
Fターム[3K059AD40]の内容
Fターム[3K059AD40]に分類される特許
41 - 60 / 253
コイルベースおよびこれを用いた加熱コイルユニット
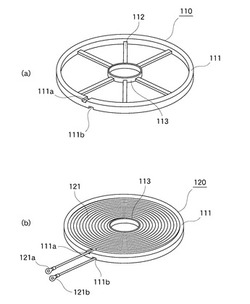
【課題】耐熱性が高く、製造時にバリが発生し難く、機械的強度が高く、且つ、吸湿し難い、電磁調理器用加熱コイルユニットを提供する。
【解決手段】導線121を渦巻き状に巻いてなるコイルと該コイルが装着されるコイルベース110とを備える加熱コイルユニット120において、コイルベース110を、液晶ポリエステル、或いは、該液晶ポリエステルに任意の充填剤を充填してなる組成物を用いて構成する。コイルベース110の成形方法としては、例えば射出成形を使用することができるが、他の方法でもよい。
(もっと読む)
誘導発熱ローラ装置

【課題】ローラ本体に回転シール機構を設ける必要が無く、ローラ本体の腐食を抑制しながらも、ローラ本体を冷却する。
【解決手段】回転自在に支持されたローラ本体2と、ローラ本体2の内部に保持され、ローラ本体2を誘導発熱させる誘導発熱機構3と、霧状の冷却媒体を生成するミスト生成装置81を有し、その霧状の冷却媒体をローラ本体2及び誘導発熱機構3の間に形成される概略筒状をなす隙間部Xの軸方向端部から導入するとともに、隙間部Xの軸方向端部から冷却媒体を前記ローラ本体2外部に排出する冷却機構8と、を備える。
(もっと読む)
バーチャージャ
【課題】簡易な構成で、バー材の移載に伴う騒音を解消すると共に、先入先出しすることのできる機構を備えたバーチャージャを提供する。
【解決手段】上記課題を解決するためのバーチャージャ10は、加熱コイル14を備える加熱部12と、前記バー材を加熱部12へ供給する搬送ローラ22と搬送ローラ22へ供給するバー材をストックするバーラック24を有する供給部20とを備え、供給部20には、搬送ローラ22を介して加熱部12より返送されたバー材を冷却する冷却テーブル30が設けられ、バーラック24と搬送ローラ22、および冷却テーブル30間を移動する走行台車42と、前記バー材を吊り上げるフック48とを有する移載機構40を備えたことを特徴とする。
(もっと読む)
調理釜
【課題】加熱分布のほかに、磁界発生コイルの形成の施工性を向上させる。
【解決手段】複数の巻き枠2を有したリブ1によりリッツ線を多層に巻き回して複数のコイルを略同心円状に形成するに際し、1つのコイルの巻き枠2において、渦巻状に巻き回されたリッツ線が、下層から、順次、巻き回し完了した層の上に配設し、一つの巻き枠2にて巻き回し完了したら、1つのコイルに対応する他の巻き枠2にても同様にリッツ線を渦巻状に巻き回して配設することを特徴とするIH式の調理釜。
(もっと読む)
高周波誘導加熱装置
【課題】ワークの焼入れと焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れ焼鈍し作業の能率向上を図ると共に、良好な焼入れ焼鈍し品質を容易に得ることが可能な高周波誘導加熱装置を提供する。
【解決手段】支持手段で支持されたワークの焼入れ焼鈍し部位に配置された加熱コイルと、該加熱コイルに所定周波数の高周波電流を供給する高周波電源装置と、前記ワークを冷却可能な冷却手段と、これらを制御する制御手段と、を備え、前記高周波電源装置は、焼入れ用の高周波電流を前記加熱コイルに供給可能な第1電源手段と、焼鈍し用の高周波電流を前記加熱コイルに供給可能な第2電源手段を有し、前記制御手段は、前記第1電源手段と冷却手段を制御してワークを焼入れすると共に、該焼入れに略連続状態で前記第2電源手段を制御してワークを焼鈍しすることを特徴とする。
(もっと読む)
高周波誘導加熱装置用コイルとその製造方法
【課題】電気鋳造における金属皮膜の膜厚がマスタの部位によらずできるだけ均一となるようにし、電鋳後の仕上げ加工を低減する。
