
Fターム[3F080EA10]の内容
物品のコンベア等への供給 (6,969) | 検出装置 (331) | 被搬送物を検出するもの (300) | 位置、存在の検出 (60)
Fターム[3F080EA10]に分類される特許
1 - 20 / 60
物品投入設備およびその設備における物品落下防止方法
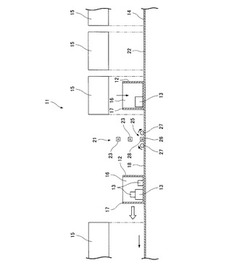
【課題】搬送装置によって搬送される集品容器に物品が投入される構成の物品投入設備において、集品容器からの物品のこぼれ落ちを効果的に防止できるようにする。
【解決手段】物品投入設備11は、搬送装置14によって搬送される集品容器12に投入装置から物品を投入させるものであって、集品容器12の投入開口部16の開口縁17から外部にはみ出した状態の物品13aを検知するはみ出し物品検知装置21を備える。
(もっと読む)
搬送設備および被搬送物の位置追跡データの修正方法

【課題】搬送装置上の所定の被搬送物の実際の位置と位置追跡データとの不一致の修正を的確に行うことができる搬送設備および被搬送物の位置追跡データの修正方法を提供する。
【解決手段】集品容器の位置追跡データ12bから搬送方向につき下流側の一定距離の範囲の位置を搬送される物体を検知した場合、検知した物体を集品容器以外の物体13aとみなして、集品容器の位置追跡データ12bの置き換えを行わないようにした。
(もっと読む)
ナット並べ装置
【課題】多軸仮締め工具の各ソケットに対応した位置に、効率よくナットを配置することができるナット並べ装置を提供する。
【解決手段】ナット並べ装置30は、ナット22を配置するための部位であって、略リング状の形状を有するナット配置部31と、ナット配置部31に対してナット22を供給するための部位であって、ナット配置部31の内側に配置するナット供給部32と、を備え、ナット供給部32は、ナット22を一時的に留め置くための部位である留置部37aを備え、留置部37aの底面部たる底板部41を、水平方向に対して傾斜させた面により構成するとともに、該底板部41の傾斜方向を任意の方向に変更可能に構成して、底板部41の傾斜方向を任意の方向に変更しつつ、留置部37aに留め置かれたナット22を底板部41の傾斜方向に沿って滑落させることによって、ナット配置部31の任意の位置にナット22を供給する。
(もっと読む)
部品供給装置
【課題】次の工程への部品供給を円滑かつ適切に行うことができる部品供給装置を提供することを目的とする。
【解決手段】多数の部品を貯留する部品貯留部から所定の推進量を受けて列をなすように部品供給路210を所定の進行方向に進行して行く部品310のうち、その時点における先頭部品311を部品取り出し位置P1で取り出して次の工程に供給する部品供給装置10であって、先頭部品311が部品取り出し位置P1に存在することを検出すると、先頭部品検出信号を出力する先頭部品検出部220と、先頭部品検出部220から先頭部品検出信号が出力されると先頭部品311の後に続いて進行する後続部品312を吸着して当該後続部品312の進行を停止させる後続部品進行制御部と、部品供給路210を進行する部品の量を検出して、その検出結果に基づいて部品供給路210を進行する部品の量を規制する部品量規制部とを備える。
(もっと読む)
容器整列供給装置
【課題】容器が供給されない空のキャリアを発生させないようにする。
【解決手段】回転体の中央部の容器貯留部を囲んで、容器2を1本ずつ収容する複数の収容部を設け、その下方には、各収容部にそれぞれ対応するキャリア保持部40を有し、前記回転体と同期回転する回転移動手段8を配置し、各収容部に収容した容器2を、容器投入位置で直立状態にして落下させてキャリア6内に収納する。貯留部から収容部に容器2を収容する領域と容器2を落下させる位置との間に容器検出センサを設け、収容部内に容器2が無いときには、前記回転移動手段8にキャリア6を供給する供給手段44を一時停止させ、容器2の無い収容部に対応するキャリア6はキャリア保持部40に供給しない。
