所定の姿勢を保持しつつ物品をスムーズに搬送して生産性を大幅に向上させることが可能な搬送装置を提供する。
【解決手段】箱詰め装置1に備えられた搬送装置10では、商品Xを搬送する取り込みコンベア11と、取り込みコンベア11が商品Xを搬送する搬送方向aと交差する方向における取り込みコンベア11の搬送面の端部側において、商品Xとそれぞれ当接して商品Xを搬送方向aに搬送する一対のサイドコンベア12・13と、を有している。一対のサイドコンベア12・13は、一対のサイドコンベア12・13の搬送面が取り込みコンベア11の搬送面となす角度のうち少なくとも一方の角度が鋭角となるように、サイドコンベア12とサイドコンベア13とが対向配置されている。
(もっと読む)
2列式パッケージングラインおよび計量システム
2つの独立した経路(26,28)を備え、その上で、カートン(6)によって収容される物品(C)が、送込み端部(56)から一体的な三次パッケージング装置(12,24)まで運搬されるパッケージング機械。2つの独立した経路から直接排出されるカートンは、三次パッケージ(8)と合流し結合され、三次パッケージは、2つの独立した経路(26,28)の各々の速度と同じ速度で移動して、移送手段に沿って三次パッケージング装置から搬送される。 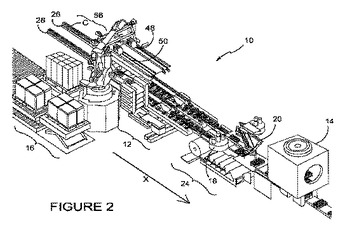 (もっと読む)
(もっと読む)
物品供給装置
【課題】脆い性状の物品の切り出しを不良品を発生させることなく行ない得ると共に、個々の厚みに誤差がある物品の切り出しを確実に行なって供給する。
【解決手段】物品Wを積み重ねて収容するマガジン10の下方に、切り出しコンベヤ12が走行自在に配設される。切り出しコンベヤ12に、物品Wを所定個数単位で切り出す切り出し手段16が配設される。切り出し手段16は、物品搬送方向の後方に向けて下降傾斜する物品載置面30aを形成した複数の支持部材20,22,24,26と、水平な物品載置面34aを形成した支持部材28とを備える。各支持部材22,24,26,28の前端に、最下位の物品Wの後部を引掛けて押し出す押出部32,36が形成される。そして、切り出し手段16がマガジン10の下方を通過することで、物品Wが1個ずつ切り出されて下流側に搬送される。
(もっと読む)
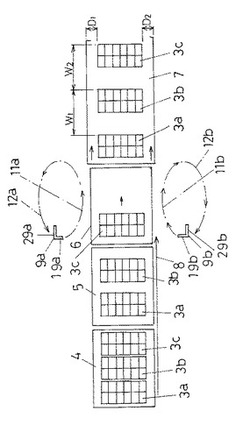
菓子などの移乗配列装置
【課題】上流側から順次送り込まれてくる菓子などを、走行中の配列コンベア上に複数列の縦列に横一列に配列可能とする菓子などの移乗配列装置を提供することである。
【解決手段】菓子などを一列縦隊に順次送り込むと共に鉛直軸を支点として水平方向に首振り自在な旋回コンベア1と、横移動自在であり、下流側のベルトの折り返し部となるベルト受け部が菓子などの搬送方向に水平移動自在とされる分配コンベア2を介して、下流側の配列コンベアB上に複数列の縦列に配列すると共に、前記配列コンベアのコンベア速度と、前記分配コンベアのコンベア速度と、菓子などを送り込むタイミングとから、走行中の配列コンベア上に横一列に整列すると共に複数列の縦列に順次配列するように、前記分配コンベアの横移動と前記ベルト受け部の水平移動とを制御する制御装置50を備える構成とした。
(もっと読む)
肉部位の真空包装方法及びその装置
【課題】豚肉は5種類の部位で成り立つが、この内の小型の2種類の部位をまとめて1種類とし、総計4種類の部位を4本のコンベヤラインで搬送して真空包装する場合の、前記小型2種類の部位の、一体化による能率低下を改善する。
【解決手段】前記小型2種類の部位を搬送する第4コンベヤラインにおいて、移送中の前後の部位の間隔を遅延検出センサーで検出し、移送中の前位の部位に対する後位の部位の遅れを、高速運搬付加手段でもって加速修正して両部位を一体化して包袋に送り込み、他の3種類の部位の包装能率に対する遅れを少なくする。
(もっと読む)
卵の移載装置
【課題】 卵を次位コンベアへ移し替える処理を安定して、かつ、高速で処理することができる卵の移載装置を提供する。
【解決手段】 搬送幅方向にそれぞれ摺動自在なN個の収容座を有する卵移送ユニット3が搬送される過程で当該卵移送ユニット3の収容座ピッチを次位コンベア20の条方向の収容座ピッチと略等しいピッチに狭める規制板4を備え、前記規制板4により次位コンベア20の条方向の収容座ピッチと略等しいピッチに狭められた前記卵移送ユニット3が前記次位コンベア20上に到来した際に、当該卵移送ユニット3を前記次位コンベア20の搬送方向と同一方向に付勢させて当該卵移送ユニット3の前記付勢方向への移動速度を前記次位コンベア20の搬送速度と実質的に同期させるとともに、当該卵移送ユニット3の収容座に収容している卵Eを次位コンベア20の収容座に一括放出させる加速兼放出手段5を備えた。
(もっと読む)
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
減列型製品供給装置
【課題】複数列の製品を全部停止することなく減列させて効率よく次工程に搬送する。
【解決手段】4列のコンベア2a〜2d上でトイレットペーパPをそれぞれ搬送する制御コンベア10,10を設けた第一搬送部3と、各コンベアのトイレットペーパをそれぞれ高速で受け取る増速コンベア14及び4列の搬出路4a〜4dを備えた第二搬送部7とを備えた。コンベア2dの制御コンベアを停止させると共に他のコンベア2a〜2cのトイレットペーパを第二搬送部7に受け渡す。第一搬送部3で、停止するコンベア2と起動するコンベアとを順次変更しながら3列のトイレットペーパを搬送して第二搬出路に受け渡す。そして、前回停止したトイレットペーパの制御コンベア10,10の起動信号を確認する起動可否確認手段と、この制御コンベアの起動確認後に他のコンベアのトイレットペーパ搬送を減速停止させる駆動停止手段とを備えた。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
1 - 20 / 24
[ Back to top ]