【解決手段】コイル1の通水部2の形状に合わせて成形した電気鋳造用のマスタ3に、このマスタ3と所定間隔gを保ちつつ樹脂製の制限部材4を取り付ける。そして、この制限部材4を取り付けた状態のまま、このマスタ3を電気めっき槽に浸漬し、マスタ3上に金属皮膜を形成する。このとき、制限部材4がマスタ3の表面を電気的に遮蔽してマスタ3近傍の電流密度を下げて、皮膜形成速度を低下させるとともに、さらに皮膜形成が進んだ場合に、この皮膜と制限部材4が直接当接して前記所定間隔g以上に皮膜が形成するのを防止する。このため、皮膜形成が完了して制限部材4を取り外した後に、この制限部材4を設けた箇所においては仕上げ加工を行う必要がなく、この仕上げ加工に要するコストを削減することができる。
(もっと読む)
高周波焼入れ異常判定装置及び方法
【解決課題】高周波焼入れを適切に行えるようにする高周波焼入れ異常判定装置及び方法を提供する。
【解決手段】高周波焼入れ異常判定装置20を、高周波インバータ11からの出力電流を検出する電流センサ21と、加熱コイル14に生じる電圧を検出する電圧センサ22と、電流センサ21と電圧センサ22との検出信号に基づいて負荷インピーダンスを求める算出部23dと、算出部23dで求めた負荷インピーダンスの値から加熱コイル14やワーク15の異常を検知する判定部23eと、で構成する。高周波インバータ11に加熱コイル14とコンデンサ12とが接続されてなる高周波回路に、高周波焼入れ異常判定装置20を取り付ける。判定部23eは、算出部23dで求めた負荷インピーダンスの値から加熱コイル14内のコアの有無を識別したり、又は算出部23dが過去に求めた値と比較し所定の閾値から外れると加熱コイル14の取り替え時期であると判定する。
(もっと読む)
定着装置およびこれを備える画像形成装置
【課題】蛇行防止用の規制部材を設けつつ定着ベルトの長寿命化を図ることが可能な電磁誘導加熱方式の定着装置を提供すること。
【解決手段】定着ベルト101のローラ軸方向両端部の内周面113に周方向に全周に亘って突条部205を設ける。定着ベルト101を挟んでローラ軸方向の両側に一対の蛇行規制部材108を配置する。蛇行規制部材108の先端に設けられた突起部182は、ベルト周回経路の内側で定着ベルト101の突条部205よりもローラ軸方向内側に位置する。蛇行により定着ベルト101が装置後側から前側に向かう方向に移動しようとすれば、移動方向とは反対方向側(装置後側)の突条部205の面117に、装置後側に位置する蛇行規制部材108の突起部182が当接することにより、その移動を規制する。
(もっと読む)
可変リアクトル
【課題】例えば誘導加熱装置に適用する可変リアクトルとして、簡易な構造,安価な製作費でインダクタンス値を広範囲に調整できるようにした可変リアクトルを提供する。
【解決手段】両端の端子部を給電電路に接続する板状の主導体と、該主導体の板面に対向して平行配置した平板状の補助導体板と、該補助導体板の主導体に対する間隔を増減調整する移動機構とからなる構成を基本として、具体的には主導体7,8を、平行に対向配置した断面形状がコ字形の一対の溝形導体バーとし、この主導体7,8の双方に跨がって2枚の平板状補助導体板9をバー導体の上下辺部に対向配置した上で、各補助導体板9を一括して送りネジ10(軸上に右ネジと左ネジを形成した送りネジ)に連結し、アクチュエータ11により補助導体板9の主導体7,8に対する空隙距離dを変えてリアクトルの実効インダクタンス値を可変調整する。
(もっと読む)
加熱ヘッド
【課題】金属板の端部に対してしわを生じさせることなく曲げ加工を施すことができる曲げ加工装置の加熱ヘッドを提供する。
【解決手段】高周波誘導加熱により鋼板Wを曲げる曲げ加工装置の加熱ヘッド1であって、曲げ加工装置のヘッド支持部20に装着されるベースプレート2と、鋼板Wの表面を誘導加熱する高周波管3をフェライト板4上に配置してなる加熱プレート5と、この加熱プレート5とベースプレート2との間に位置して、加熱プレート5を揺動可能に支持すると共に負荷がない状態で所定の位置に復帰させる揺動機構10を備えている。