(もっと読む)
部品供給装置
【課題】装置起動時や部品残量減少時における部品供給時間の短縮化を図ることにより部品の安定供給を行ない、供給する部品の傷付きを防止する部品供給装置を提供する。
【解決手段】部品供給装置1は、供給する部品Pを受ける給材部10と、部品Pの整列方向Aに沿って形成される溝部31を有し、給材部10から供給される複数の部品Pを溝部31で受ける部品整列部30と、部品整列部30を上下方向に移動させる整列駆動部40と、を備える。また、部品整列部30は、溝部31の内面側に突出して形成され、未整列の部品Pに当接させることにより、供給される部品Pの姿勢を規制する規制部32を備えている。
(もっと読む)
搬送機上へのガラス容器の配置を調整する押出機パラメータを制御するシステムおよび方法
【課題】ガラス容器が成形されるI.S.機械からガラス容器を取り出す搬送機上のガラス容器の所望の間隔および横方向配置を維持するのに、I.S.機械内の押出機機構の運動およびタイミングを自動的に調整するシステムおよび方法を提供する。
【解決手段】ガラス容器を口板から搬送機に移す押出機機構138と、前記押出機機構138により前記搬送機上に移されたガラス容器の実位置140を示すガラス容器配置測定信号をもたらすガラス容器配置測定システム142と、前記ガラス容器配置測定信号と、所望のガラス容器配置信号とを比較し、ガラス容器配置誤差信号を生成する装置と、前記ガラス容器配置誤差信号を軽減させるように、前記ガラス容器配置誤差信号を使用し、修正押出機パラメータ136をもたらし、前記押出機機構138の動作を変化させる制御システムとを含む、I.S.機械により形成されるガラス容器を搬送機上に正しく配置するシステム。
(もっと読む)
搬送装置、チャック並びに搬送方法
【課題】整列配置の精度が高い、搬送装置、搬送装置に用いられるチャック、並びに搬送方法を提供する。
【解決手段】搬送装置1は、整列搬送機1Aと、チャック1Bとを備える。チャック1Bは、整列搬送機1Aから搬出される処理済みのタコ25が載せられるベルトコンベア19の上方に位置する。長手方向スライド部材29に沿ってスライド可能な横方向スライド部材30が、長手方向スライド部材29に取付けられており、横方向スライド部材30にチャック1Bが取付けられている。長手方向スライド部材29や横方向スライド部材30によってチャック1Bが、撮影画像で把握されたタコ25の位置に移動する。チャック1Bは、閉じた場合に先端がチャック1Bの中心軸線上に位置するよう湾曲した3本の把持爪31を有しており、タコ25の位置に移動してきたチャック1Bは、この把持爪31を閉じてタコ25を把持する。
(もっと読む)
搬送装置
【課題】耐久性の低下を可及的に招来することなく、被搬送物の搬送効率を向上することのできる搬送装置を提供する。
【解決手段】第1搬送経路R1上で移動する予め定められた載置目標場所に被搬送物Sを載置すべく、載置目標場所が3次元空間における予め定められた位置に到達するのと同期して、被搬送物Sを第1搬送経路R1と異なる第2搬送経路R2を介して前記予め定められた位置に搬送するための第2搬送部3と、第2搬送経路R2上の搬送出口ETに被搬送物Sが到達したことを検出する出口センサ16と、この検出時点における被搬送物Sの理想位置に対する実際位置の位置ずれ量を算出する走行距離検出処理部27と、被搬送物Sの検出時点から予め定められた搬送速度制御対象期間に、前記位置ずれ量に応じ、停止以外の速度範囲内で第2搬送部3の搬送速度を調整する搬送速度算出部28及び搬送制御部29とを備えた。
(もっと読む)
食品類の搬送方法及びその搬送装置
【課題】食品の製造工程において最終醗酵工程と焼成工程とを食品生地類を載置した展板に振動を与えずに、旋回し移載する食品類の搬送方法及びその搬送装置を提供する。
