
Fターム[3J059BC02]の内容
Fターム[3J059BC02]に分類される特許
21 - 40 / 252
ばね組立体とその製造方法
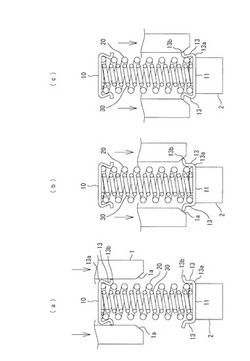
【課題】基板のばね保持部から延出する複数本のかしめ爪を、かしめ治具による一回のかしめ操作をもって一括して押し曲げて、コイルばねの端部を外周縁側からかしめることのできるばね組立体を提供する。
【解決手段】ばね保持部は、基板の外縁及び内縁から延出する複数本のかしめ爪13を有し、かしめ爪13の根元13aは、かしめ治具1の押圧面1aが移動する軌道から外れた基板側に配置してある。また、かしめ爪13の先端部13bは、根元13aよりも基板10、11の外側で、且つかしめ治具1の移動する軌道上に配置してある。そして、かしめ治具1によりかしめ爪13の先端部13bが基板10、11の軸方向に沿って押圧されたとき、当該かしめ爪13に基板10、11の内側へ向かうトルクが発生し、かしめ爪13の先端13bが基板側に曲げられて、ばね保持部に配置されたコイルばね20の端部を外周縁側からかしめる。
(もっと読む)
バネ荷重調整装置

【課題】生産性に優れ、調整特性のバラツキを抑えて、アジャスタスクリュを雌ネジ部材に固定できる電磁スプール弁を提供する。
【解決手段】第1螺合工程ではアジャスタスクリュ5を螺合させる。螺合隙間の存在によりアジャスタスクリュ5を容易に螺合させることができる。第1カシメ工程では雌ネジ2の一部を内径方向へ塑性変形させて、ネジ間の螺合隙間を減らす。第2螺合工程では、アジャスタスクリュ5の螺合量を可変させてバネ荷重の調整を行なう。螺合隙間が減らされてネジの山谷が略一致しているため、調整後にドライバー工具を外してもバラツキが生じない。第2カシメ工程では、雌ネジ2を内径方向へ塑性変形させて、アジャスタスクリュ5をスリーブ3に固定する。第1カシメ工程によってネジの山谷が略一致しているため、調整後にカシメても調整特性にバラツキが生じない。
(もっと読む)
伸線加工性および伸線後の疲労特性に優れたばね用鋼線材、ならびに疲労特性およびばね加工性に優れたばね用鋼線
【課題】伸線加工性および伸線後の疲労特性に優れたばね用鋼線材、ならびに疲労特性およびばね加工性に優れたばね用鋼線を提供する。
【解決手段】本発明のばね用鋼線材は、C:0.50%以上0.70%未満、Si:1.0〜2.5%、Mn:0.50〜1.50%、Cr:0.5%以下(0%を含む)、B:0.0010〜0.0050%、N:0.005%以下(0%を含まない)、P:0.020%以下(0%を含まない)、S:0.020%以下(0%を含まない)、Al:0.03%以下(0%を含まない)、およびO:0.0020%以下(0%を含まない)を満たし、残部が鉄および不可避不純物からなり、全組織に占めるパーライト組織の面積率が85%以上であるところに特徴を有するものである。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性を向上させた高圧縮残留応力層を有するばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する鋼材に対し、ばね形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオーステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上等温保持し、次いで20℃/秒以上の冷却速度で室温まで冷却する熱処理工程と、永久ひずみを与えるセッチング工程と、ショットを投射するショットピーニング工程とを順番に行う。
(もっと読む)
コイルばね
【課題】確実なショットピーニング処理を施すことができ、使用中にフレッティングや異音が生じることもなく、省資源、軽量化されたコイルばねの提供。
【解決手段】コイル軸方向の荷重が加わったときにばねとして機能する有効部11と、有効部11の両端に形成された座巻部12と、有効部11と座巻部12との間に形成された立上り部13と、を有し、立上り部13のピッチ角をθ1、有効部11のピッチ角をθ2としたとき、少なくとも一方の立上り部13において、ピッチ角θ1>ピッチ角θ2が成立するように立上り部13が形成されているコイルばね。
(もっと読む)
チューブ形熱交換器内の構成
【課題】生成物の障害物を構成せずに伝熱管を互いに分離しておくと共にケーシング・チューブの内側の壁から分離しておく構成を実現することである。
【解決手段】ケーシング・チューブ(4)に囲まれた数本の伝熱管(3)を有しており、伝熱管(3)がその両端で管板(5)にしっかりと固定されており、該管板の少なくとも一方(5”)がケーシング・チューブ(4)に対して可動である、食品生成物加工のためのチューブ形熱交換器(1)内の構成である。可動の管板(5”)に伝熱管(3)1本当たり約1000Nの軸方向の力Fが加えられて伝熱管(3)をぴんと張るようになっていることを特徴とする。
(もっと読む)
捩り振動低減装置