(もっと読む)
電気鋳造用マスタ、高周波誘導加熱用コイル及び自動車用動力伝達部品
【課題】マスタを用いて金属を析出させた際に、その膜厚を均一なものとする。
【解決手段】円弧部5、7と直胴部4、6を順次連結した形状のマスタ1において、その間の角部8にR加工を施す。このR加工は、角部8aが凸状である場合はこの凸部を除去し、角部8b、8cが凹状である場合はこの凹部に肉盛するようになされる。このマスタ1を鋳型を用いて成形する場合は、この鋳型に、前記R加工の形状に対応するR加工形状を形成しておき、マスタ1に前記R形状が形成されるようにする。このR加工を施すことにより、凸部に電流集中が生じて析出した金属がこぶ9状となるのを防止するとともに、凹部において膜厚不足となるのを防止することができる。このため、こぶ9を除去したり、薄膜部10の肉厚を増すためにマスタ1への通電時間を延長したりする必要がなく、その作業を簡便なものとし得る。
(もっと読む)
環状ワークの熱処理方法およびそれに用いる拘束焼入れ装置
【課題】ワークの内外径の寸法精度の向上や熱処理歪の低減、熱処理のインライン化を可能とし、低コストで環状部材を製造することができる、環状ワークの熱処理方法およびそれに用いる拘束焼入れ装置を提供する。
【解決手段】ワークWを誘導加熱し、その内径面23側に内金型24をセットした状態でワークWを冷却して、内金型24でワークWの内径面23が拘束される500℃以下になった後に、第1の幅拘束治具26でワークWの幅方向両端面25a,25bをさらに拘束しながら、ワークWを冷却する。
そして、ワークWの温度がマルテンサイト変態開始温度以下になったとき、内金型24からワークWを取り外し、その後、外金型42でワークWの外径面41を拘束するとともに、第2の幅拘束治具43a,43bでワークWの幅を拘束する。
(もっと読む)
誘導加熱炉
【課題】誘導加熱炉の炉体内で加熱されるビレットの押圧力を殆ど必要としない誘導加熱炉を提供する。
【解決手段】被加熱物が収容されて移送される円筒形空洞と、この空洞の周囲に巻かれたインダクタコイルを有する炉体と、円筒形空洞の底部に配置されて被加熱物を直接的に支持して移送するためのスキッドレールを有する誘導加熱炉において、炉体とスキッドレールを前下がりの傾斜角をもって支持しており、スキッドレールの傾斜角を、被加熱物がその自重によって移動せず、後続の被加熱物に押されて小さな力で移動する程度の角度に保持した。
(もっと読む)
誘導加熱用コイル導線
【課題】可撓性に優れるとともに、組付け時や端末加工時の作業性に優れ、安価な誘導加熱用コイル導線を提供すること。
【解決手段】導体線と、該導体線の外周に形成され絶縁性繊維を編組してなる編組層と、該編組層の外表面に形成された皮膜層とからなる誘導加熱用コイル導線。導体線と、該導体線の外周に形成され絶縁性繊維を横巻してなる横巻層と、該横巻層の外周に形成され絶縁性繊維を編組してなる編組層と、該編組層の外表面に形成された皮膜層とからなる誘導加熱用コイル導線。上記導体線が、導体の外周に絶縁層を設けた導体素線、又は、該導体素線を複数本撚り合せて形成したものである誘導加熱用コイル導線。上記編組層が、ガラス繊維から構成されている誘導加熱用コイル導線。皮膜層が、シリコーンゴムからなる誘導加熱用コイル導線。
(もっと読む)
高周波焼入装置
【課題】 ワークの焼入時に、焼入部位を固定位置として回転支持できる高周波焼入装置を提供することを課題とする。
【解決手段】 高周波焼入装置1は、加熱コイル2(加熱導体部)、駆動部3、テールストック部4、回転位置設定手段5(駆動位置X方向制御部6、駆動位置Y方向制御部7、テールストック位置X方向制御部8、テールストック位置Y方向制御部9)を持つ。ワーク30は、焼入部位31〜33を有する。高周波焼入装置1は、焼入部位31〜33の中心31a〜33aをワークの回転中心に設定し、加熱コイル2を焼入部位31〜33のいずれかに対向配置する。