【解決手段】コンベヤ装置1は、パン製造工程の最終醗酵工程と焼成工程とを結ぶ搬送経路を、複数台の直線状の搬送コンベヤK1とカーブ状の搬送コンベヤとで構成し、接続部に、展板2の底面を接触または非接触で吸着保持し、展板2に上下の振動を与ずに先の搬送コンベヤから後の搬送コンベヤに移載する移載搬送手段8を設ける。搬送コンベヤに並列なコンベヤベルト4a,4bの間には、展板2の底面を接触または非接触で搬送コンベヤの上面と水平に保持する複数個の吸着保持手段15を表面に設けた昇降かつ旋回可能な円形状のターンテーブル16を設置し、このターンテーブル16の裏面側中心部に設けた支持軸をスライド搬送手段18上に立設する。
(もっと読む)
ワーク整列装置
【課題】ワークを整列させ得るのに有利なワーク整列装置を提供する。
【解決手段】本装置は、筒形状の内周壁面24iをもつ固定壁部24とホッパー室30とを有する基体2と、中心線Pの回りで回転可能に設けられた回転リング4と、正姿勢に整列されたワーク1を排出させるワーク排出部36とを有する。固定壁部24は、ワーク1の頭部11を接近または載置させる固定規制面26を有する。回転リング4は、ワーク1の頭部11を接近または載置させる回転規制面40を有する。回転リング4および固定壁部24は、軸部10を鉛直方向に沿って下方に向かって垂下させるように複数のワーク1を垂下状態の正姿勢で整列させる整列溝5を形成する。
(もっと読む)
部品供給装置
【課題】コストを低減できるとともに、装置をコンパクト化できる部品供給装置を提供する。
【解決手段】ガイド部43、およびワークWをガイド部43に向けて摺動可能なテーパ部31を有し、ガイド部43が上下方向へ揺動可能な整列機構20と、ガイド部43の前側に配置され、ガイド部43を上方向へ揺動させた状態でガイド部43上を摺動するワークWが進入および進出可能な連通孔51が形成される保持部材50と、保持部材50の前側に配置され、ガイド部43の揺動と一体的に上下方向へ揺動し、下方向へ揺動させたときに連通孔51と連通し、連通孔51より進出するワークWを一つだけ支持する支持部61、および上方向へ揺動させたときに連通孔51より進出するワークWと当接し、ワークWが連通孔51より進出することを規制する規制端面62が形成される切出部材60と、ガイド部43を揺動させるアクチュエータ70と、を具備する。
(もっと読む)
部品供給装置
【課題】コストを低減できるとともに、装置をコンパクト化できる部品供給装置を提供する。
【解決手段】ワークWを前方向に向けて摺動可能な第一ガイド部51を有する切出シュート50と、第一ガイド部51との間に隙間10bを空けた状態で、ワークWが第一ガイド部51より進入可能であるとともに、所定の搬送先に向けてワークWを摺動可能な第二ガイド部81、およびワークWの軸部が落下可能であるとともに、ワークWの頭部が落下不能であるスリットが形成される起立シュート80と、ワークWが載置される載置部34、および隙間10bを揺動するストッパ35が形成される整列機構20の整列プレート31と、余剰ワークWの重心を、外側にずらす規制部材60と、整列機構20の整列プレート31に連結され、整列機構20の整列プレート31の上下方向への揺動を行うアクチュエータ40とを具備する。
(もっと読む)
ワーク分離ユニット及び振動式搬送装置
【課題】安定かつ高速にワークを分離する。
【解決手段】給気時において第1の領域に対してワーク導入口15bとは反対側にある第2の領域へ向けて開口部16aから流れ出る斜めの気流を生じるように構成された分離用通気穴16と、分離用通気穴16を排気することにより開口部16aにおいてワークに対する吸引力を生じさせるワーク分離用排気手段E1と、第2の領域においてワークを検出するワーク検出手段と、分離用通気穴16に給気することにより開口部16から流れ出る気流を生じさせる通気穴給気手段A1と、ワーク検出手段によるワーク検出時にはワーク分離用排気手段E1を動作させるとともに通気穴給気手段A1を停止させ、また、ワーク検出手段によるワーク非検出時にはワーク分離用排気手段A1を停止させるとともに通気穴給気手段A1を動作させる制御手段Cとを具備する。