【課題】回転数の増大に伴って増大する遠心力によってダンパ機構16の減衰効果が低下することを抑制もしくは防止することのできる捩り振動低減装置を提供する。
【解決手段】動力源から動力が伝達される入力部材と、入力部材と一体に連結された駆動部材17と、駆動部材17の動力が伝達されて流体伝達装置に動力を入力しかつ駆動部材と相対回転可能に形成された従動部材18と、駆動部材から従動部材に伝達される動力の作用方向に弾性力を作用させるように駆動部材17と従動部材18との少なくともいずれかの部材に形成された収納部20に収納された弾性体19とを備えた捩り振動低減装置において、前記弾性体19の半径が、該弾性体19が伸縮する方向に沿って大きい部分と小さい部分とを備えるように形成されている。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる組成を有し、ばね素線の任意の横断面において、面積比率で焼戻しマルテンサイト組織が95%以上であり、任意の横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、前記横断面の中心のビッカース硬さが550〜700HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心硬さより50〜500HV大きい高硬度層が形成されていることを特徴とするばね。
(もっと読む)
圧縮コイルばね
【課題】密着長さまで圧縮される過程で応力が集中及び体積が増加することなく、且つエネルギー吸収量を増加させた圧縮コイルばねを提供する。
【解決手段】大径のコイル径から小径のコイル径を経て再び大径のコイル径に変化した時のコイル径変化回数を1回と定義した場合、有効巻数に数えられる範囲内のコイル径変化回数を、2以上且つ有効巻数の1/2以下に設定し、且つ、密着長さまで圧縮された時に、隣接するコイル23が相互に接触(線接触)するように構成したので、稼働体積を増加させることなく、単位体積当たりに蓄積されるエネルギー(弾性エネルギー)量を増加させることができる。
(もっと読む)
送風機の首振り機構
【課題】風で防霜ファンが振られた時、発生する衝撃で、減速機構の歯車と、歯部の欠損が発生するのを防止し、修理の手間と危険性を減少させる。
【解決手段】支持材に設けた取付け筒1と、取付け筒に設けた取付け台3に内装した減速機構、及び連動機構と、連動機構の可動軸4に設けた防霜ファン5、又は首振り用の架台6とで構成した送風機の首振り機構であって、連動機構のアーム部材29に、減衰機構、緩衝機構でなる手段を設ける。
(もっと読む)
高強度中空ばね用シームレス鋼管用素管の製造方法
【解決課題】高強度中空ばね用シームレス鋼管の製造時にその内面表層部における粗大な内面疵の発生を抑制し、高品質のシームレス鋼管用素管の製造方法を提供すること。
【解決手段】
C:0.2〜0.7質量%、Si:0.5〜3質量%、Mn:0.1〜2質量%、Al:0.1質量%以下(0%を含まない)、P:0.02質量%以下(0%を含まない)、S:0.02質量%以下(0%を含まない)及びN: 0.02質量%以下(0%を含まない)を含有する鋼からなり、且つ、その内面表層部における鋼組織の平均結晶粒径が15μm以下に調整された中空ビレットを用いて熱間押出加工を行い、中空シームレス鋼管用の素管を製造することを特徴とする高強度中空ばね用シームレス鋼管用素管の製造方法。
(もっと読む)
腐食疲労強度に優れるばね
【課題】 高強度でありながら、腐食疲労強度に優れたばねを提供する。
【解決手段】 本発明のばねは、ロックウェル硬さがHRC53〜HRC56であって、
ロックウェル硬さHRC53〜HRC56の範囲において、ロックウェル硬さをHとしたときの転位密度D(cm−2)が、式(1)を満足しており、旧オーステナイト結晶粒度番号がNO.10以上である。
(式1)D≧1.4×1011×H−6.7×1012
(もっと読む)
ばね用鋼、ばね用鋼線及びばね
【課題】焼入れ後の焼戻し処理を省略しても高強度、高靭性、及び高耐力比を確保できるばね、ならびにこれに用いるばね用鋼線及びばね用鋼を提供することを目的とする。
【解決手段】本発明は、質量%で、C:0.15〜0.40%、Si:0.40%以上、1.0%未満、Mn:0.2〜2%、P:0.03%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Cr:0.01〜1.2%、Ti:0.005〜0.1%、B:0.005%以下(0%を含まない)、N:0.002〜0.015%を含有し、残部が鉄および不可避不純物であることを特徴とするばね用鋼である。また前記ばね用鋼を、焼入れした後、焼戻しをすることなく、スキンパス伸線して得られ、引張強さが1900MPa以上、耐力比が0.90以上であるばね用鋼線も本発明に包含される。
(もっと読む)
緩衝装置及び金属製カバー
【課題】この発明は、安定して優れた制振性を備えた緩衝装置及び当該緩衝装置を用いて取付ける金属製カバーを提供することを目的とする。