(もっと読む)
電磁誘導加熱体及びこれを用いた電磁誘導加熱装置、定着装置、画像形成装置
【課題】製造性に優れた誘導加熱用多層金属からなる電磁誘導加熱体及びこれを用いた電磁誘導加熱装置、定着装置、画像形成装置を提供する。
【解決手段】温度によって透磁率が変化する感温磁性材料からなる基層311と、前記基層の表面に積層され、電磁誘導によって発熱する発熱層312と、前記発熱層の表面に積層され、温度によって透磁率が変化する感温磁性材料からなる保護層313とを備え、前記基層と前記発熱層と前記保護層を一体的に積層したクラッド材を塑性加工することにより薄くした。
(もっと読む)
高周波焼入れ用コイル装置
【課題】ワーク挿通孔の端縁に凸部を設けると共にこの凸部の外周側に噴射孔を設けることにより、冷却水の飛散を抑制しつつ残水のワークへの付着を抑制する等して、軸状ワークの軸部端面に高品質な焼入れ状態を安定して得ることが可能な高周波焼入れ用コイル装置を提供する。
【解決手段】中心部にワーク挿通孔を有して平面視略円環状に形成されたコイル部と、該コイル部の両端部を支持すると共に高周波電流発生装置に接続可能なホルダーと、を備えて軸状ワークを焼入れ可能な高周波焼入れ用コイル装置であって、コイル部は、ワーク挿通孔の端縁にコイル部の表面側に突出する円環状の凸部が形成されると共に、該凸部の外側にコイル部に設けた冷却水流路内の冷却水を軸状ワークの焼入れ部分に噴射可能な噴射孔が設けられていることを特徴とする。
(もっと読む)
定着装置、画像形成装置、および磁界生成装置
【課題】交流磁界を発生させるための電気回路系の抵抗およびインダクタンスを調整可能な電磁誘導加熱方式の定着装置を実現する。
【解決手段】定着ベルトの幅方向に沿って複数配置され、励磁コイル82にて発生した交流磁界の磁路を形成する磁心84を支持体81にて定着ベルト幅方向に移動自在に支持し、磁心設定部材87により支持体81にて移動自在に支持された複数の磁心84の各々を予め定めた定着ベルトの幅方向位置に設定して固定する。
(もっと読む)
エンジン用クランクシャフトの高周波焼入れに用いる誘導加熱コイルの製造方法および誘導加熱コイル
【課題】製品品質の低減を防止し、製品寿命に優れたエンジン用クランクシャフトの高周波焼入れに用いる誘導加熱コイルの製造方法および誘導加熱コイルを提供する。
【解決手段】誘導加熱コイル体10の母材よりなる複数の予備成型体60〜64に、予備成型体60〜64を接合面60a等で組み合わせることで全体として冷却水流路5が形成されるように所定の形状の溝部80a等を穿設する第一加工工程S100と、第一加工工程S100にて溝部80a等が穿設された予備成型体60〜64を、それぞれ所定の接合面60a等で組み合わせ、固相接合により予備成型体60〜64の接合面60a等を接合して一の成型体6とする接合工程S110と、接合工程S110にて接合された成型体6に対して、溝部80a等の形状に基づいて誘導加熱コイル体10を削り出す第二加工工程S120と、を有する。
(もっと読む)
高周波誘導加熱コイルの寿命推定方法
【課題】量産工程にて使用されるコイルの寿命を定量的に把握し、係る寿命を向上すべく改良を施したコイルの寿命を、量産工程にて評価する前に定量的に推定することが可能な高周波誘導加熱コイルの寿命推定方法を提供することを課題とする。
【解決手段】コイル1の使用により破損するまでのコイル寿命Lを測定し、寿命により破損したコイル1の破損部位Pを特定し、コイル1aにおける破損部位Paの加熱中の温度Taを測定し、温度Taの最高温度Tamaxと、コイル1・1aを構成する無酸素銅の疲労試験に基づいて作成された疲労試験データベース10とから、コイル1・1aに発生する発生応力Saを推定し、疲労試験データベース10と、推定された発生応力Saと、改良コイル1cの加熱条件とから、改良コイル1cのコイル寿命Lcを推定する。
(もっと読む)
41 - 60 / 253
[ Back to top ]