(もっと読む)
積層ワーク切り出しシステムおよび積層ワーク切り出し方法
【課題】切り出しによりワークの複数枚送りが発生したときに最上部の一枚のワークを搬送するとともに他のワークを確実に滞留させ、切り出し動作の信頼性を高める積層ワーク切り出しシステムおよび積層ワーク切り出し方法を提供する。
【解決手段】上側搬送ローラ41、下側搬送ローラ42、隙間46、制御駆動手段、を備え、ワークが複数枚重なった状態で搬送されるとき、複数枚送られたワークのうち最上部のワークを上側搬送ローラ41が隙間46を通じて搬送方向へ送り、また、下側の他のワークを下側搬送ローラ42が搬送方向とは逆方向へ送って滞留させる積層ワーク切り出しシステムとした。また、この送り防止による積層ワーク切り出し方法とした。
(もっと読む)
コインの自動移送装置
【課題】第1の目的はコインを区分けして送り出するための送出ロータ及び送出装置を必要とせず、構造簡単で安価なコインの自動移送装置を提供すること、第2の目的はコインが棒状螺旋体と他の構成部材との間に噛み込まれないコインの自動移送装置を提供する。
【解決手段】受入口に受け入れたコインは、前下がりに傾斜するコイン通路を転動する。コイン通路に配置したゲート装置110がコインの通過位相にある場合、当該転動コインはゲート装置に転動を阻止されることなく螺旋体104に達する。螺旋体に達したコインは螺旋突起118の傾斜押動面によって押し上げられる。この際、コインはガイド通路によって案内されることにより螺旋体の回転方向には回転せず、螺旋体に沿った伸長方向にのみ移動される。螺旋体の回転によって移動されたコインは、送出通路に相対すると、重力により送出通路を転動し、出口から次の装置へ送り出される。
(もっと読む)
包装機における物品供給装置
【課題】ロボットを用いて物品を高速で搬送する包装機における物品供給装置を提供する。
【解決手段】定速回転する回転体12に所定の角度間隔で支持されるアーム20を有していて、回転体12が回転中において前記アーム20を回動させて、物品を吸着した吸着具25を、前記支持位置より前記回転体12の中心に近づけてから、該吸着具25を第2コンベヤ2の搬送方向に向けて移動させて物品を載置した後、該物品を載置したときの前記回転体の中心と支持位置16とを結ぶ線分に対するアームの角度より大きく広がるようにアーム20を回動させて、前記物品保持領域物品の物品を吸着する。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
板状部材のラベル貼付システム
【課題】 できるだけ板状部材の搬送スペースが小さくなるように、板状部材の送り出し、板状部材へのラベル貼付及びラベル貼付された板状部材の受け入れを一連に行うことができるようにする。
【解決手段】 複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持し、起立させた状態で水平一方向Haの最前位の板状部材Wから該水平一方向Haに直交する水平直交一方向Vaに順次送り出す送り出し装置SFと、送り出された板状部材Wを起立させた状態で搬送するとともに板状部材Wの一方面WaにラベルLを貼付するラベル貼付装置SPと、ラベルLが貼付された板状部材Wを起立させた状態で順次受け入れるとともに、受け入れた複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持する受け入れ装置SRとを備えた。
(もっと読む)
マルチセグメントフィルタ製造ラインにおけるフィルタセグメントの瞬間的欠如を補償する方法および装置
1 - 20 / 60
[ Back to top ]