【解決手段】振動源であるエキマニ1に設けたボルト用ボス41と接続対象であるヒートインシュレータ3との間に配置し、エキマニ1に設けたボルト用ボス41とヒートインシュレータ3とを連結するとともに、エキマニ1に設けたボルト用ボス41からヒートインシュレータ3への振動の伝達を緩衝する緩衝装置10を、振動を緩衝する螺旋多段コイル渦巻きバネ50、螺旋多段コイル渦巻きバネ50及びヒートインシュレータ3を結合するグロメット20、並びに、エキマニ1に設けたボルト用ボス41に締結する取付ボルト42と螺旋多段コイル渦巻きバネ50との間に介在させるカラー部材30で構成し、螺旋多段コイル渦巻きバネ50を平面視渦巻き状の線材で構成した。
(もっと読む)
中空ばねおよびその製造方法
【課題】耐久性の向上を図ることができるのはもちろんのこと、ばね材の内面研磨の効率化を図ることができる中空ばねおよびその製造方法を提供する。
【解決手段】ブラスト装置100には、直線状でかつ中空状のばね材Wを用いる。ばね材Wの長さは、1.5m以上3.5m以下、内径は10mmΦ以下に設定されている。ばね材Wの内面研磨では、第1ブラスト処理および第2ブラスト処理を順次行う。第1ブラスト処理では、研磨材を、ばね材Wの開口部Waへ吐出するとともに開口部Wbから吸引し、第2ブラスト処理では、研磨材を、ばね材Wの開口部Wbへ吐出するとともに開口部Wbから吸引する。これにより、ばね材Wの内面がラッパ状になることを防止することができる。吐出圧力や吸引圧力等を適宜設定することにより、ばね材Wの内面の中央部と両端部とで研削量差が生じることを抑制することができる。
(もっと読む)
硬引き線、ばね、及び硬引き線の製造方法
【課題】オイルテンパー線と遜色ない耐へたり性や疲労強度を有する硬引き線及びその製造方法並びにばねを提供する。
【解決手段】質量%で、C:0.50〜0.70%、Si:1.00〜2.50%、Mn:0.50〜1.00%、Cr:0.50〜2.00%を含有し、残部がFe及び不可避的不純物からなる硬引き線である。この硬引き線は、その横断面の伸線後ブロック径の最大値が円相当径で2.0μm以下である。さらに硬引き線の化学成分として、質量%で、V:0.05〜0.50%、Co:0.02〜1.00%、Ni:0.02〜1.00%、及びMo:0.05〜0.50%よりなる群から選択された少なくとも一種を含んでもよい。
(もっと読む)
中空コイルばねおよびその製造方法
【課題】内面の腐食を防止することができ、かつ製品外観を良好とすることができる中空コイルばねおよびその製造方法を提供する。
【解決手段】端部封止工程では、ばね材Wの端部Waの肉を加工により集めて端部Waを封止する。加工としてスピニング加工を行うことが好適である。たとえば絞り用ローラRによってばね材Wの端部を径方向内側に向かって押圧しながら、必要に応じて適宜絞り用ローラRを軸線方向に移動させる。これによりばね材Wの端部Waは、図3に示すように閉塞されるから、蓋部材等の別部材を用いる必要がない。このような端部封止工程は、たとえば内表面処理工程を行った後、直ぐに行うことができる。端部封止工程後のコイル成形工程では、ばね材Wの端部Waを把持してばね材Wをロッドに巻き付ける場合でも、端部Waでの隙間形成が防止される。
(もっと読む)
耐へたり性と耐久性に優れたバネ及びその製造方法
【課題】 自動車のパワートレインに使用する高い耐へたり性と耐久性とを備えた高強度バネを提供する。
【解決手段】 Cを0.50〜0.70質量%、Siを1.80〜2.20質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含み、残部が不可避不純物を除いてFeからなり、引張強度が2200MPa級、旧オーステナイト結晶粒の粒度番号が12〜13のオイルテンパー線をコイリングして得られる高強度バネであって、窒化処理により設けられた窒化層を最表面部に有し、最表面部の残留圧縮応力が700〜900MPaであって、且つ内部硬度がHv600〜700kg/mm2である。
(もっと読む)
板バネおよびレンズ駆動装置
【課題】耐衝撃性をより向上させた、板バネおよびレンズ駆動装置を提供すること。
【解決手段】円環状の内周側端部(241)と、この内周側端部から半径方向外側に離間して設けられた外周側端部(242)と、内周側端部と外周側端部との間を連結するために周方向に沿って設けられたN本のアーム部(243)と、内周側端部から半径方向外側に突設して内周側端部とN本のアーム部とを連結するN個の内周側連結部(244)と、外周側端部から半径方向内側に突設して外周側端部とN本のアーム部とを連結するN個の外周側連結部(245)と、を有する板バネ(24)において、内周側端部(241)は、隣接する内周側連結部(244)間の少なくとも一箇所に緩衝変位部(241a)を有する。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
21 - 40 / 252
[ Back to top ]